

1.4. Виды связей размерных цепей
Машины, станки и другие изделия имеют большое количество сборочных сочетаний, каждое из которых образует замкнутые размерные цепи. Размеры сборочных единиц могут входить одновременно в состав нескольких размерных цепей, образуя сложные связи размерных цепей.
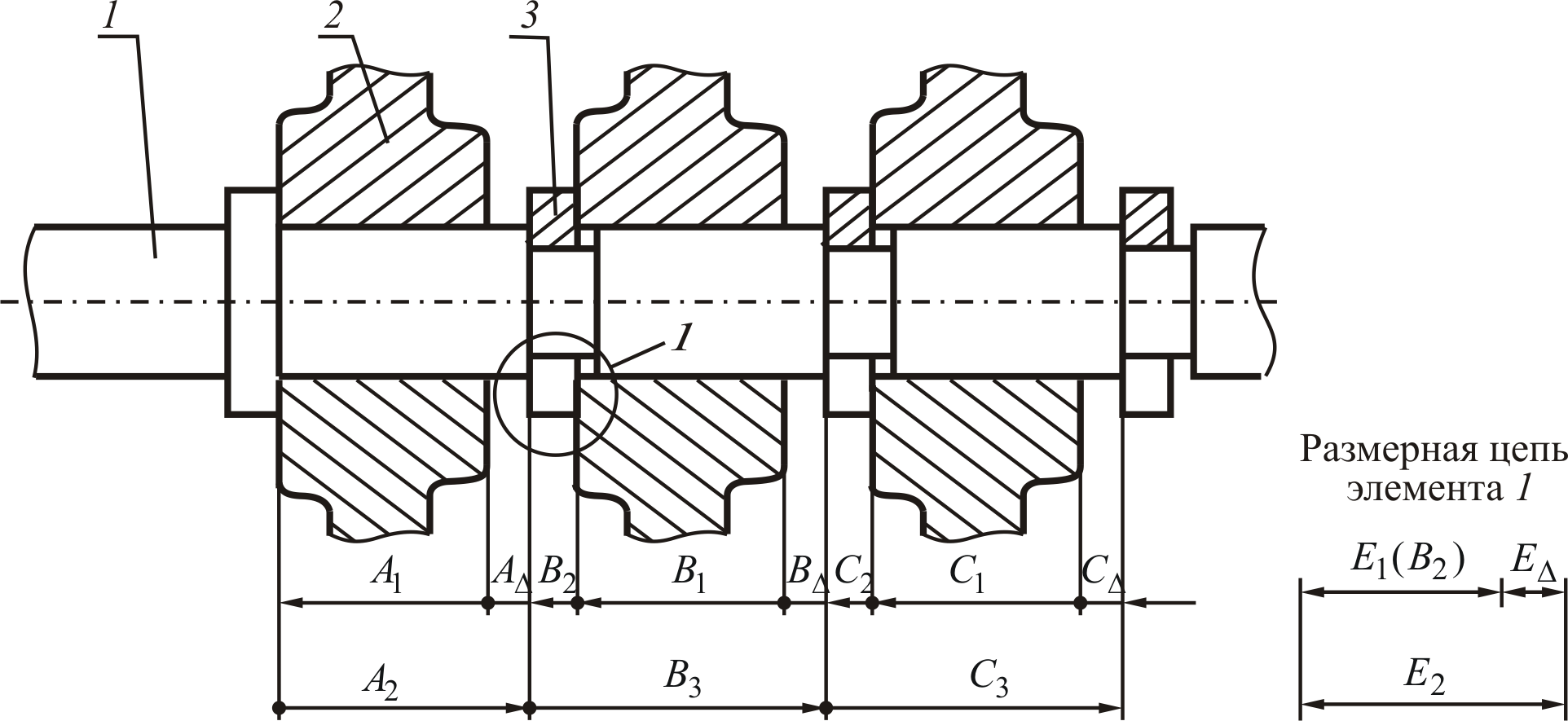
На рис. 1.11 приведен эскиз оправки 1 с дисками 2, перемещение которых ограничено кольцами 3. Условием эксплуатации узла является наличие зазора между торцом диска и торцом стопорной шайбы. На рис. 1.11 зазоры обозначены символами АΔ, ВΔ и СΔ. Величина этих зазоров зависит от размеров трех деталей: вала 1 (размеры А2, В3 и С3); диска 2 (размеры А1, В1 и С1) и стопорной шайбы 3 (размеры В2 и С2).
а б
Рисунок 1.11 – Пример последовательного вида связей размерных цепей:
а – сборочный узел; б – схема размерной цепи
Размеры a1, А2, b1, В2, В3, c1, С2 и С3 образуют замкнутые контуры (размерные цепи), причем каждая последующая цепь начинается с конца предыдущей. Особенностью последовательно связанных размерных цепей является то, что они имеют одну общую базу: в нашем случае – торец канавки вала. Изменение величины размера или предельных отклонений звена какой-либо последовательно связанной цепи приводит к ошибкам в положении базы последующей размерной цепи.
Стопорная шайба 3 может быть установлена в канавке вала лишь в том случае, если ее толщина меньше ширины канавки. Замыкающим звеном в размерной цепи Е (элемент 1 на рис. 1.11) является зазор между торцом стопорного кольца и торцом канавки на валу; составляющие звенья размерной цепи Е: Е1 толщина (высота) стопорного кольца; е2 – ширина канавки (проточки) на валу.
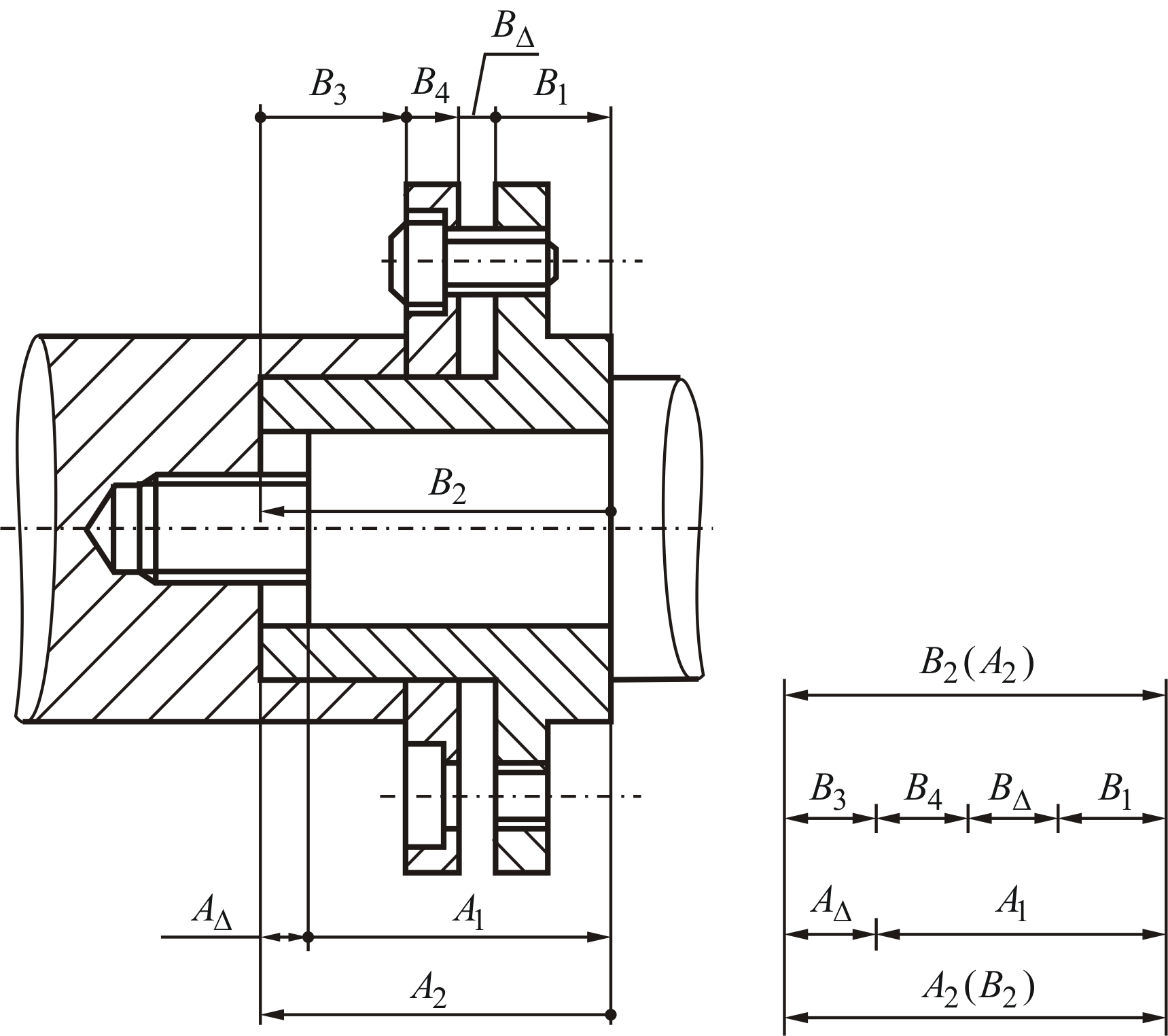
На рис. 1.12 дан пример сборочной единицы, размеры которой образуют параллельный вид связей размерных цепей.
Размерные цепи А и В имеют общие звенья А2 = В2, которые связывают их параллельно. Очевидно, что изменение величины и точности общего звена приведет к ошибкам во всех звеньях связанных размерных цепей. Признаком параллельной связи является то, что размерные цепи имеют одно или несколько общих звеньев.
а б
Рисунок 1.12 – Пример параллельного вида связей размерных цепей:
а – сборочный узел; б – схема размерной цепи
На практике встречаются случаи комбинированных видов связей размерных цепей, т. е. в замкнутых контурах размеров сборочных единиц присутствуют одновременно два вида связей: параллельный и последовательный (рис. 1.13). Размерные цепи А и В имеют последовательную связь, а размерные цепи В и С связаны параллельно.
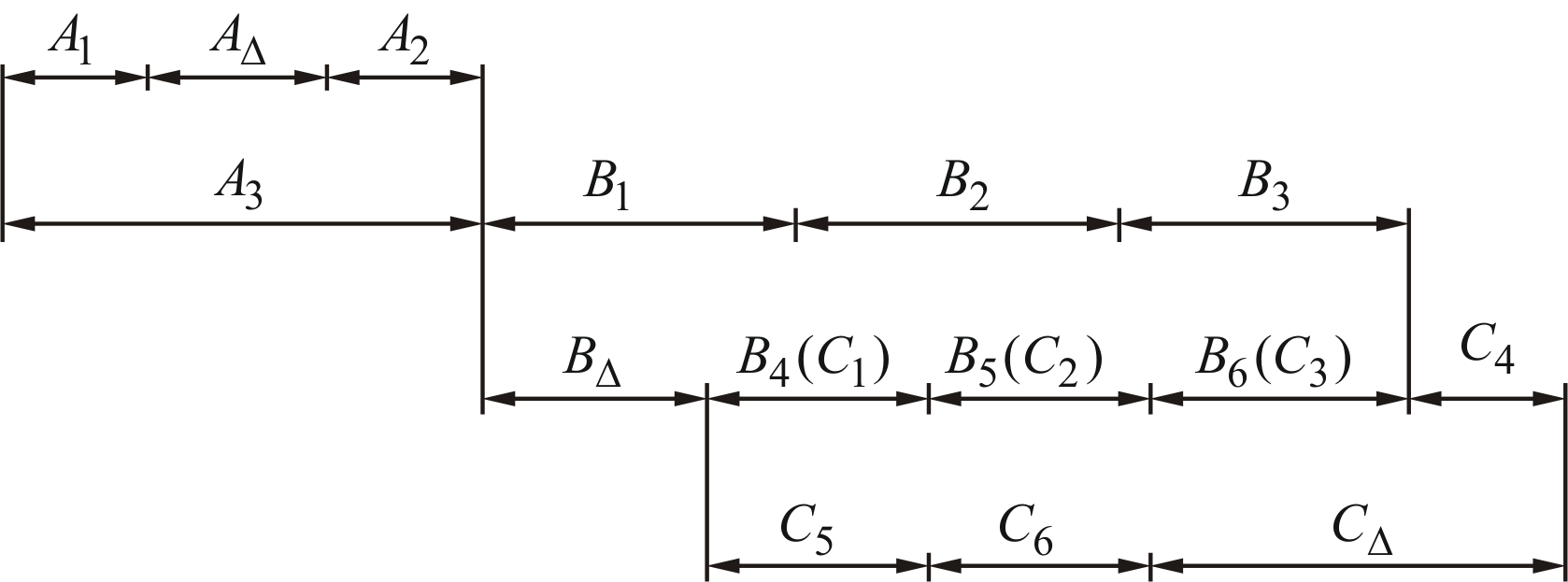
Рисунок 1.13 – Схема размерной цепи с комбинированным видом связей
Рассмотренные примеры показывают, что на практике встречаются три вида связей сборочных размерных цепей:
Последовательный вид связи, при котором каждая последующая размерная цепь строится от базы предыдущей размерной цепи.
Параллельный вид связи, при котором несколько размерных цепей имеют одно или несколько общих звеньев.
Комбинированный вид связи, при котором имеют место в сложной размерной цепи последовательный и параллельный виды связей (см. рис. 1.11 – размерные цепи В и Е связаны параллельно, а остальные размерные цепи – последовательно).
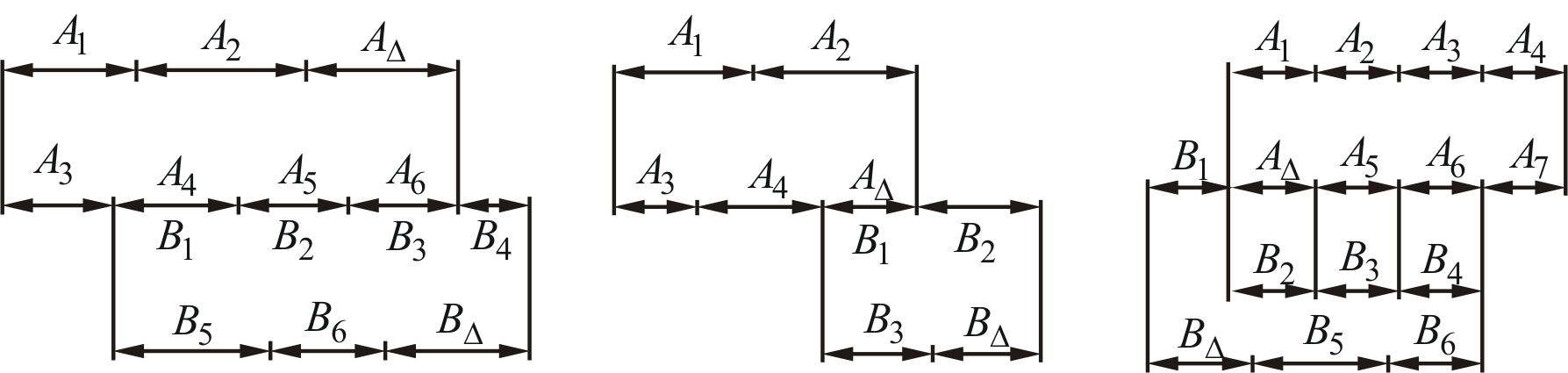
Наиболее сложным является параллельный вид связи размерных цепей, при котором могут быть следующие случаи (рис. 1.14):
Общими являются только составляющие звенья а4 = в1, А5 = В2, A6 = В3 (рис. 1.14 а).
Общее – замыкающее АΔ = В1 звено размерной цепи (рис. 1.14 б).
Общие звенья – замыкающие и составляющие звенья параллельно связанных размерных цепей (рис. 1.14 в): АΔ = В2, А5 = В3, А6 = В4.
При расчете параллельно связанных размерных цепей следует учитывать то, что точность общих размеров должна удовлетворять требованиям точности замыкающих звеньев всех связанных размерных цепей. Эта задача решается в том случае, если на общие размеры назначены допуски, удовлетворяющие наиболее строгим требованиям одной из параллельно связанных размерных цепей.
а б в
Рисунок 1.14 – Размерные цепи с параллельными связями:
а – общие только составляющие звенья А4, A5, A6 и B1, В2, В3; б – общее – замыкающее звено АΔ; в – общие звенья – замыкающее АΔ и составляющие А5 и A6
В проектной задаче при достижении точности замыкающего звена по методу полной или неполной взаимозаменяемости рекомендуется выполнять расчет параллельно связанных размерных цепей, начиная с той размерной цепи, в которой самая высокая средняя точность составляющих звеньев. Вначале определяют средний допуск составляющих звеньев связанных размерных цепей, а затем выбирают последовательность расчета цепей.
Последовательность решения проектной задачи при параллельной связи цепей можно определить по следующей методике [10]:
при одинаковых допусках замыкающих звеньев в двух связанных размерных цепях с различным количеством составляющих звеньев начинать решение нужно с той цепи, где звеньев больше;
при разных допусках замыкающих звеньев и равном количестве составляющих звеньев в двух цепях начинать решение следует с той цепи, где допуск замыкающего звена – меньший;
при разных допусках замыкающих звеньев и разном количестве составляющих звеньев в двух цепях начинать решение задачи нужно с той цепи, где допуск общих, связанных звеньев получается меньшим.
Поверочные задачи можно решать по отдельным размерным цепям в любой последовательности, т.е. начиная с любой цепи.
При решении проектной задачи по методу регулирования точности замыкающего звена неподвижным компенсатором, например, набором прокладок, последовательность решения параллельно связанных цепей зависит от последовательности регулирования точности замыкающих звеньев при сборке изделия (см. пп. 5.3.2, 5.3.3, 5.4).