

7.5. Взаимосвязь допусков размеров и допусков расположения
В расчетах минимальных размеров заготовки следует учитывать базирование заготовки и взаимосвязь допуска размера и допусков расположения [38]. Эту взаимосвязь можно устанавливать путем анализа размерных цепей. Метод замены допуска такой же, как и метод замены размеров.
На рис. 7.13 дан пример базирования детали на два упора (центральный и боковой). Размер xmin является расчетным размером заготовки при расчете величины минимальной стружки.
В размерной цепи (рис. 7.13 в)
имеются размеры R
=
30-0,4,
r
=
20
+0,02
и допуск расположения T
=
±0,5.
размерной цепи (рис. 7.13 в)
имеются размеры R
=
30-0,4,
r
=
20
+0,02
и допуск расположения T
=
±0,5.
В соответствии с размерной цепью можно записать:
T max / 2= Rmax – (xmin + rmin); (7.4)
+0,5 = 30 – (xmin + 20),
откуда xmin = 9,5 мм.
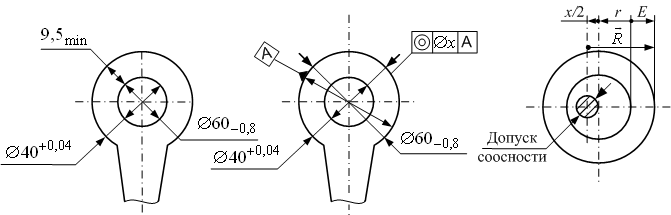
Рассмотрим пример расчета допуска соосности при замене схемы базирования заготовки (рис. 7.14).
а б в
Рисунок 7.13 – Размерная цепь допусков размеров и допусков расположения:
а – чертеж детали; б – эскиз наладки; в – схема размерной цепи
а б в
Рисунок 7.14 – Размерная цепь расчета допуска соосности:
а – размеры детали и заготовки; б – эскиз наладки; в – схема размерной цепи
Предположим, что необходимо обеспечить Emin = 9,5 мм (рис. 7.14 а). Допуск соосности x / 2, мм, при базировании детали по новой схеме (рис. 7.14 б) может быть рассчитан из уравнения размерной цепи:
Emin = Rmin – (rmax + xmax / 2); (7.5)
9,5 = 29,6 – (20,02 + xmax / 2);
xmax /2 = 29,6 – (20,02 + 9,5);
xmax / 2 = 0,08;
xmax = 0,16.
Расчет показывает, что поворот направления базирования на 90° позволяет уменьшить допуск соосности до 0,16 мм при тех же размерах на чертеже детали и той же толщине материала Emin = 9,5 мм.
Пример размерной цепи расчета допуска симметричности приведен на рис. 7.15.
а б в
Рисунок 7.15 – Размерная цепь, включающая допуски размеров и допуски
симметричности: а – чертеж детали; б – эскиз обработки; в – размерная цепь
для расчета размера х для контроля
В соответствии с эскизом наладки положение канавки с размером 12+0,04 задается размером х вместо допуска симметричности. Величины звеньев размерной цепи задаются чертежом детали (см. рис. 7.15): А = 20–0,02; В = 6+0,02; t / 2 = 0,04. В соответствии со схемой размерной цепи (см. рис. 7.15 в) можно записать следующие уравнения:
t / 2max = Amax – (xmin + Bmin);
0,04 = 20 – (xmin + 6);
xmax = 13,96 мм; (7.6)
t / 2min = Amin – (xmax + Bmax);
–0,04 = 19,98 – (xmax + 6,02);
xmin = 14 мм.
Тогда исполнительный размер х можно записать в виде
х = 13,98 ± 0,02 мм.
Исполнение этого размера гарантирует точность детали по чертежу (см. рис. 7.15 а).
Глава 8 способы нанесения размеров на чертежах
От расстановки размеров на чертежах деталей зависит во многом обеспечение принципов совмещения (единства) и постоянства баз. Проставляя размеры на чертежах, конструктору приходится учитывать метод получения заготовки и взаимосвязь чистовых и черновых поверхностей, тип производства, предполагаемое оборудование и базирование заготовки, последовательность образования поверхностей на заготовке и другие условия и требования. Размеры, удачно проставленные на чертежах деталей, позволяют технологу разрабатывать технологический процесс изготовления деталей без замены размеров. Замена размеров влечет за собой появление на чертеже промежуточных размеров, уменьшение допусков и удорожание процесса обработки. Поэтому конструктор в известной мере должен иметь опыт технолога, быть знакомым с особенностями обработки деталей на станках разных моделей, знать основы технологии машиностроения.