

1.9. Примеры решения проектной задачи способом одинакового квалитета
Входные данные: эскиз детали (рис. 1.19); схема размерной цепи (рис. 1.20); требования к замыкающему звену:
АΔ = 22 мм; esΔ = +0,2 мм;
еiΔ = –1,1 мм; ТΔ = esΔ – eiΔ = 0,2 – (–1,1) =1,3 мм;
![]() ;
;
передаточные отношения составляющих звеньев: ξ1 = +1; ξ2 = +1; ξ3 = +1; ξ4 = –1; ξ5 = –1.
В размерной цепи звенья с известными допусками отсутствуют; расчет размерной цепи рекомендуется выполнить в такой последовательности.
В качестве корректирующего звена можно принять звено А5 с размером 35 мм, так как положение внутренней торцовой поверхности не будет влиять на служебное назначение детали.
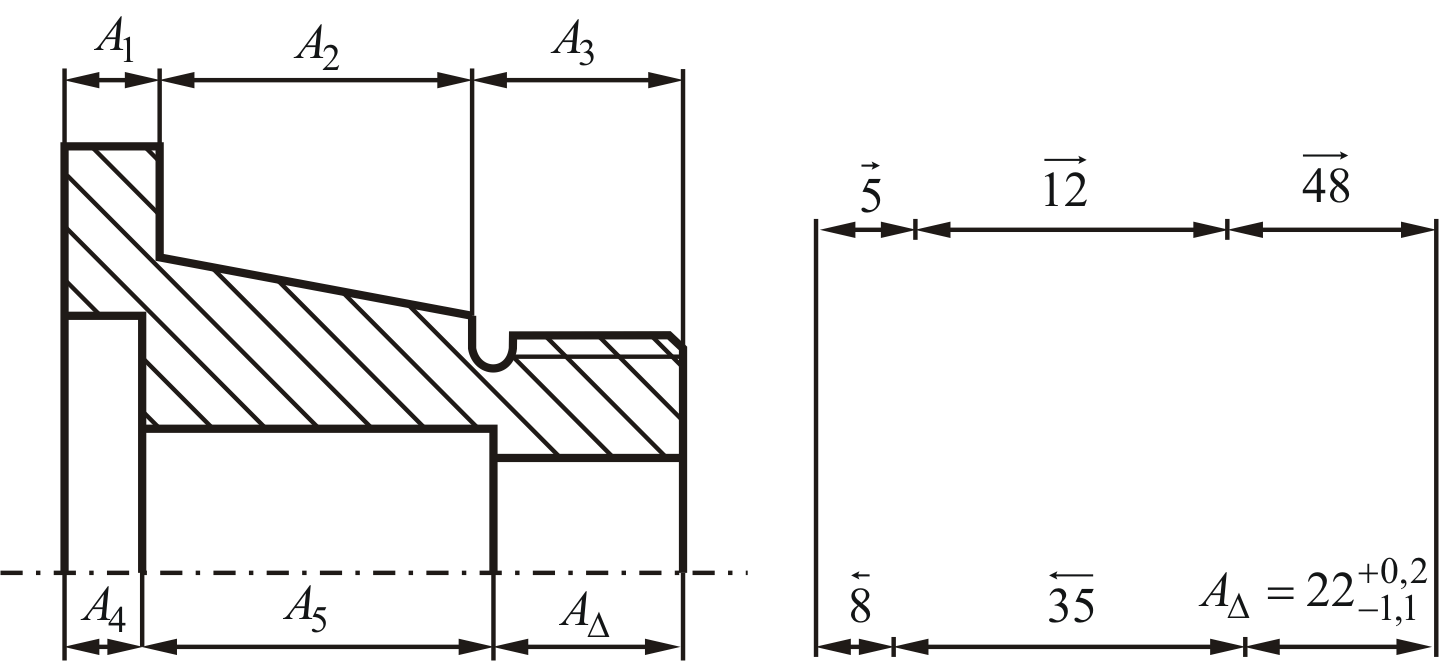
Рисунок 1.19 – Эскиз детали Рисунок 1.20 – Схема размерной
цепи
Дальнейший расчет размерной цепи зависит от принятого метода расчета.
1.9.1. Расчет методом max-min
Среднее количество единиц допуска вычисляем по формуле (1.25). Входные данные и результаты расчета оформляем в виде табл. 1.1.
 ,
,
где ii принято из табл. П1.1.
Назначаем квалитет из табл. П1.2 в зависимости от стандартного значения а = 250, ближайшего к расчетному значению ас. Принимаем 13-й квалитет.
Величину допусков на составляющие звенья, кроме корректирующего, назначаем по табл. П1.3 в зависимости от номинального размера звена и принятого 13-го квалитета. Допуски Т записываем в табл. 1.1.
Допуск корректирующего звена определяем из условия формулы (1.29):
 =
1300 – (180 + 270 + 390 + 220) = 240 мкм.
=
1300 – (180 + 270 + 390 + 220) = 240 мкм.
Предельные отклонения размеров составляющих звеньев А1, А2, А3, А4 и А5 назначаем как на основное отверстие (для охватывающих), как на основной вал (для охватываемых) или с симметричным полем допуска (для прочих размеров), а их значения записываем в табл. 1.1.
Координаты середины поля допуска составляющих звеньев рассчитываем по формуле (1.10), а их значения записываем в табл. 1.1.
На следующем этапе рассчитываем координату середины поля допуска корректирующего звена по формуле (1.32):
![]() мкм.
мкм.
Зная
величину
![]() ,
определяем предельные отклонения
корректирующего звена по формулам
(1.33) и (1.34):
,
определяем предельные отклонения
корректирующего звена по формулам
(1.33) и (1.34):
![]() мкм;
мкм;
![]() мкм.
мкм.
Тогда
исполнительный размер корректирующего
звена можно записать в виде:
![]() .
.
Исполнительные размеры всех составляющих звеньев записаны в табл. 1.1.
На следующем этапе решается поверочная (обратная) задача (формулы (1.5) и (1.6)):
 мкм;
мкм;
 мкм.
мкм.
Сопоставление расчетных значений esΔ и eiΔ со значениями, заданными в условиях задачи, показывает, что параметры составляющих звеньев определены верно.
Таблица 1.1 – Сведения о размерной цепи, рассчитанной методом максимума-минимума
Символ звена |
Номинальный размер, мм |
Характер действия на АΔ |
ξi |
ii |
Квалитет |
Ti |
Ti / 2 |
esi |
eii |
|
Исполнитель-ный размер |
|
мкм |
|
|
||||||||||
A1 |
5 |
ув. |
+1 |
0,73 |
13 |
180 |
90 |
0 |
–180 |
–90 |
5–0,18 |
|
A2 |
12 |
ув. |
+1 |
1,08 |
13 |
270 |
135 |
0 |
–270 |
–135 |
12–0,27 |
|
A3 |
48 |
ув. |
+1 |
1,56 |
13 |
390 |
195 |
–195 |
–195 |
0 |
|
|
A4 |
8 |
ум. |
–1 |
0,90 |
13 |
220 |
110 |
+220 |
0 |
+110 |
8+0,22 |
|
A5 Ak |
35 |
ум. |
–1 |
1,56 |
12 |
240 |
120 |
+235 |
–5 |
+115 |
|
|