Приложение 4 замена размеров на чертежах
Размеры и предельные отклонения, мм
Параметры звеньев |
Варианты |
||||||||||||||
А1 |
А2 |
А3 |
А4 |
А5 |
А6 |
А7 |
А8 |
В9 |
В10 |
В11 |
В12 |
В13 |
В14 |
В15 |
|
Звено С |
40 |
43 |
32 |
40 |
44 |
38 |
30 |
28 |
6 |
6 |
5 |
8 |
4 |
5 |
7 |
es |
0 |
–0,04 |
+0,05 |
+0,12 |
–0,05 |
+0,05 |
+0,025 |
+0,1 |
+0,3 |
+0,15 |
0 |
+0,6 |
–0,05 |
+0,15 |
+0,05 |
ei |
–0,05 |
–0,12 |
–0,05 |
0 |
–0,25 |
–0,15 |
+0,05 |
–0,1 |
0 |
–0,15 |
–0,25 |
+0,2 |
–0,15 |
+0,05 |
–0,05 |
Звено D |
35 |
38 |
26 |
36 |
37 |
32 |
25 |
24 |
44 |
34 |
37 |
42 |
24 |
25 |
32 |
es |
0 |
+0,2 |
0 |
0 |
+0,15 |
+0,08 |
–0,08 |
–0,15 |
0 |
+0,05 |
+0,05 |
+0,05 |
+0,18 |
–0,01 |
–0,18 |
ei |
–0,25 |
–0,2 |
–0,8 |
–0,35 |
0 |
0 |
–0,28 |
–0,35 |
+0,05 |
–0,05 |
0 |
–0,05 |
+0,05 |
–0,08 |
–0,38 |
Приложение 5
ВХОДНЫЕ ДАННЫЕ К ВЫБОРУ ВАРИАНТА ЗАДАНИЯ
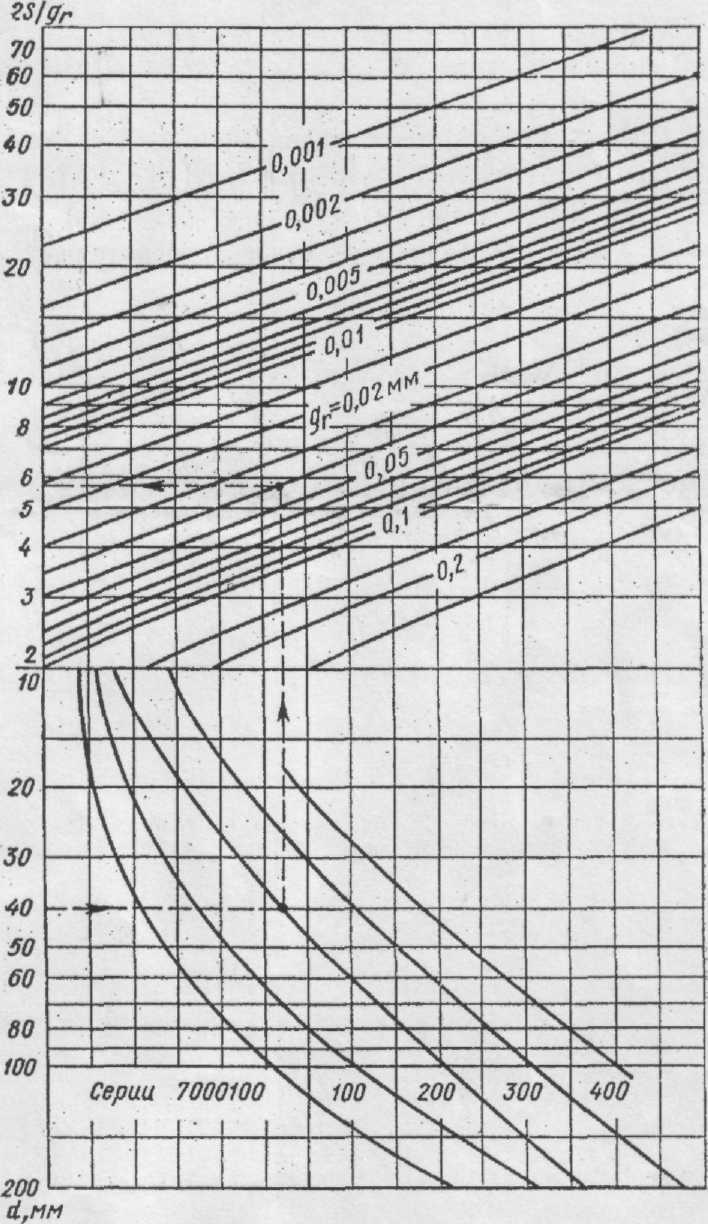
Приложение 6
НОМОГРАММА ДЛЯ ОПРЕДЕЛЕНИЯ ОСЕВОЙ ИГРЫ
В РАДИАЛЬНОМ ОДНОРЯДНОМ ШАРИКОПОДШИПНИКЕ
С ИЗВЕСТНЫМ РАДИАЛЬНЫМ ЗАЗОРОМ





Приложение 10 значения коэффициента , биения 2е и перекоса е инструмента в расчетах точности деталей инструментальных блоков для многоцелевых станков [14, 18]
Коэффициент относительного рассеяния присоединительных поверхностей вспомогательного рисунка
Вид обработки |
Поверхность |
|
Конус: |
||
Наружное шлифование в центрах |
Морзе |
1,17 |
7:24 |
1,51 |
|
1:5 |
1,37 |
|
Цилиндрическая |
1,09 |
|
Конус: |
||
Внутреннее шлифование |
Морзе |
1,17 |
7:24 |
1,17 |
|
1:5 |
1,37 |
|
Цилиндрическая |
1,09 |
|
Бесцентровое шлифование |
Конус Морзе |
1,03 |
Биение 2е инструмента на вылете 100 мм в зависимости от точности изготовления конусов, мкм [14]
Конусы |
Точность конусов |
|||||||
АТ3 |
АТ4 |
АТ5 |
АТ6 |
АТ7 |
АТ8 |
АТ9 |
АТ10 |
|
7:24 |
1,0 |
1,2 |
1,3 |
2,6 |
5,0 |
12,0 |
– |
– |
Морзе |
– |
– |
9,5 |
10,5 |
15,0 |
18,0 |
20,0 |
24,5 |
1:5 |
– |
– |
8,0 |
9,0 |
10,0 |
12,0 |
13,0 |
17,0 |
Значение перекоса е инструмента на вылете 100 мм в зависимости от точности изготовления цилиндрических соединений диаметром 30…40 мм приведено ниже:
-
Квалитет
е, мкм
IT4
1,0
IT5
1,6
IT6
3,2
IT7
4,3
IT8
6,0
IT9
12,0
Инструмент |
Допустимое биение режущих кромок после установки инструментальных блоков в шпинделе, мм |
Сверла: |
|
с цилиндрическим хвостовиком диаметром 6…18 мкм |
|
0,056 |
|
с коническим хвостовиком диаметром 18…30 мкм |
0,071 |
|
|
Зенкеры и развертки диаметром, мм: |
|
до 50 |
0,062 |
до 120 |
0,071 |
Расточные оправки: |
|
для получистовой обработки отверстий диаметром 22…180 мм |
|
0,03 |
|
для чистовой обработки отверстий диаметром, мм: |
|
|
|
25…80 |
0,005 |
80…100 |
0,01 |