

1.3.2. Выявление составляющих звеньев
После определения замыкающего звена выявляют составляющие звенья, т.е. звенья, влияющие на замыкающее звено.
Вначале необходимо найти две поверхности, ограничивающие замыкающее звено. Если замыкающее звено находится между осями, то ищут поверхности элемента детали, от которых зависит расположение оси симметрии. Одновременно выявляют детали, которым принадлежат эти поверхности.
Для выявления размерной цепи делают обход деталей и их поверхностей по часовой или против часовой стрелки.
После выявления размера первой детали, поверхность которой образует замыкающее звено, находят вторую деталь, прилегающую к первой и выявляют базовые поверхности этой детали и размер, непосредственно влияющий на замыкающее звено. Так последовательно выявляют звенья размерной цепи, непосредственно участвующие в решении поставленной задачи, и доходят до второй поверхности, ограничивающей с другой стороны замыкающее звено.
На рис. 1.8 дан пример построения сборочных размерных цепей золотникового устройства. Точками на схеме показаны базовые (сопрягаемые) поверхности детали или оси их симметрии, относительно которых рассматриваются размеры, непосредственно участвующие в решении поставленной задачи.
В трехзвенной размерной цепи А диаметр отверстия А1 является увеличивающим, а диаметр вала А2 – уменьшающим звеньями.
Размерные цепи В и С взаимосвязаны, так как у них имеются общие звенья (С2 = В2 и С3 = В3). Следует обратить внимание на тот факт, что характер действия общих составляющих звеньев размерных цепей на замыкающие звенья различный. Звенья С2 и С3 в размерной цепи С являются уменьшающими, а В2 и В3 в размерной цепи В – увеличивающими.
Анализ и расчет сборочных размерных цепей А, В и С позволяет опредеить допуски на все составляющие звенья. Эти допуски после сборки должны гарантировать точность замыкающих звеньев в соответствии с их служебным назначением и задачами на проектирование золотникового устройства.
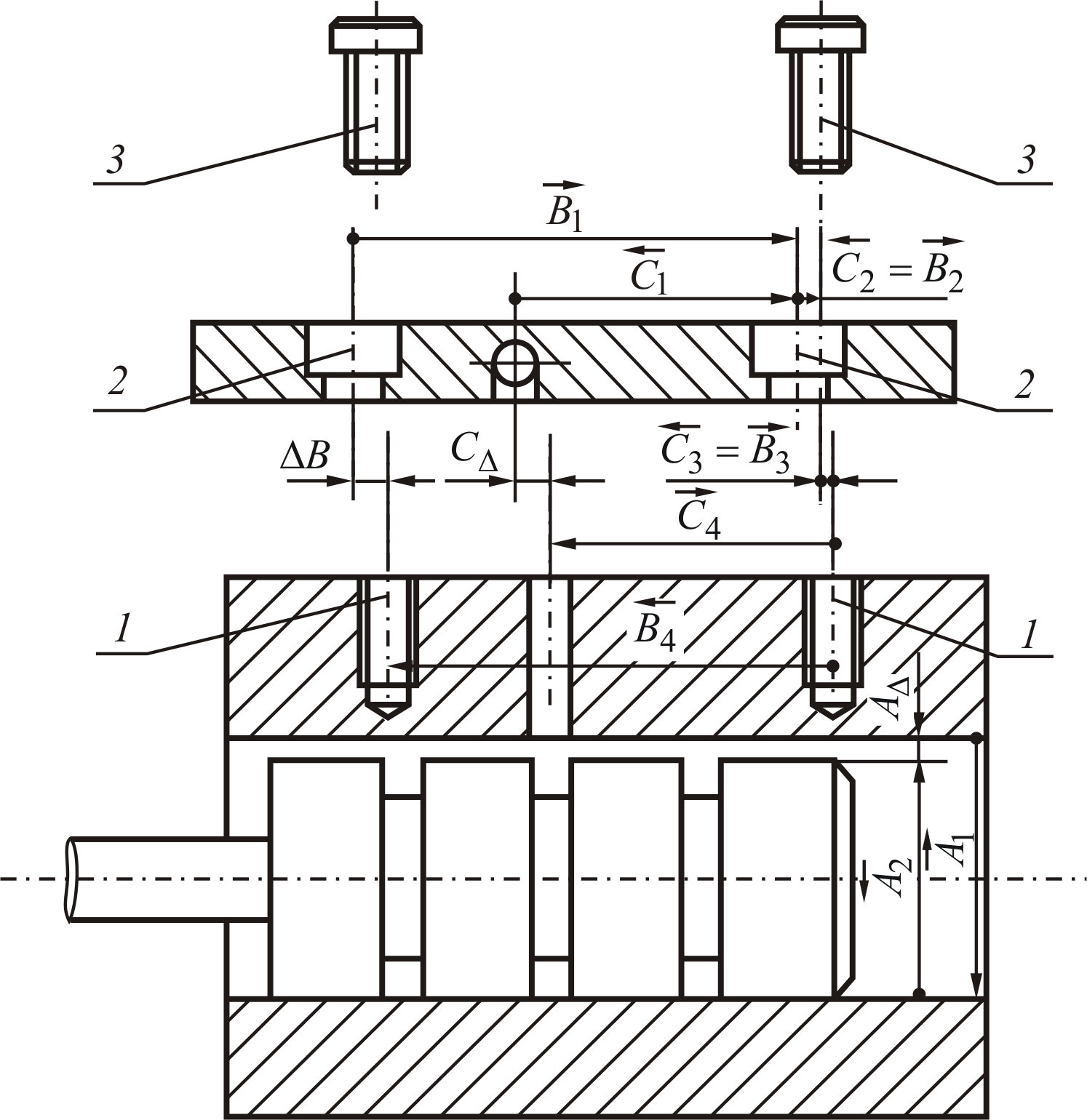
Рисунок 1.8 – Сборочные размерные цепи золотникового устройства: 1 – ось резьбового отверстия в конусе золотника; 2 – ось отверстия в крышке; 3 – ось винта (А – размерная цепь обеспечения плавного, с заданной посадкой, перемещения золотника; С – размерная цепь обеспечения совмещения с заданной точностью осей каналов в крышке и в корпусе золотникового устройства; В – размерная цепь обеспечения собираемости крышки золотника и корпуса с помощью крепежных винтов)
На рис. 1.9 представлена сборочная размерная цепь, которая предназначена для решения задачи обеспечения осевой игры подшипников качения в пределах функционального назначения узла.
В размерной цепи имеются две стандартные сборочные единицы – подшипники качения. В таких случаях в качестве составляющего звена принимают размер, охватывающий несколько деталей сборочной единицы. В данном случае это монтажная высота подшипника. Как и в предыдущем примере, точками на схеме обозначены базовые поверхности, относительно которых задаются размеры составляющих звеньев.
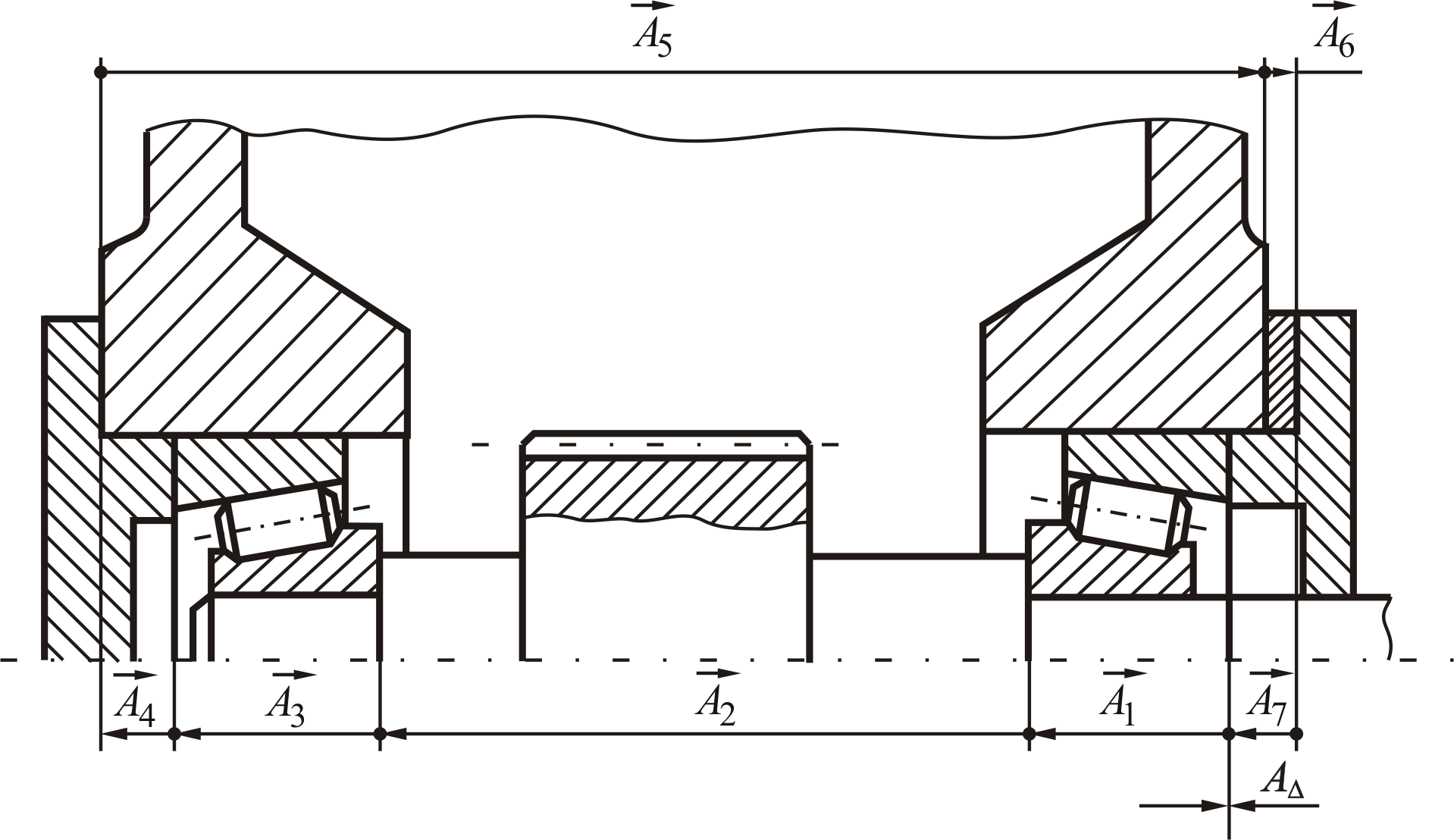
Рисунок 1.9 – Размерная цепь вала шестерни редуктора, установленного в конических роликоподшипниках
На рис. 1.10 представлена технологическая размерная цепь настройки токарного станка с ЧПУ. В размерную цепь входят следующие звенья: х0,1 – координата револьверной головки в системе ЧПУ станка; х1,2 – координата базовой поверхности револьверной головки в системе револьверной головки; х2,3 – размер инструментального блока, настраиваемый вне станка; х3,4 –перемещение револьверной головки по заданной программе; хΔ – замыкающее звено размерной цепи станочной технологической системы.

Рисунок 1.10 – Схема технологической размерной цепи настройки токарного
станка с ЧПУ, в котором заменяется при смене инструмента
инструментальный блок (звено х2,3)