

1.3. Постановка задачи и построение размерных цепей
Наиболее ответственным этапом в расчете размерных цепей является построение размерных цепей. При построении размерных цепей может быть два вида ошибки: или в размерную цепь включают размеры, не имеющие отношения к поставленной задаче, или в размерную цепь включают не все размеры, влияющие на выходную точность изделия.
В зависимости от решаемой задачи изображают схему изделия, технологической системы (СПИД), технологического процесса или измерения, на которую наносят размерную цепь или размерные цепи.
В размерную цепь должны входить только те размеры, которые непосредственно влияют на точность обработки, сборки или измерения.
Рекомендуется составлять размерную цепь в два этапа:
1. Нахождение замыкающего звена, его допуска и координаты середины поля допуска.
2. Выявление составляющих звеньев, влияющих на замыкающее звено.
1.3.1. Нахождение замыкающего звена и его параметров
Замыкающее звено размерной цепи находят, исходя из задачи, возникающей при конструировании изделия, его изготовлении и измерениях.
Поэтому вначале должна быть поставлена и четко сформулирована задача, решение которой необходимо для обеспечения соответствия конструкции изделия его служебному назначению, обеспечения требуемой точности изделия при изготовлении или оценке его точности при измерениях.
При выявлении замыкающего звена рекомендуется точно знать этап достижения точности: проектирование (конструирование); изготовление; сборка; измерение. Каждый этап достижения точности имеет свои особенности в постановке задачи, решение которой необходимо для достижения точности.
При конструировании изделия переход от формулировки задачи к нахождению замыкающего звена заключается в выявлении такого линейного или углового размера, от значения которого зависит решение поставленной задачи. Рассмотрим несколько примеров.
На рис. 1.5 представлена конструкция золотникового устройства.
Исходя из условий эксплуатации и собираемости золотникового устройства, необходимо простановкой размеров обеспечить решение следующих задач:
1. Обеспечить плавное (без заеданий) перемещение золотника с одновременным сохранением нормы утечки масла в золотниковом устройстве.
2. Обеспечить совмещение осей каналов в крышке и корпусе золотникового устройства до такого состояния, чтобы уменьшение площади канала в стыке корпуса с крышкой не создавало недопустимого увеличения сопротивления потока масла в гидравлической цепи.
3. Обеспечить присоединение (собираемость) крышки к корпусу золотника винтами 1 и 2.
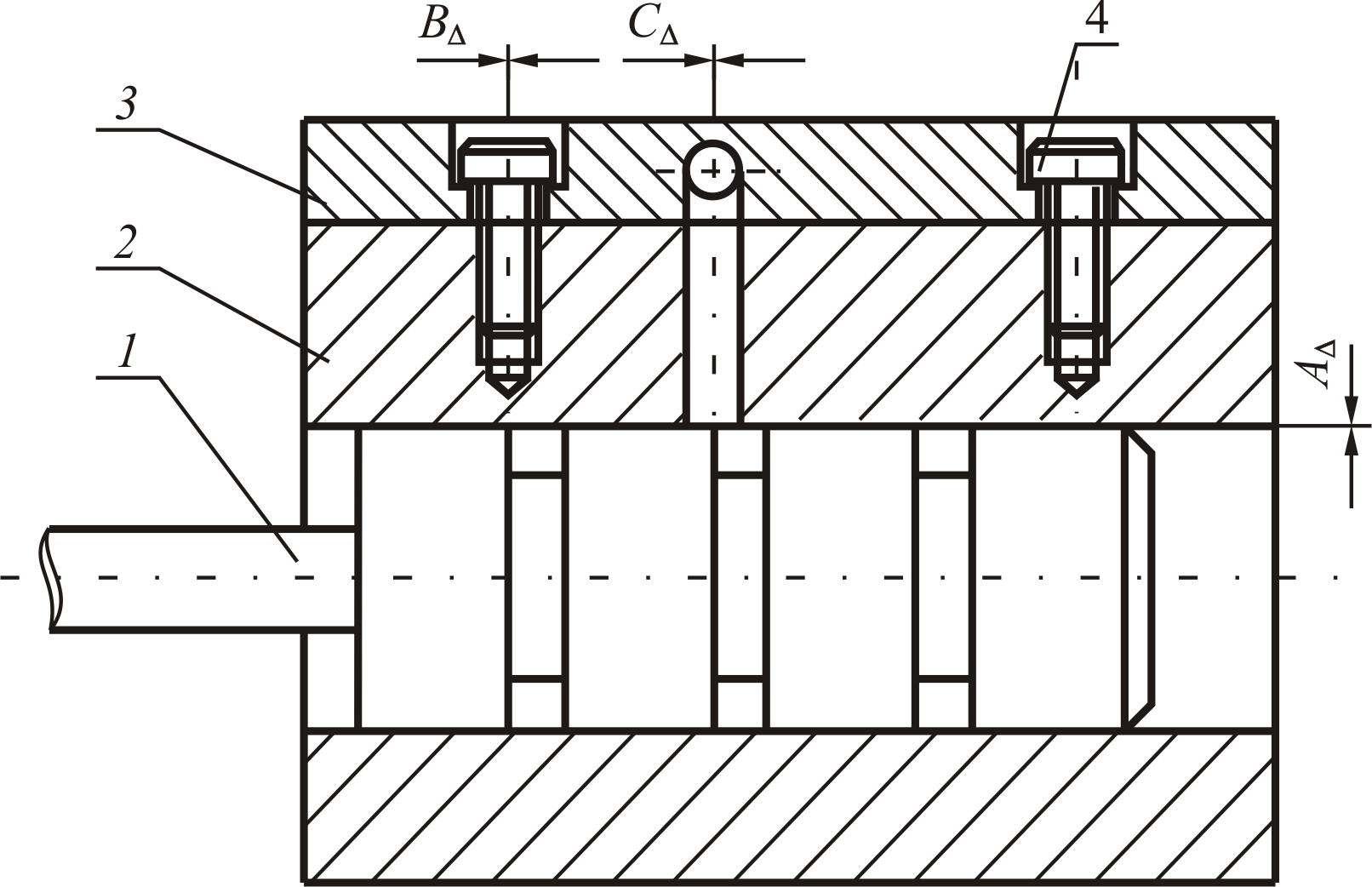
Рисунок 1.5 – Конструкция золотникового устройства: 1 золотник; 2 – корпус золотника; 3 – крышка; 4 – крепежные болты (АΔ – зазор, ограниченный посадкой по рабочей поверхности золотника, СΔ – несовпадение осей каналов в крышке и в корпусе золотника, ВΔ – несовпадение осей крепежного отверстия в крышке и оси резьбового отверстия в корпусе золотника)
Требование первой задачи влияет на выбор (расчет) посадки по цилиндрической рабочей поверхности золотника. Замыкающим звеном размерной цепи являются функциональные зазоры, а на чертеже узла – предельные зазоры (Smin и Smax).
Относительное смещение осей каналов будет замыкающим звеном С∆ в размерной цепи «корпус–крышка». Причем точность замыкающего размера будет зависеть не только от точности межосевого расстояния в корпусе и крышке, но также и от точности посадок: «винт–корпус»; «винт–крышка» по резьбовой и цилиндрической поверхностям.
Обеспечить решение требуемой задачи можно точностью взаимного расположения осей резьбы в корпусе и оси цилиндрического отверстия в крышке. Относительное смещение этих осей ВΔ будет представлять замыкающее звено в сборочной размерной цепи.
На рис. 1.6 дан пример задачи к нахождению замыкающего звена в сборочной единице редуктора.
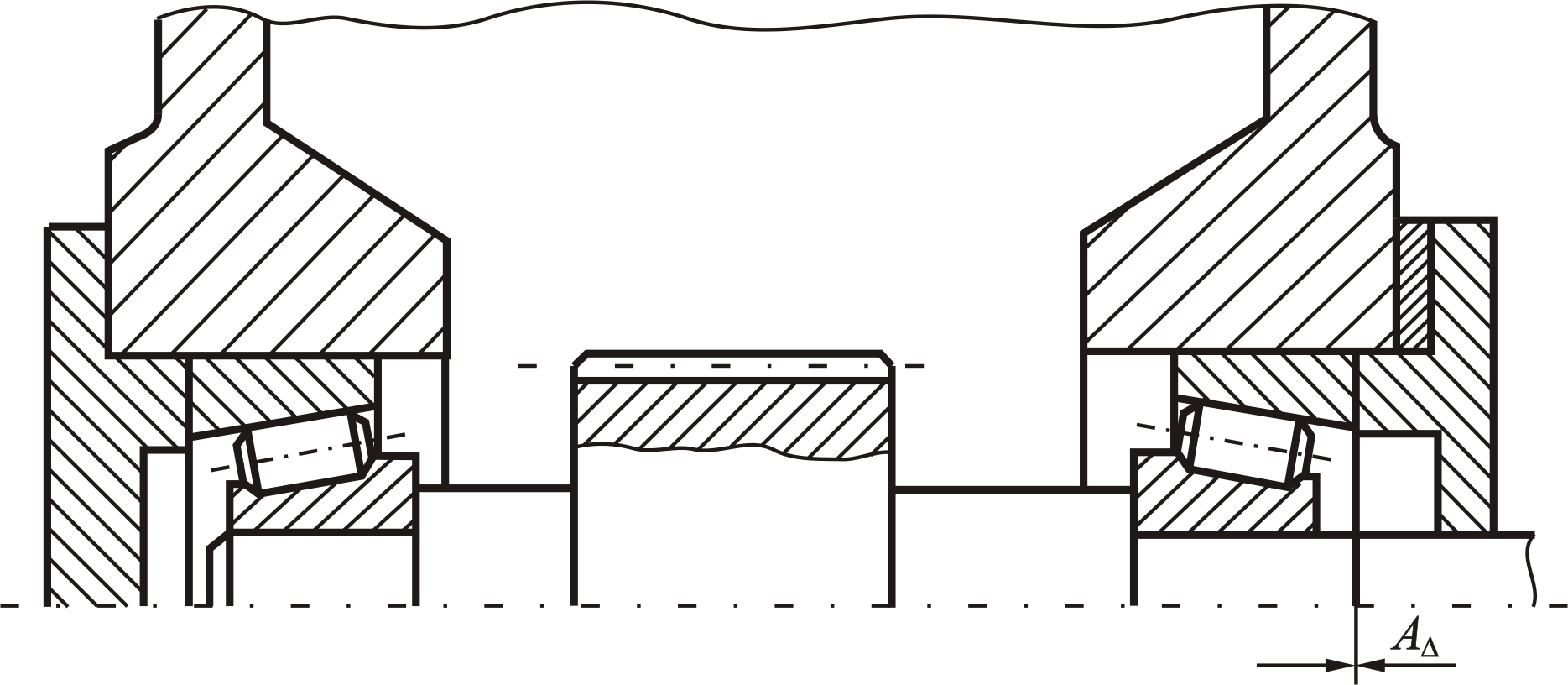
Рисунок 1.6 – Сборочный узел вала шестерни цилиндрического редуктора
Свобода относительного взаимного перемещения при вращении внутреннего и наружного колец подшипников зависит от радиального зазора между боковыми дорожками колец и телами качения. Величина этого зазора зависит от осевой игры в подшипниках, т.е. от осевого зазора «С» (рис. 5.2). Так как при сборке торцевая поверхность наружного кольца подшипника соприкасается с торцом крышки, то и свобода вращения вала будет зависеть от расстояния АΔ между торцами крышки и наружного кольца подшипника. Задачу служебного назначения подшипника решает замыкающее звено АΔ.
Номинальный размер АΔ принимают равным нулю, а предельные отклонения на зазор принимают в зависимости от типа, размеров и условий эксплуатации подшипников (табл. П1.14–П1.18). На практике известны случаи, когда между торцами крышки и наружного кольца подшипника должен быть натяг (задний мост автомобиля), величина которого косвенно оценивается по крутящему моменту, который при контроле после сборки узла необходимо приложить к валу.
На рис 1.7 изображена схема расположения инструмента относительно оси вращения заготовки при обработке вала на токарном станке с ЧПУ.
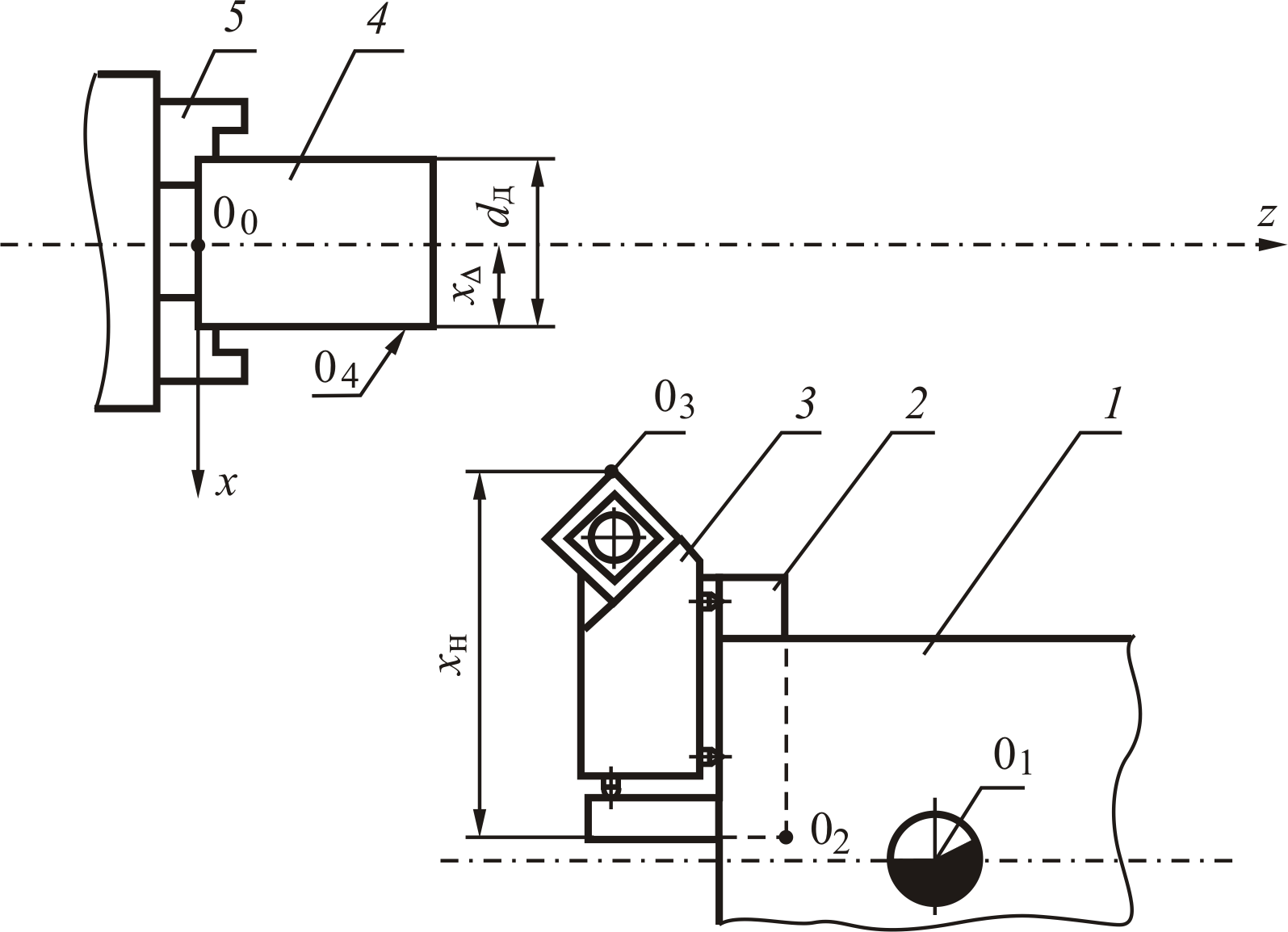
Рисунок 1.7 – Схема расположения инструмента относительно оси вращения заготовки: 1 – револьверная головка; 2 – держатель инструментального блока; 3 – резец; 4 – заготовка; 5 – патрон (00 – начало координат станка; 01 – точка, расположенная на оси вращения головки; 02 – точка на базовой поверхности гнезда револьверной головки; 03 – вершина резца; 04 – точка на поверхности заготовки)
Точность размера d на заданном технологическом переходе ставит задачу размерной настройки станка. Замыкающим звеном является действительный размер вала dд, точность которого должна быть обеспечена технологическим процессом.
Допуск замыкающего звена в данном случае устанавливается чертежом детали. Однако действительный размер вала зависит от погрешностей обработки и измерения. Поэтому настроечный размер хΔ рассчитывают с учетом характера обработки, систематических и случайных погрешностей обработки, погрешности настройки инструмента вне станка и т. д. (см. пп. 6.1.2 и 6.1.3)
При измерениях замыкающим звеном АΔ (см. рис. 1.2) является измеренный размер детали.
Предельная погрешность измерения зависит, в основном, от номинального размера детали по чертежу и выбранного средства измерения, которое выбирается с учетом требуемой точности измерения.
Точность средства измерения должна быть в несколько раз выше точности размера детали. При этом следует учитывать вид контроля. При послеоперационном контроле предельная погрешность измерения должна составлять примерно 10 % поля допуска для того, чтобы не вводить производственных допусков. Предельная погрешность активного контроля размеров может достигать до 40–50 % поля допуска на изготовление детали, при этом процесс регулирования технологической точности можно считать достаточно точным.
Допуски на замыкающие звенья устанавливают соответствующими стандартами, например, на зубчатые и червячные передачи, металлорежущие станки и другие изделия. В остальных случаях замыкающие звенья определяют из условий собираемости и эксплуатации изделий, а допуски на замыкающие звенья устанавливают на основании расчетов или на основании опыта эксплуатации данного или аналогичного изделия.