

6.3.3. Метод настройки станка по результатам измерения
действительного размера детали
Размерная настройка станка по результатам измерения действительного размера детали (метод пробных проходов) состоит в том, что после первого прохода измеряют действительный размер (звено хΔ – см. рис. 6.1), а затем корректируют положение вершины резца, перемещая на расчетную величину поперечный суппорт по отсчетному устройству станка.
Метод пробных проходов приводит к простою оборудования, так как время измерения действительного размера детали не совмещается со временем работы станка. Кроме того, после измерения размера необходимо быть уверенным в том, что измеренный размер с заданной точностью соответствует действительному размеру детали. Достоверность измеренного размера зависит от условий и погрешностей обработки, а также от погрешности измерения.
Погрешности обработки и измерения вызывают рассеяние действительных размеров деталей. Поэтому, принимая решение о наладочном размере по результатам измерений, следует учитывать соотношение диапазона рассеяния всех видов погрешностей и допуска на размер на этом технологическом переходе.
Обработка партии деталей сопровождается размерным износом инструмента, тепловыми и силовыми деформациями технологической системы и вызывает изменение действительного размера. Все это невозможно учесть при настройке станка по результатам измерений после пробных проходов.
Станки с ЧПУ позволяют применять в технологической системе активный контроль действительных размеров деталей в процессе обработки. Основная задача активного контроля размеров деталей на станке заключается в повышении технологической точности замыкающего звена хΔ размерной цепи (см. рис. 6.1) путем компенсации погрешностей, вызванных износом инструмента, тепловыми и силовыми деформациями технологической системы. Активный контроль направлен на профилактику брака и своевременную замену инструмента.
Компенсация случайных и систематических погрешностей при активном контроле размеров деталей возможна в том случае, когда контроль осуществляется не только как регулирование, но и как управление размерами.
Управление
формированием
размеров деталей предусматривает
наличие в подсистеме контроля не только
прямых, но и обратных связей. При этом
состояние технологической
системы
должно обеспечивать резерв [u]
(см. рис. 6.3) технологической точности
в пределах 35...40 % от
![]() .
.
6.3.4. Метод размерной настройки станка по результатам
измерения положения режущей кромки
Размерная настройка инструмента в ГПС имеет свои особенности. Измерительная подсистема станка с ЧПУ предусматривает автоматическое измерение координат вершины режущего элемента инструментального блока перед каждой операцией (переходом) с помощью датчиков касания.
В системе управления размером заготовки (звено хΔ на рис. 6.1) выходным параметром является положение режущей кромки инструмента. Этот косвенный параметр влияет на размер детали и звено х67 – программное перемещение инструмента. Система управления станком имеет прямую и обратную связи, которые позволяют в автоматическом режиме измерить с высокой точностью действительные положения вершины инструмента в системе координат станка и корректировать перемещение х67 с целью поддержания точности размера (звено хΔ на рис. 6.1), достигнутой при первичной наладке. По результатам измерения фактических координат вершины режущего элемента сменяемого резцового блока в управляющую программу автоматически вводится соответствующая коррекция.
После каждой операции перехода автоматически измеряются координаті вершины инструмента с помощью датчиков касания. Средствами измерения являются двух- или трёхкоординатные измерительные головки, которые входят в инструментальные системы станков с ЧПУ многих фирм.
На фрезерных станках с ЧПУ точность замыкающего звена (zΔ на рис. 6.12) достигают в результате применения на станке электроконтактного базирующего преобразователя, неподвижно установленного в требуемом положении на заданном расстоянии относительно базы станка. Преобразователь позволяет устанавливать вершину инструмента в положение, полученное при первичной наладке станка.
Метод размерной настройки инструмента может быть реализован, например, схемой, показанной на рис. 6.19.
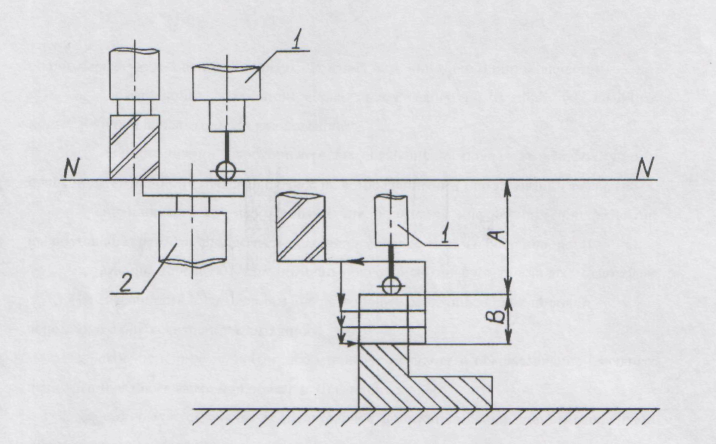
Рисунок 6.19 – Метод размерной настройки инструмента с помощью
электроконтактного базирующего преобразователя
Перед началом обработки в рабочем органе станка устанавливают щуп 1 и перемещают по программе до взаимодействия с базирующим упором 2. При взаимодействии щупа с упором срабатывает измерительный элемент щупа, после чего щуп перемещается в направлении базовой поверхности заготовки, при взаимодействии с которой измерительный элемент срабатывает повторно. В интервале между срабатыванием автоматически измеряется расстояния А от воспринимаемой поверхности N–N до базовой поверхности заготовки.
Затем в шпиндель устанавливают режущий инструмент, который повторяет движения щупа. В момент касания с упором 2 начинает действовать программа механической обработки. Арифметические операции с числами А и В осуществляются автоматически перед началом подвода инструмента к обработываемой поверхности.
Погрешность обработки при рассмотренном методе достижения точности замыкающего звена zΔ (см. рис. 6.12) находится в пределах 0,02‑0,03 мм.
Ленинградским ОКБС разработано автоматическое устройство, позволяющее осуществлять размерную настройку расточного инструмента непосредственно на станке с ЧПУ. В устройстве используются датчики касания с обратной связью, которые поставляются заказчику в качестве приставки к станку и управляются от ЧПУ типа CNC. Точность обработки IT7, а время настройки составляет 6–20 с.
Токарный модуль КТ141ПРН Средневолжского станкостроительного завода оснащают подсистемой автоматического управления точностью обработки и контроля за состоянием режущего инструмента. В подсистему управления входит устройство ЧПУ2У32-61 и два индикатора контакта модели БВ-4271.