

6.3.2. Метод размерной настройки инструмента вне станка
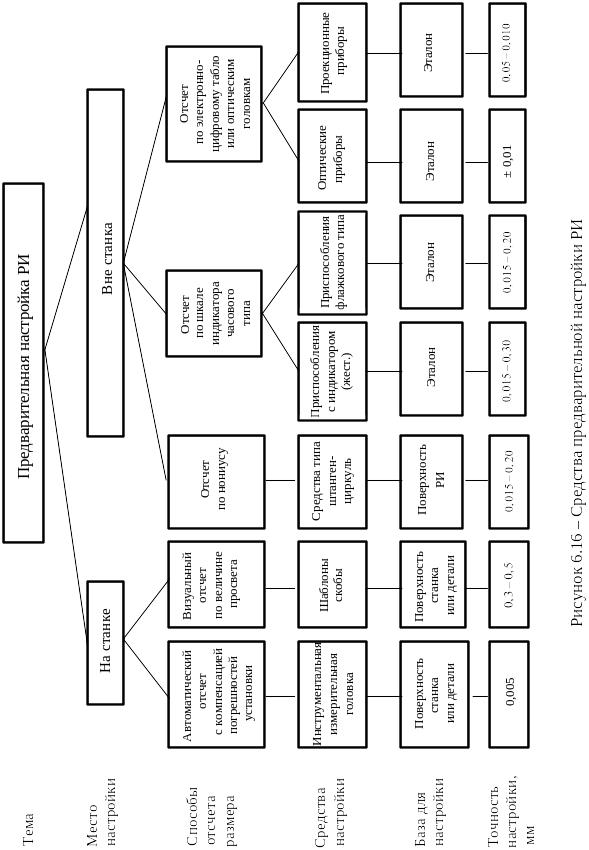
Размерная настройка инструмента может быть выполнена на станке или вне станка (рис. 6.16).
Настройка инструмента непосредственно на станке без средств ее автоматизации ведет к простою оборудования. Она требует наличия на станке привалочных баз и применяется в тех случаях, когда размерная настройка вне станка не обеспечивает требуемой точности обработки.
Размерная настройка инструмента вне станка рациональна при любом уровне автоматизации производства, имеет свои особенности в зависимости от типа производства, модели станка и т. п. Она позволяет совместить основное и вспомогательное время, а, следовательно, сокращает простои станка в связи с настройкой инструмента при его замене.
Система станков с ЧПУ основана на применении инструмента с заданным расположением режущих кромок в системе координат станка. Поэтому предварительная настройка инструмента обусловливает точность обработки и автоматическую смену инструментальных блоков.
Метод размерной настройки инструмента вне станка предполагает применение инструментальной оснастки или режущих инструментов с компенсаторами и средств для размерной настройки. От модели станка, точно-сти настройки, вида режущего инструмента зависит решение таких вопросов как способ отсчета размера, выбор средства и базы настройки (см. рис. 6.16).
Метод размерной настройки вне станка имеет ряд недостатков.
Во-первых, при настройке невозможно учесть погрешности расположения базовых поверхностей револьверной головки относительно нулевой точки, особенно при больших диаметрах револьверной головки.
Во-вторых, размерная настройка инструмента перед его установкой в гнезде инструментального магазина не может устранить погрешности базирования и закрепления инструментального блока на станке при многократном использовании инструмента.
В-третьих, метод требует специальных приспособлений или дорогостоящих приборов, производственных площадей и времени для ручной размерной настройки.
Точность замыкающих звеньев хΔ и zΔ в технологической размерной цепи (см. рис. 6.1) можно достигать за счет предварительной настройки вне станка резца вставки (звенья x36 и z38) или инструментального блока (звенья x26 и z28).
Бесподналадочные призматические резцы общего назначения (проходные, расточные, подрезные, отрезные) имеют регулирование по одной или двум координатам. Например, резцы, резцовые вставки для обтачивания и растачивания на проход имеют один регулировочный размер и, следовательно, наладку только по диаметру. Резцы, резцовые вставки для обтачивания и растачивания в упор, кроме наладки по диаметру, имеют компенсатор по координате z (рис. 6.17).
Размер lΔ настраивают в приспособлении вне станка. В размерной цепи l резца (см. рис. 6.14) lΔ является замыкающим звеном, а его точность достигается размерной настройкой с помощью подвижного компенсатора. От точности настройки размера lΔ зависит точность замыкающего звена хΔ в технологической размерной цепи станка (см. рис. 6.1).
На точность размера хΔ оказывает влияние положение вершины резца относительно оси вращения детали. Погрешность размера d в зависимости от смещения вершины резца можно рассчитать по формуле
 ,
(6.19)
,
(6.19)
где Δd – погрешность размера d (звено хΔ на рис. 6.1), мм; Δh – смещение вершины резца относительно оси детали, мм; dmax = d + es – наибольший предельный размер заготовки на анализируемом технологическом переходе.
Смещение вершины резца Δh зависит от погрешности звеньев с1, с2 и с3 в размерной цепи с (см. рис. 6.14), мм: с1 – толщина СМП; с2 –толщина подкладной пластины; с3 – размер державки.

Рисунок 6.17 – Резцовая вставка для наружного обтачивания
В расчетах погрешности замыкающего звена сΔ в размерной цепи с следует учитывать угол γд наклона опорной поверхности гнезда державки.
Допуск замыкающего звена сΔ равен сумме допусков составляющих звеньев с1, с2 и с3. При замене резца погрешность расположения вершины Δh будет большей, чем для случая замены СМП (размер с1). Следовательно, замена резца снижает точность обработки в большей мере, чем замена СМП.
Бесподналадочная замена инструментального блока в станочной технологической размерной цепи (см. рис. 6.1) предусматривает предварительную размерную его настройку вне станка (звено х26) на приборах типа мод. 2017, 2010 и др.
На рис. 6.18 приведена размерная цепь системы СПИД станка мод. 1П732МФ305.
а

б
Рисунок 6.18 – Операционные эскизы для размерной настройки инструментальных блоков вне станка при обработке гайки крюка
Положение базовой точки 0ИБ инструментального блока в системе координат станка зависит от параметров x0 и z0. Расположение вершины резца в системе инструментального блока задано координатами x3 и z3, которые обеспечивает наладчик в процессе размерной настройки инструментальных блоков вне станка на специальных приборах.
Между координатами x0 и z0, размерами x3 и z3 (см. рис. 6.18) инструментального блока и размерами детали на конкретном технологическом переходе имеется следующая зависимость:
хпер
=
![]() ;
(6.20)
;
(6.20)
zпер
=
![]() ,
(6.21)
,
(6.21)
где хпер и zпep – величина программного перемещения инструмента по координатам х и z соответственно; d1 и l2 – размеры детали (наладочные размеры) на данном технологическом переходе; x3 и z3 – размеры для настройки инструментального блока вне станка.
При настройке инструментальных блоков по каждой позиции револьверной головки наладчик руководствуется операционными эскизами, подготовленными технологом (см. рис. 6.18 б).
Координаты x1 и z1, х2 и z2, x3 и z3 и т. д. положения режущих кромок инструмента являются для наладчика входными данными при настройке инструментальных блоков на приборе. Значения этих координат определяет технолог при разработке технологического процесса изготовления детали, составлении управляющих программ и анализе технологической размерной цепи (см. рис. 6.18 а).
Точность регулирования размеров x1, z1 и др. зависит от требований к точности замыкающих звеньев хΔ и zΔ размерной цепи (см. рис. 6.1); (диаметры и длины поверхностей на технологических переходах – на рис. 6.18 б).