

6.1.2. Замыкающее звено при наружной обточке и расточке
Действительный размер детали зависит от совокупности погрешностей механической обработки, которые носят случайный или систематический характер. При обработке партии деталей на отлаженном оборудовании и при заданном настроечном размере имеет место рассеяние размеров, как правило, по нормальному закону, и смещение кривой рассеяния по мере износа.
Если изобразить графически (рис. 6.2) различные действительные размеры d1, d2, d3, ... , dn деталей в порядке их обработки при условии стабилизации технологической системы СПИД, можно констатировать, что изменения диаметров находятся в определенной зоне ABCD. Эту зону называют зоной распределения погрешностей.
Общее рассеяние размеров D является суммой двух видов погрешностей: R – случайное рассеяние; [u] – систематическое рассеяние.
Диапазон рассеяния R зависит от проявления случайных погрешностей элементов технологической системы.
Изменение [u] действительного размера за определенный промежуток времени может быть определено по формуле
[u] = u + y, (6.1)
где u – изменение положения режущей кромки, вызванное размерным износом инструмента, мм; y – изменение положения режущей кромки, вызванное отжимом инструмента под действием силы резания, мм.
Величина Δu может быть рассчитана по формуле
Δu
= h3tg
![]() , (6.2)
, (6.2)
где h3 – износ по задней поверхности инструмента, мм; – задний угол инструмента.
При [u] = (0,300,35)Td возможно создание на станках адаптивных систем с автоматической подналадкой инструмента. Величина [u]* характеризует размерную стойкость инструмента, допускаемую точностью обрабатываемых деталей.
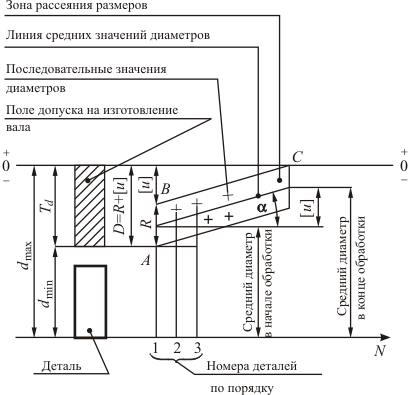
Рисунок 6.2 – Зона АВСD распределения погрешностей механической обработки
Систематическая погрешность [38] может быть выражена линейной зависимостью
[u] = аN, (6.3)
где а = tg – коэффициент наклона прямой средних значений величин действительных размеров деталей; N – количество деталей.
Случайное рассеяние размеров R в зависит от множества явлений, сопутствующих процессу обработки:
отклонения последовательных положений деталей при их установке;
деформация детали в зажимном приспособлении;
изменение жёсткости приспособления;
качество упора при резании и перемещении инструмента на длине перехода;
деформации детали при механической обработке в зависимости от действия силы резания;
стабильность припуска и свойств материала и др.
Эксперименты показывают, что случайные погрешности имеют закон нормального распределения. Графическое распределение дисперсии приведено на рис. 6.3.
Основной характеристикой рассеяния случайной величины является дисперсия σ случайной величины.
Для выборочной партии деталей, обрабатываемых на отлаженном оборудовании при стабильных условиях резания, характеристикой случайной величины является выборочная дисперсия случайной величины. Она может быть рассчитана по формуле [38]:
 , (6.4)
, (6.4)
где хi и yi – координаты i-й детали; а = tg – коэффициент наклона прямой распределения; b – ордината; n – число деталей выборочной партии;
 (6.5)
(6.5)
Наиболее часто выборочную дисперсию рассчитывают по формуле
 (6.6)
(6.6)
где х – среднее арифметическое значение отклонений действительного размера деталей:
 (6.7)
(6.7)
где m1, 2, 3…– число деталей, x1, 2, 3… – отклонения размера этих деталей.
По результатам измерений действительных отклонений (размеров) выборочной партии деталей можно определить наладочный размер как замыкающее звено xΔ технологической размерной цепи (см. рис. 6.1).
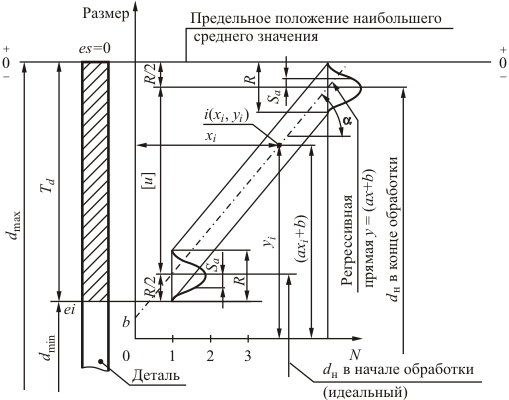
Рисунок 6.3 – Графическое изображение распределения случайной
и систематической погрешностей
Ниже рассмотрен пример математической обработки результатов измерения выборочной партии деталей, обрабатываемых на налаженном оборудовании по схеме базирования, приведенной на рис. 6.4.
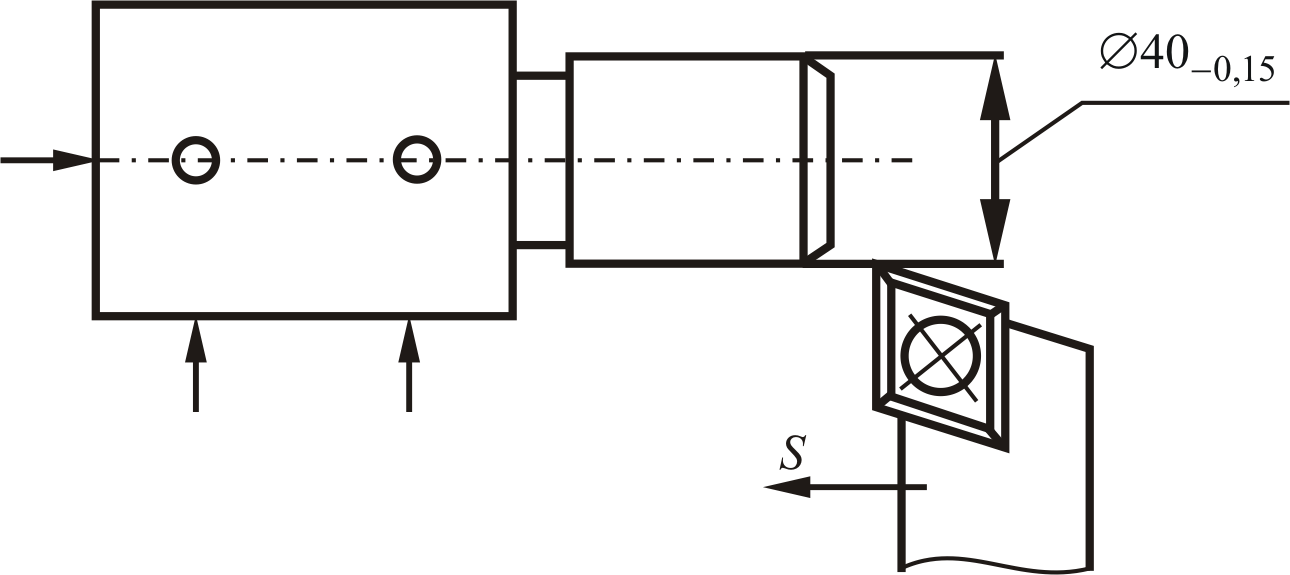
Рисунок 6.4 – Схема обработки деталей на размер Ø40–0,15:
Td = 0,15 мм; d = 40 мм
Контроль деталей осуществляется относительным методом измерения с помощью индикатора, настроенного на размер dэ = 39,850 мм. Результаты измерения приведены в табл. 6.1. В этом случае действительный размер любой детали равен dэ + yi , например, первой детали – d1 = dэ + y1 = 39,858 мм.
Таблица 6.1 – Значения действительных отклонений размеров партии деталей, мкм
X |
Y |
X |
Y |
X |
Y |
X |
Y |
X |
Y |
1 |
8 |
11 |
20 |
21 |
18 |
31 |
23 |
41 |
26 |
2 |
13 |
12 |
13 |
22 |
16 |
32 |
25 |
42 |
32 |
3 |
20 |
13 |
15 |
23 |
20 |
33 |
19 |
43 |
31 |
4 |
6 |
14 |
18 |
24 |
23 |
34 |
30 |
44 |
24 |
5 |
12 |
15 |
19 |
25 |
21 |
35 |
22 |
45 |
36 |
6 |
18 |
16 |
19 |
26 |
25 |
36 |
25 |
46 |
32 |
7 |
15 |
17 |
20 |
27 |
22 |
37 |
29 |
47 |
28 |
8 |
8 |
18 |
22 |
28 |
29 |
38 |
25 |
48 |
33 |
9 |
11 |
19 |
25 |
29 |
23 |
39 |
37 |
49 |
39 |
10 |
15 |
20 |
22 |
30 |
29 |
40 |
28 |
50 |
36 |
Результаты математической обработки можно представить в виде рис. 6.5.
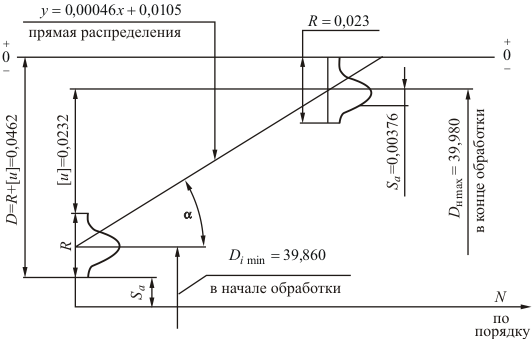
Рисунок 6.5 – Графическое изображение распределения случайной
и систематической погрешностей для партии деталей с действительными
отклонениями, приведенными в табл. 6.1
В случае предварительной настройки инструмента вне станка в расчете диаметров dн и Dн учитывают допуск Тн настройки (рис. 6.6):
при обработке вала
![]() (6.8)
(6.8)
при обработке отверстия
![]() ,
(6.9)
,
(6.9)
где
dmin
и Dmax
– расчётные
размеры вала и отверстия соответственно;
![]() – среднее арифметическое отклонение
погрешностей; Тн
– допуск на настройку инструмента.
– среднее арифметическое отклонение
погрешностей; Тн
– допуск на настройку инструмента.
Допуск на настройку инструмента ограничивает погрешность наладки и установки инструмента:
![]() , (6.10)
, (6.10)
где Δн – погрешность настройки, зависящая от способа настройки, места настройки, технических характеристик средств настройки и опыта наладчика; Δу – погрешность установки инструмента, зависящая от точности базирования инструмента и привалочных баз на приборе, приспособлении и на станке.
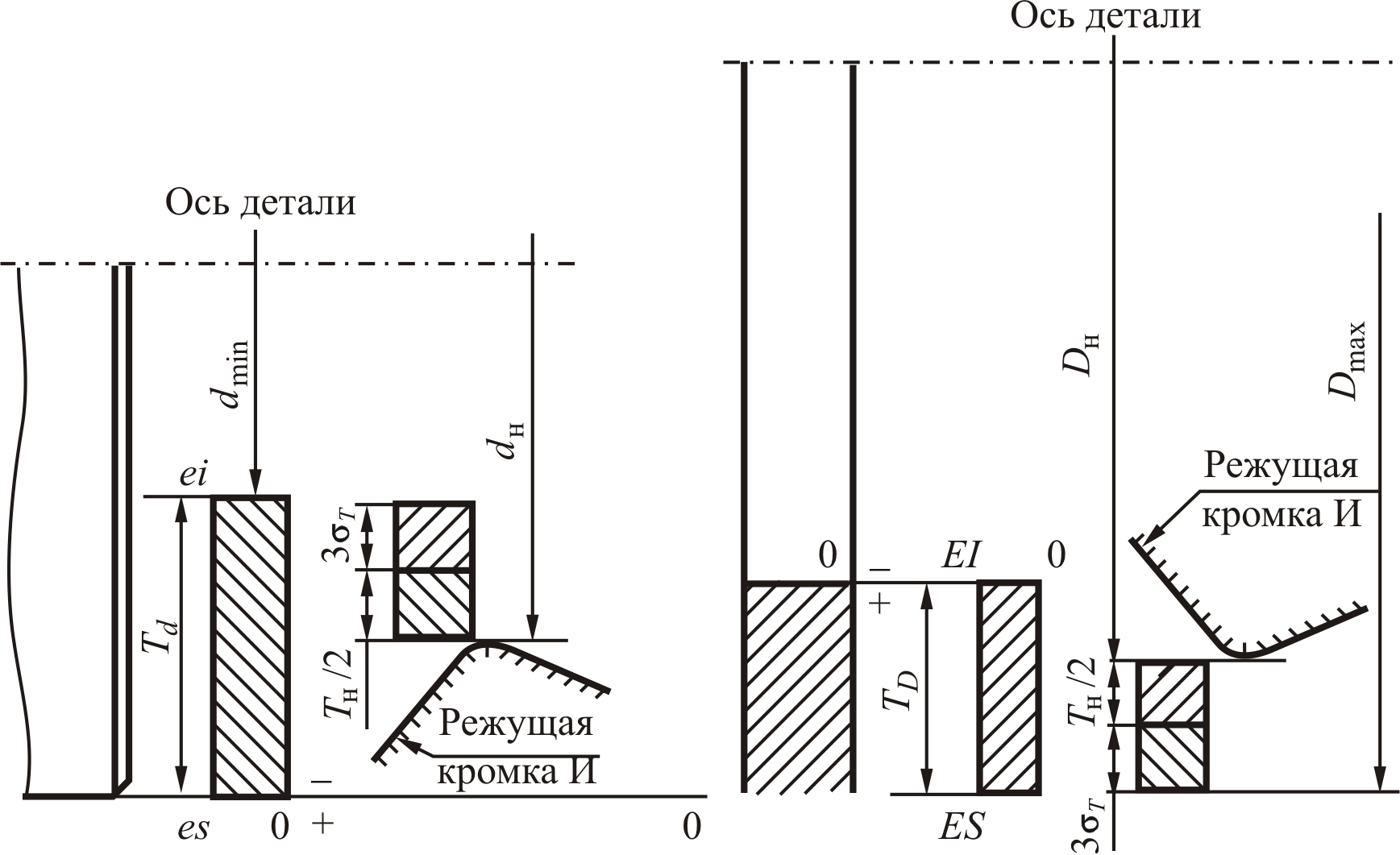
а б
Рисунок 6.6 – Схема расположения полей допусков на изготовление детали
и настройку инструмента: а – при наружном точении;
б – при растачивании
Погрешности Δн и Δу можно ограничивать на стадии проектирования наладок:
Δн = 0,005...0,10 мм – повышенные требования точности настройки;
Δн до 0,002 мм – нормальные требования к точности настройки;
Δу = 0,01 мм – повышенные требования к точности установки инструмента;
Δу = 0,02 мм – нормальные требования к точности установки инструмента.
Величина среднего арифметического отклонения σ может быть также нормирована на стадии проектирования наладки:
σ ≤ 0,005 мм – отделочная обработка;
σ до 0,002 мм – чистовая обработка;
σ свыше 0,002 до 0,004 мм – получистовая обработка;
σ свыше 0,004 до 0,005 мм – черновая обработка.
При расчете наладочного размера учитывают погрешность измерения, которая должна составить примерно 10 % от допуска на размер.