

1 Измерительный инструмент; 2 деталь (в и с действительные поверхности детали)
Измерительная размерная цепь дает возможность планировать точность шкал на измерительных устройствах, в том числе и на нониусах, а также точность взаимного расположения основной шкалы и шкалы на нониусе.
В зависимости от формы и расположения в пространстве размерные цепи бывают:
• линейными, звеньями которых являются линейные размеры;
• угловыми, звеньями которых являются угловые размеры;
• плоскими, звенья которых расположены в одной или нескольких параллельных плоскостях;
• пространственными, звенья которых не параллельны и лежат в непараллельных плоскостях.
В зависимости от метода достижения точности при сборке размерная цепь может быть без компенсатора или с компенсатором. В первом случае требуемая точность замыкающего звена обеспечивается взаимозаменяемыми деталями, во втором – за счет регулирования точности компенсатором.
По характеру взаимной связи размерные цепи могут быть независимыми, когда все звенья входят лишь в одну размерную цепь, и зависимыми, когда одно или несколько звеньев входят в две или более размерные цепи.
Для удобства анализа размерные цепи изображают в виде схем (рис. 1.3).


Рисунок 1.3 – Схема размерной цепи устройства, представленного на рис. 1.1 а
Размеры, образующие размерную цепь, называются ее звеньями, которые делятся на составляющие и одно замыкающее.
Составляющими называются такие звенья, изменение которых вызывает изменение величины замыкающего звена. Составляющие звенья обозначают заглавными буквами русского, латинского или строчными буквами греческого алфавитов с индексом в виде порядкового номера составляющего звена, например А1, А2, А3, … , Аm+n ; В1, В2, В3, … , Вm+n и т. д. (m + n – число составляющих звеньев размерной цепи).
Составляющие звенья делятся на увеличивающие и уменьшающие в зависимости от их действия на замыкающее звено. Чтобы выявить характер составляющего звена, его следует увеличивать и наблюдать при этом, что происходит с замыкающим звеном. Если с увеличением составляющего звена замыкающее звено увеличивается, то его называют увеличивающим, если наоборот, т.е. оно вызывает уменьшение замыкающего звена, то составляющее звено называют уменьшающим.
Для определения характера составляющего звена в линейных размерных цепях применяют также следующий простой прием. Все составляющие звенья размерной цепи, находящиеся на схеме в одной группе (одной ветви) с замыкающим звеном, относят к уменьшающим, а все остальные звенья – к увеличивающим.
В примере (см. рис. 1.3) составляющие звенья А1, А2, А3, А4 и А5 являются уменьшающими, так как с их увеличением размер АΔ уменьшается. Размер А6 – увеличивающее звено, так как с его увеличением увеличивается и замыкающее звено.
Составляющие звенья на схемах условно обозначают стрелками над символом звена: → – для увеличивающих звеньев; ← – для уменьшающих звеньев.
Замыкающие звенья обозначают теми же буквами, что и составляющие звенья, но вместо номера пишут индекс Δ, например, АΔ , ВΔ и т. д.
Номинальный размер замыкающего звена при сборке, как правило, равен нулю. Допуск замыкающего звена в любом случае задают с помощью двух предельных отклонений, например,
![]() ,
,
где АΔ = 0 – номинальный размер замыкающего звена при сборке; esΔ и еiΔ – предельные отклонения.
Допуск ТΔ и координата середины поля допуска замыкающего звена рассчитываются по известным формулам:
ТΔ = esΔ – еiΔ, (1.1)
![]() =
0,5(esΔ
+ еiΔ).
(1.2)
=
0,5(esΔ
+ еiΔ).
(1.2)
Замыкающим звеном сборочной размерной цепи может быть зазор (натяг) или линейный размер между поверхностями или осями двух деталей, или угловой размер, определяющий относительное положение поверхности или оси одной детали относительно поверхности или оси другой детали, например, несовпадение центров передней и задней бабки токарного станка, отклонение от параллельности осей центров передней и задней бабки и т. д.
Замыкающее звено считают также исходным. Исходным звеном размерной цепи называется такое замыкающее звено, которое определяет функционирование изделия с заданной точностью и надежностью. Исходное звено осуществляет постановку задачи проектирования, в том числе при обработке, сборке и измерениях.
В сборочных размерных цепях различают также компенсирующее звено – это одно из составляющих звеньев, изменением которого достигается требуемая точность замыкающего звена при сборке или настройке.
Сопряжения (рис. 1.4) типа «вал–отверстие» или «паз–выступ» образуют зазоры, за счет которых происходит относительное смещение деталей. В качестве составляющих звеньев в размерные цепи включаются смещения осей симметрии сопряженных деталей. Условно эти смещения называют звеньями-зазорами.
Звенья размерной цепи можно разделить на виды:
звенья – линейные размеры (см. рис. 1.1);
звенья – угловые размеры (рис. 1.17);
звенья – линейные зазоры (см. рис. 1.4 а);
звенья – угловые зазоры (см. рис. 1.4 б).
Отклонения размеров деталей, определяемые величиной и направлением, называются векторными ошибками. К векторным ошибкам относятся, например, радиальные биения поверхностей за счет эксцентриситета осей, биение торцевых поверхностей, некруглость и др.
Отклонения размеров деталей, полностью определяемые одной величиной, называются простыми или скалярными. К скалярным ошибкам относятся отклонения в линейных или угловых размерах (расстояние между поверхностями, осями, параллельность или перпендикулярность поверхностей, осей и т. п.)
В расчетах размерных цепей употребляется такое понятие, как корректирующее звено. Это – одно из составляющих звеньев размерной цепи, с помощью которого назначают стандартные допуски всех составляющих звеньев кроме корректирующего, не нарушая условий (1.3), (1.4), (1.16)–(1.19).
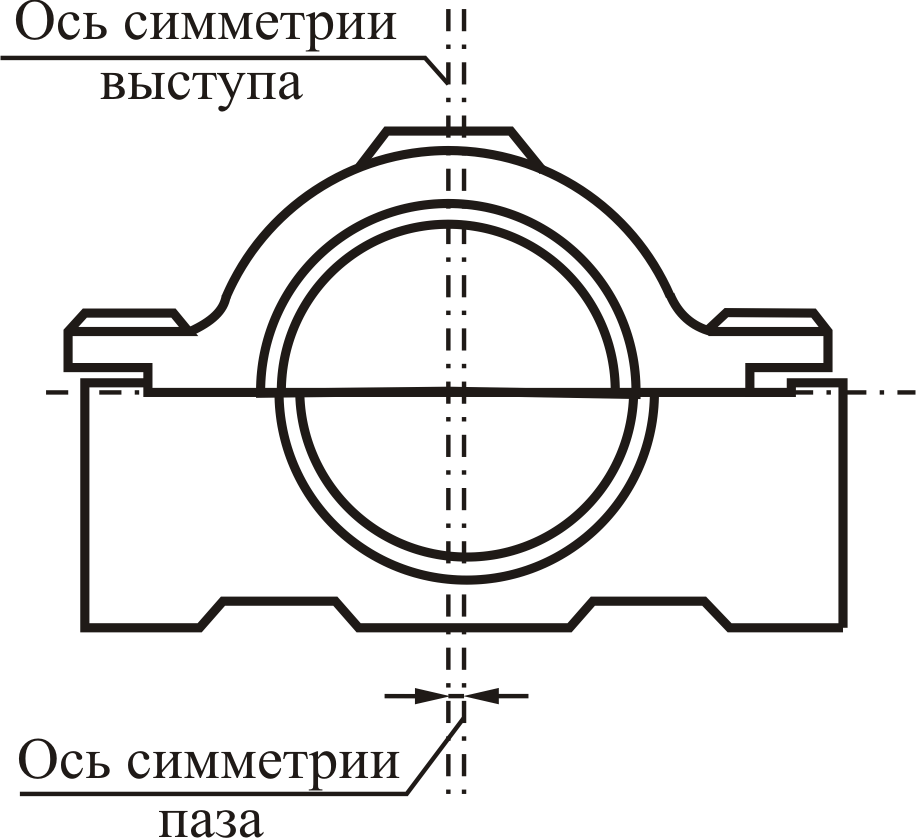
а
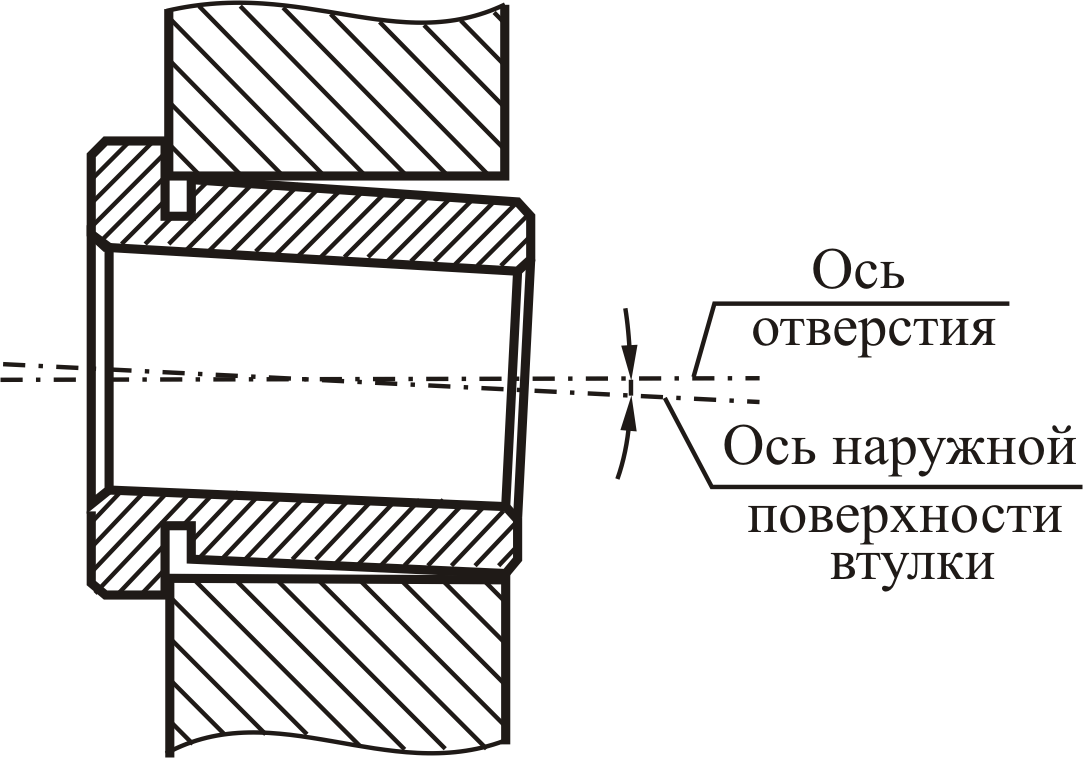
б
Рисунок 1.4 – Примеры сборочных единиц с различными по виду звеньями
размерной цепи: а звенья – линейные зазоры; б звенья – угловые зазоры