

Глава 6 размерные цепи станочной технологической системы
На современных полуавтоматах, автоматах, станках с программным управлением, особенно многооперационных станках и автоматических станочных комплексах задействованы одновременно десятки и даже сотни режущих инструментов. Наладка и подналадка их непосредственно на станке вызывает значительные простои оборудования, снижает производительность. Сокращения простоев оборудования, связанных с заменой, наладкой и подналадкой режущих инструментов, можно добиться путем повышения работоспособности режущих инструментов, размерной настройкой инструмента вне станка и внедрения подсистем контроля за состоянием инструмента в процессе резания.
Традиционное материальное, техническое и методическое обеспечение технологической подготовки производства практически неприемлемо для оборудования с ЧПУ.
Операции рабочего процесса программируются и выполняются автоматически. Поэтому необходимо заранее определить размеры приспособления и инструментальных блоков.
Автоматический цикл работы предъявляет особые требования к стабильности звеньев станочных размерных цепей.
На станках с ЧПУ производят обработку цилиндрических поверхностей с точностью до 6-го квалитета. Поэтому технологическая подготовка должна предусматривать размерный анализ станочных размерных цепей и настройку инструмента или инструментальных блоков на расчетные размеры вне станка с помощью специальных приборов. Приборы для предварительной настройки инструментальных блоков должны обеспечивать с высокой точностью контроль положения режущих кромок по одной или двум координатам станка и подготовить условия бесподналадочной замены инструмента.
6.1. Токарная технологическая система
6.1.1. Размерные цепи настройки токарного станка с чпу
Пример размерной цепи технологической системы токарного станка дан на рис. 6.1.
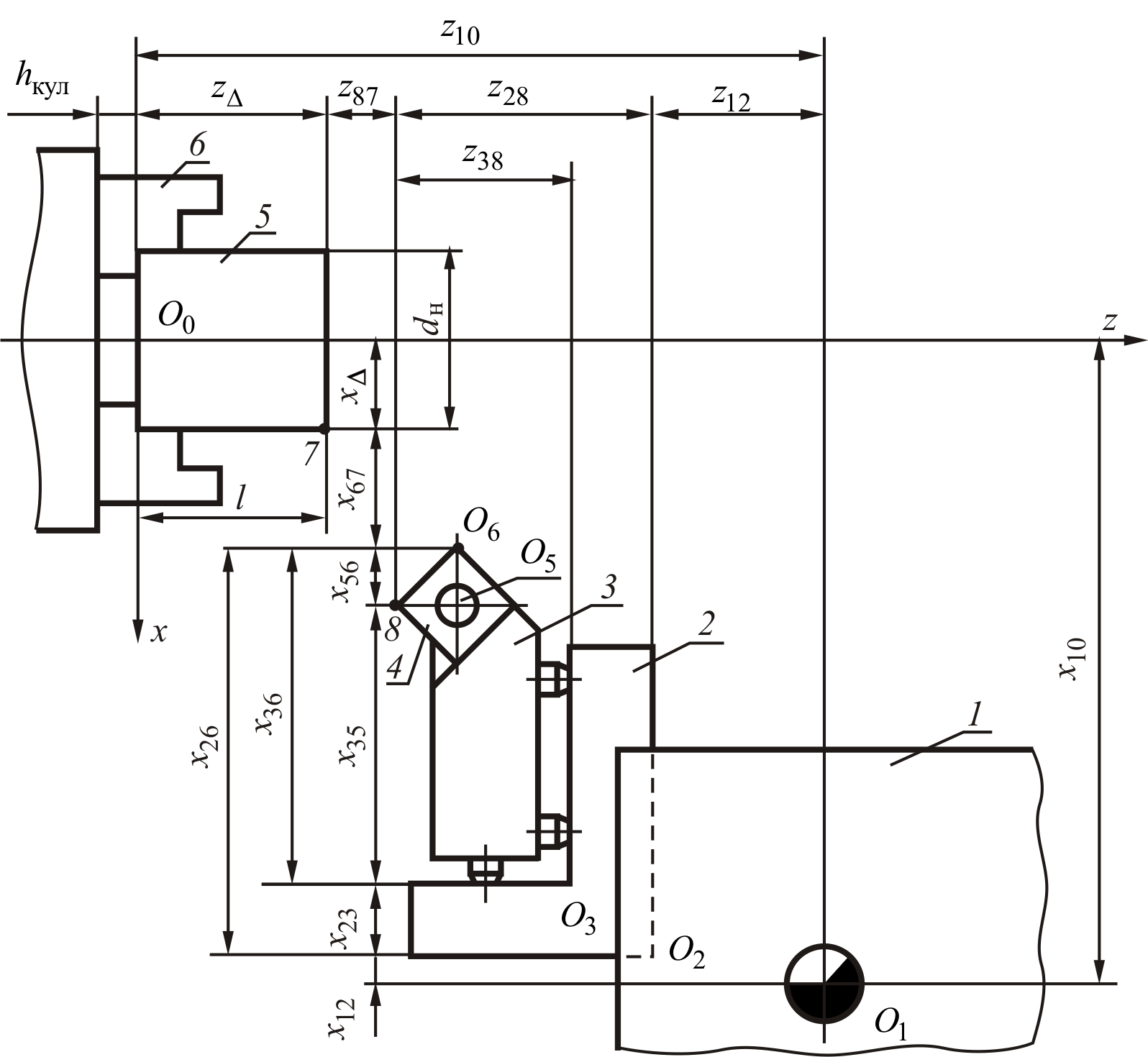
Рисунок 6.1 – Размерные цепи технологической системы токарного станка
При обработке детали (см. рис. 6.1) на токарном станке обеспечивается два размера обработанной поверхности: диаметр d и длина l.
Диаметр d (звено хΔ) и длина l (звено zΔ) являются замыкающими звеньями технологической системы токарного станка. Особенности формирования и расчет замыкающих звеньев технологических размерных цепей рассмотрен в п.п. 6.1.2 и 6.1.3.
Составляющие звенья размерных цепей (см. рис. 6.1) принадлежат различным элементам станочной технологической системы:
x10, z10 – координаты револьверной головки в системе ЧПУ станка (паспорт станка);
x12, z12 – координаты базовой поверхности револьверной головки в системе револьверной головки (паспорт станка);
x23 – расстояние между базовой и опорной поверхностями держателя инструментального блока (чертеж держателя);
x35 , x36 – размеры резца, настраиваемые вне станка;
x26 – настраиваемый размер инструментального блока;
x56 – размер сменной многогранной пластины (СМП) – расстояние от вершины резца до оси вращения CМП;
x67 – программное перемещение вершины резца в направлении, перпендикулярном оси вращения детали;
z28 – настраиваемый размер инструментального блока;
z78 – перемещение вершины резца в направлении, параллельном оси вращения детали;
xΔ, zΔ – замыкающие звенья размерных цепей.
При расчёте станочной технологической размерной цепи определяются величина программного перемещения инструмента по координатам х и z (х67, z87) и размеры для настройки инструмента или инструментального блока (x36, z28). Станочная технологическая система должна обеспечивать получение наладочных размеров (dн и zΔ), т. е. размеров, которые необходимо получить на переходе или операции.
В технической литературе рекомендуется рассчитывать координатные точки по средним значениям конструктивных и технологических размеров. Однако при таком подходе к расчету наладочного размера не используется всё поле допуска на изготовление детали, что приводит к необходимости более частых подналадок и, в конечном счете, к дополнительным потерям времени. При этом не учитываются геометрические погрешности системы СПИД.
Более рентабельное использование поля допуска происходит при расчете программы по наладочному размеру (замыкающее звено размерной цепи), в котором учитываются погрешности обработки, наладки и измерения.