

5.3.3. Пример расчета размерных цепей вала колеса
Размеры
деталей, входящих в узел вала колеса,
образуют две параллельно связанных
размерных цепи Б и И (рис. 5.14). Общими
звеньями этих размерных цепей
являются составляющие звенья:
![]() .
.
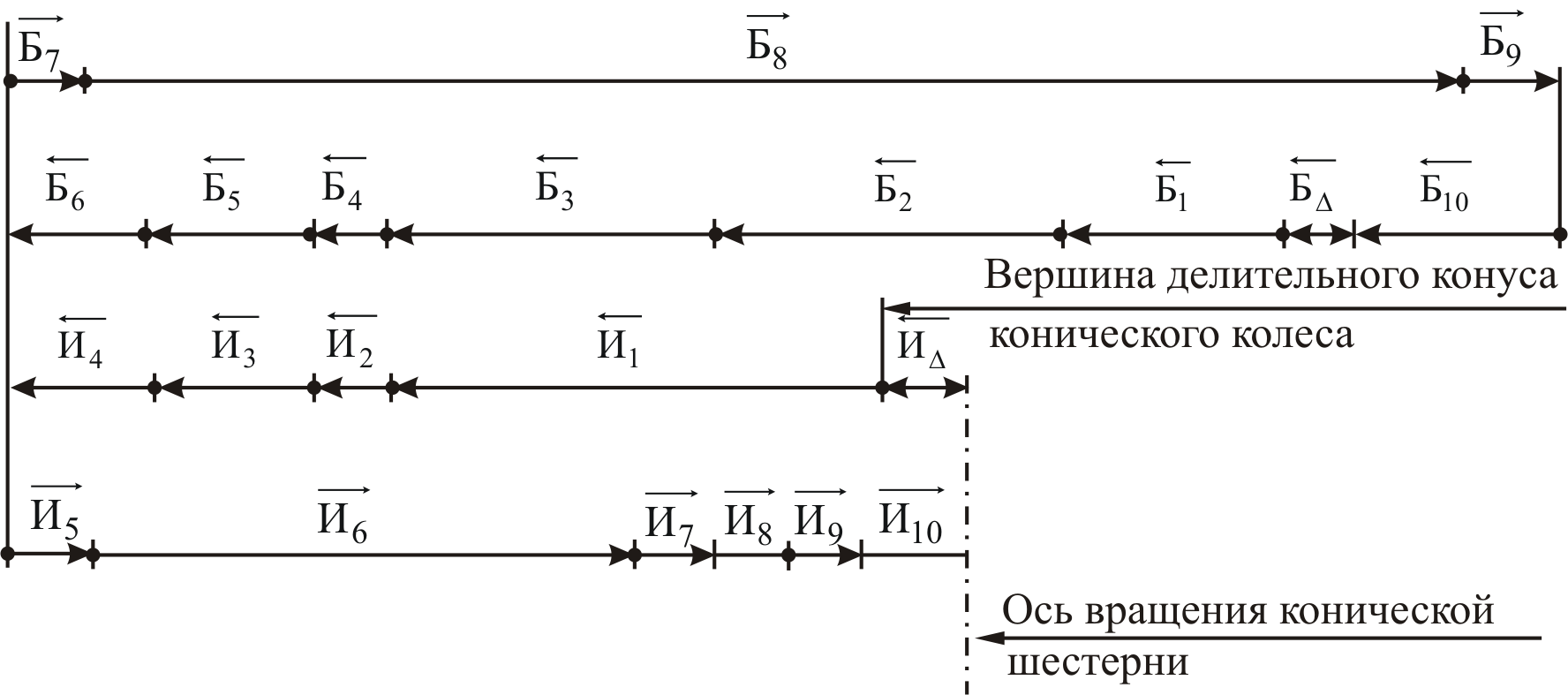
Рисунок 5.14 – Параллельно связанные размерные цепи вала конической
шестерни
одноступенчатого конического редуктора:
Б –размерная
цепь размеров
![]() ,
влияющих на зазор
,
влияющих на зазор
![]() Б
между
торцами крышки и наружного кольца;
И
– размерная цепь
размеров
Б
между
торцами крышки и наружного кольца;
И
– размерная цепь
размеров
![]() ,
влияющих на совпадение
,
влияющих на совпадение
![]() вершины
делительного
конуса
с осью вращения вала шестерни
вершины
делительного
конуса
с осью вращения вала шестерни
При механической обработке и сборке деталей узла вала колеса необходимо решить две задачи:
Обеспечить совпадение вершины делительного конуса конического колеса с осью вращения вала шестерни в пределах ± fAM по ГОСТ 1758-81.
Обеспечить игру в подшипниках опоры вала конического колеса в пределах
 .
.
Метод сборки: регулирование точности замыкающих звеньев неподвижными компенсаторами.
Тип компенсатора: учитывая пределы изменения замыкающих звеньев, назначим следующие типы компенсаторов:
для регулирования величины ±fАМ выбираем набор прокладок разной толщины;
для регулирования осевой игры также выбираем набор прокладок разной толщины.
Метод расчета: теоретико-вероятностный.
Входные данные.
1. Чертеж редуктора (см. рис. 5.9).
2. Схемы сборочных размерных цепей (см. рис. 5.14).
3.
Номинальные размеры составляющих
звеньев
![]() и
и
![]() (табл. 5.5 и 5.6).
(табл. 5.5 и 5.6).
4. Точность конической зубчатой передачи: 8-В ГОСТ 1758-81.
5. Тип
роликовых конических однорядных
подшипников – 7613 класса точности
– 0. Монтажная высота подшипника Т
= 51,75±0,25 и ширина внутреннего
колеса
![]() по ГОСТ 333-71, ГОСТ 520-71.
по ГОСТ 333-71, ГОСТ 520-71.
6. Номинальные размеры и предельные отклонения замыкающих звеньев.
К
задаче № 1
(размерная
цепь И): отклонение вершины делительного
конуса колеса относительно оси вращения
шестерни
![]() – допуск, мм (табл. П1.9);
– допуск, мм (табл. П1.9);
![]() .
.![]()
![]()
![]() .
.
К
задаче № 2
(размерная цепь Б): осевая игра в коническом
роликоподшипнике
![]() (табл. П1.16):
(табл. П1.16):
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Для удобства расчета осевой зазор С рассматриваем как расстояние между торцом наружного кольца подшипника и торцом фланца крышки.
7.
Радиальный зазор в радиальном однорядном
шариковом подшипнике
![]() (табл. П1.16).
(табл. П1.16).
Последовательность
решения параллельно связанных размерных
цепей И и
Б зависит от последовательности сборки
узла и регулирования замыкающих звеньев
и
![]() .
Вначале
регулируют совпадение вершины делительного
конуса
с осью вращения конической шестерни
,
а затем – зазор между торцевыми
поверхностями наружного кольца и крышки
.
В
этой же последовательности
решаются размерные цепи И и Б.
.
Вначале
регулируют совпадение вершины делительного
конуса
с осью вращения конической шестерни
,
а затем – зазор между торцевыми
поверхностями наружного кольца и крышки
.
В
этой же последовательности
решаются размерные цепи И и Б.
Коэффициенты
![]() и
выбираем по табл. П1.6.
и
выбираем по табл. П1.6.
Расчет размерной цепи И.
Размерная цепь И состоит из следующих звеньев:
– замыкающее звено, равное 0 ± 0,20 (входные данные);
![]() = 90
мм (см. рис. 5.9) – размер конического
колеса от базового торца до
вершины делительного конуса;
= 90
мм (см. рис. 5.9) – размер конического
колеса от базового торца до
вершины делительного конуса;
![]() = 90
мм (см. рис. 5.9) – высота дистанционного
кольца;
= 90
мм (см. рис. 5.9) – высота дистанционного
кольца;
И3 = 51,75±0,25 – монтажная высота подшипника по ГОСТ 333-71;
![]() = 15
мм (см. рис. 5.9) – расстояние между
торцовыми поверхностями крышки;
= 15
мм (см. рис. 5.9) – расстояние между
торцовыми поверхностями крышки;
И5 = 0,75 мм – предварительно назначенная толщина набора прокладок для регулирования положения вершины делительного конуса конического колеса относительно оси вращения конической шестерни;
И6 = 166 мм (см. рис. 5.9) – расстояние в корпусе от торца прилива до оси отверстия под стакан опоры вала шестерни;
И7
– несоосность внутренней и наружной
цилиндрических поверхностей стакана,
принимается [7, с. 174] примерно равным
0,3![]() (табл. П1.11), т.е. равным 0±0,06 мм;
(табл. П1.11), т.е. равным 0±0,06 мм;
![]() – смещение
центра дорожки качения наружного кольца
левого подшипника вала шестерни принимаем
[7, с. 174] равным половине биения дорожки
качения (Ra
=
25 мкм, табл. П1.22), т.е. равным 0,013 мм;
– смещение
центра дорожки качения наружного кольца
левого подшипника вала шестерни принимаем
[7, с. 174] равным половине биения дорожки
качения (Ra
=
25 мкм, табл. П1.22), т.е. равным 0,013 мм;
И9 = 0,013 мм – то же для правого подшипника опоры вала шестерни;
И10
– радиальный зазор в шариковом однорядном
подшипнике –
![]() (табл. П1.14).
(табл. П1.14).
Назначим
расширенные допуски на составляющие
звенья
![]() и И6
по табл. 2.2:
и И6
по табл. 2.2:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Допуск на компенсатор И5 назначим из условия (2.15)
.
Предварительное число прокладок в наборе
 .
.
Округляем zп до 2, т. е. zп = 2.
В
качестве прокладки выберем стальную
ленту h
=
= 0,40 мм с допуском на изготовление
![]() = 0,04 мм (табл. П1.25).
= 0,04 мм (табл. П1.25).
Тогда
![]() мм.
мм.
Примем в расчетах симметричное расположение поля допуска компенсатора, мм:
И5
= 0,75![]() 0,04.
0,04.
Данные о составляющих звеньях запишем в виде табл. 5.5.
Рассчитаем по формуле (2.18) производственный допуск замыкающего звена, мм (при Р = 0,27 %):

![]() .
.
Определим по формуле (2.19) компенсацию, мм:
![]() .
.
По формуле (2.20) вычислим число прокладок z в наборе
Принимаем zп = 2.
Таблица 5.5 – Параметры звеньев размерной цепи И (см. рис. 5.14) регулирования точности совмещения вершины делительного конуса конического колеса с осью вращения конической шестерни
Размеры |
Характеристики размеров |
Коэффи- циенты |
||||||||
обозначение |
характер звена |
|
предварительные |
окончательные |
||||||
|
|
|
|
|
|
|
|
|||
|
– |
– |
0±0,20 |
0 |
0,40 |
0±0,20 |
0 |
0,40 |
0 |
0,33 |
И1 |
ум. |
–1 |
90±0,175 |
0 |
0,35 |
90±0,175 |
0 |
0,35 |
0 |
0,33 |
И2 |
ум. |
–1 |
|
–0,075 |
0,15 |
|
–0,542 |
0,15 |
0,1 |
0,33 |
И3 |
ум. |
–1 |
51,75±0,25 |
0 |
0,50 |
51±0,25 |
0 |
0,50 |
0 |
0,33 |
И4 |
ум. |
–1 |
15±0,09 |
0 |
0,18 |
15±0,09 |
0 |
0,18 |
0 |
0,33 |
И5 |
ув. |
–1 |
0,75±0,04 |
0 |
0,08 |
0,75±0,04 |
0 |
0,08 |
0 |
0,33 |
И6 |
ув. |
–1 |
|
–0,2 |
0,40 |
|
–0,2 |
0,40 |
0,1 |
0,33 |
И7 |
ув. |
+1 |
0±0,06 |
0 |
0,12 |
0±0,06 |
0 |
0,12 |
0 |
0,4 |
И8 |
ув. |
+1 |
|
+0,0065 |
0,013 |
|
+0,0065 |
0,013 |
–0,1 |
0,4 |
И9 |
ув. |
+1 |
|
+0,0065 |
0,013 |
|
+0,0065 |
0,013 |
–0,1 |
0,4 |
И10 |
ув. |
–1 |
|
+0,023 |
0,02 |
|
+0,023 |
0,02 |
0 |
0,4 |
Рассчитаем по формуле (2.17) среднее отклонение производственного поля допуска замыкающего звена, мм:



Определим по формуле (2.21) поправку корректирующего звена И2 (для увеличивающего компенсирующего звена), мм:
![]() .
.
Корректирующее звено И2 входит в число уменьшающих звеньев и его среднее скорректированное отклонение , мм, можно рассчитать по формуле (2.24) со знаком «минус»:
![]()
Тогда
![]() ;
;
![]()
Расчет размерной цепи Б.
Размерную цепь Б образуют следующие звенья:
![]() – замыкающее
звено (входные данные);
– замыкающее
звено (входные данные);
![]() – монтажная
высота подшипника (входные данные);
– монтажная
высота подшипника (входные данные);
![]() мм
(см. рис. 5.9) – расстояние между
торцовыми поверхностями вала
конического колеса;
мм
(см. рис. 5.9) – расстояние между
торцовыми поверхностями вала
конического колеса;
![]() мм
(см. рис. 5.9) – ширина ступицы конического
колеса;
мм
(см. рис. 5.9) – ширина ступицы конического
колеса;
![]()
![]()
![]()
![]()
![]() мм
(см. рис. 5.9) – расстояние между торцами
приливов корпуса редуктора;
мм
(см. рис. 5.9) – расстояние между торцами
приливов корпуса редуктора;
![]() – предварительно
принятая толщина набора прокладок
компенсатора
для регулирования точности замыкающего
звена
;
– предварительно
принятая толщина набора прокладок
компенсатора
для регулирования точности замыкающего
звена
;
![]() мм
(см. рис. 5.9) – расстояние между
торцовыми поверхностями крышки.
мм
(см. рис. 5.9) – расстояние между
торцовыми поверхностями крышки.
Назначаем
по табл. 2.2 рассчитанные поля
производственных допусков составляющих
звеньев
![]() и
и
![]() :
:
![]()
![]()
![]()
![]()
Допуск
на компенсатор принимаем из условия
![]() .
.
Тогда
![]()
Сведения о параметрах звеньев размерной цепи Б вносим в табл. 5.6.
В качестве первой, самой тонкой прокладки принимаем ленту стальную (табл. П1.25) толщиной h1 = 0,07 ± 0,005.
Определим по формуле (2.18) производственный допуск замыкающего звена, мм (при Р = 0,27 %):

![]() .
.
Определим величину компенсации, мм, по формуле (2.19)
![]() .
.
Определим по формуле (2.17) координату середины поля допуска замыкающего звена, мм:

 .
.
Таблица 5.6 – Параметры звеньев цепи Б (см. рис. 5.14) регулирование точности осевой игры в конических роликоподшипниках опоры вала колеса
Размеры |
Характеристики размеров |
Коэффи- циенты |
||||||||
обозначение |
характер звена |
|
предварительные |
окончательные |
||||||
|
|
|
|
|
|
|
|
|||
|
– |
– |
|
+0,015 |
0,07 |
|
+0,015 |
0,07 |
0 |
0,33 |
Б1 |
ум. |
–1 |
51,75 ± 0,25 |
0 |
0,50 |
51,75 ± 0,25 |
0 |
0,50 |
0 |
0,33 |
Б2 |
ум. |
–1 |
|
–0,175 |
0,35 |
|
–0,175 |
0,35 |
0,1 |
0,33 |
Б3 |
ум. |
–1 |
|
–0,15 |
0,30 |
|
–0,15 |
0,30 |
0,1 |
0,33 |
Б4 |
ум. |
–1 |
|
–0,540 |
0,15 |
|
–0,540 |
0,15 |
0,1 |
0,33 |
Б5 |
ум. |
+1 |
51,75 ± 0,25 |
0 |
0,50 |
51,75 ± 0,25 |
0 |
0,50 |
0 |
0,33 |
Б6 |
ум. |
+1 |
15 ± 0,09 |
0 |
0,18 |
15 ± 0,09 |
0 |
0,18 |
0 |
0,33 |
Б7 |
ув. |
+1 |
0,75 ± 0,04 |
0 |
0,08 |
0,75 ± 0,04 |
0 |
0,08 |
0 |
0,33 |
Б8 |
ув. |
+1 |
320 ± 0,285 |
0 |
0,57 |
320 ± 0,285 |
0 |
0,57 |
0 |
0,33 |
Б9 |
ув. |
+1 |
0,75 ± 0,035 |
0 |
0,07 |
0,75 ± 0,035 |
0 |
0,07 |
0 |
0,33 |
Б10 |
ум. |
+1 |
13 ± 0,09 |
0 |
0,18 |
|
–0,436 |
0,18 |
0 |
0,33 |
Определим по формуле (2.21) поправку , мм (компенсирующее звено является увеличивающим):
![]()
Тогда
![]()
![]()
Рассчитаем по формуле (2.34) наибольший размер заготовки неподвижного компенсатора, мм, который является увеличивающим составляющим звеном размерной цепи Б:
![]()
В соответствии с формулой (2.29) толщина, мм, последней, самой толстой прокладки должна быть:
![]()
Следовательно, в набор должны входить компенсаторные прокладки следующих толщин, мм (формула (2.30)): h1 = 0,07; h2 = 0,14; h3 = 0,28; h4 = 0,56.
При этом условие (2.31) выполняется: 0,07 + 0,14 + 0,28 + 0,56 = 1,05, т.е. 1,05 > 0,515.