

5.3. Размерные цепи конического одноступенчатого редуктора
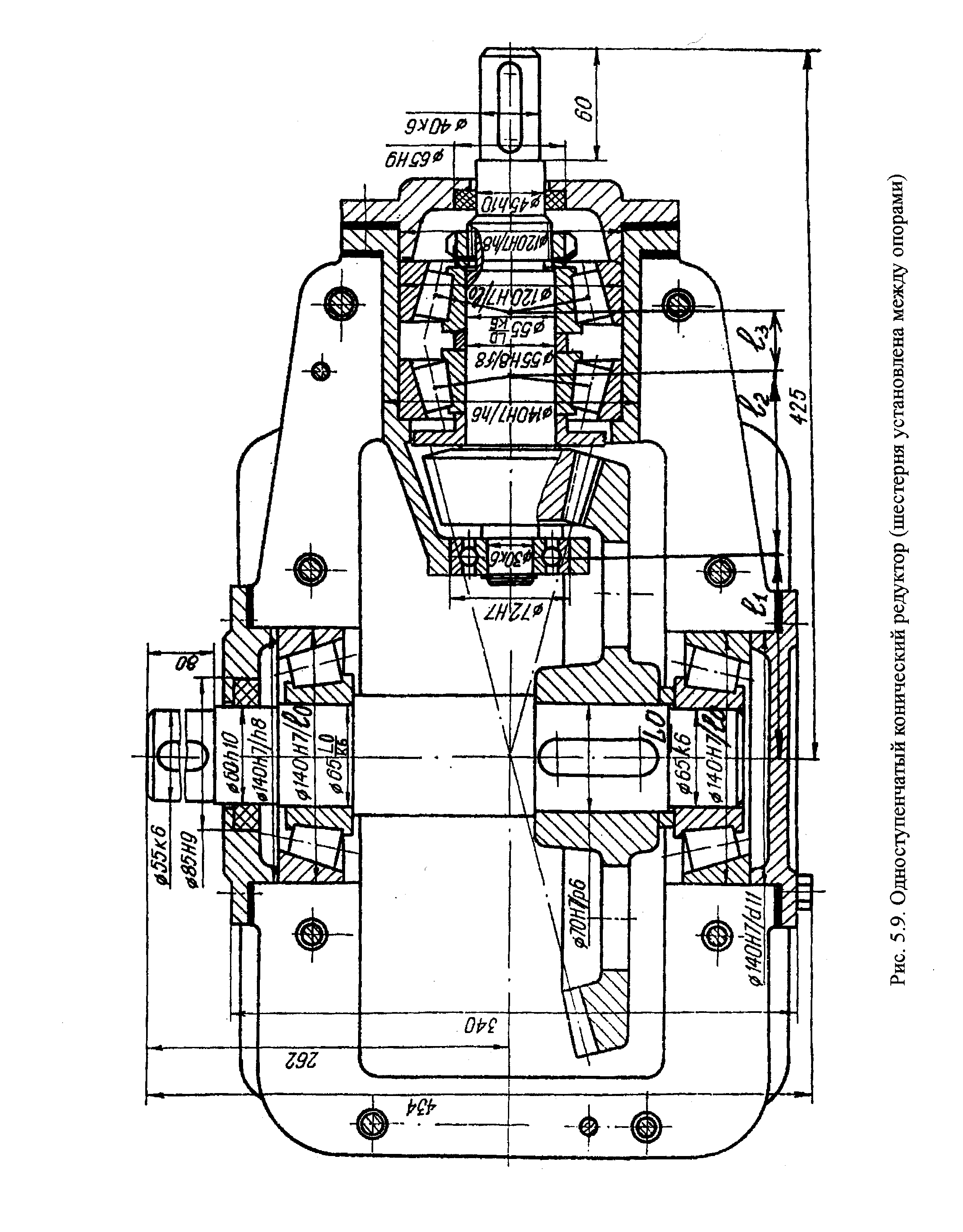
На рис. 5.9 изображена компоновка одноступенчатого конического редуктора.
Опорами в передаче являются конические роликоподшипники вала колеса, установленные непосредственно в отверстиях корпуса, вала шестерни, установленные «враспор» в отверстии стакана. Вал шестерни установлен на дополнительной опоре в стакане с помощью шарикоподшипника.
Крышки конических подшипников выполнены накладными. Регулировка подшипников и зацепления осуществляется изменением толщины прокладок между платиками корпуса и фланцем крышек. После сборки валы редуктора должны проворачиваться свободно, без стуков и заедания.

5.3.1. Решаемые задачи, исходные звенья и размерные цепи
Требования к точности конических зубчатых передач оговорены ГОСТ 1758-81 по следующим показателям.
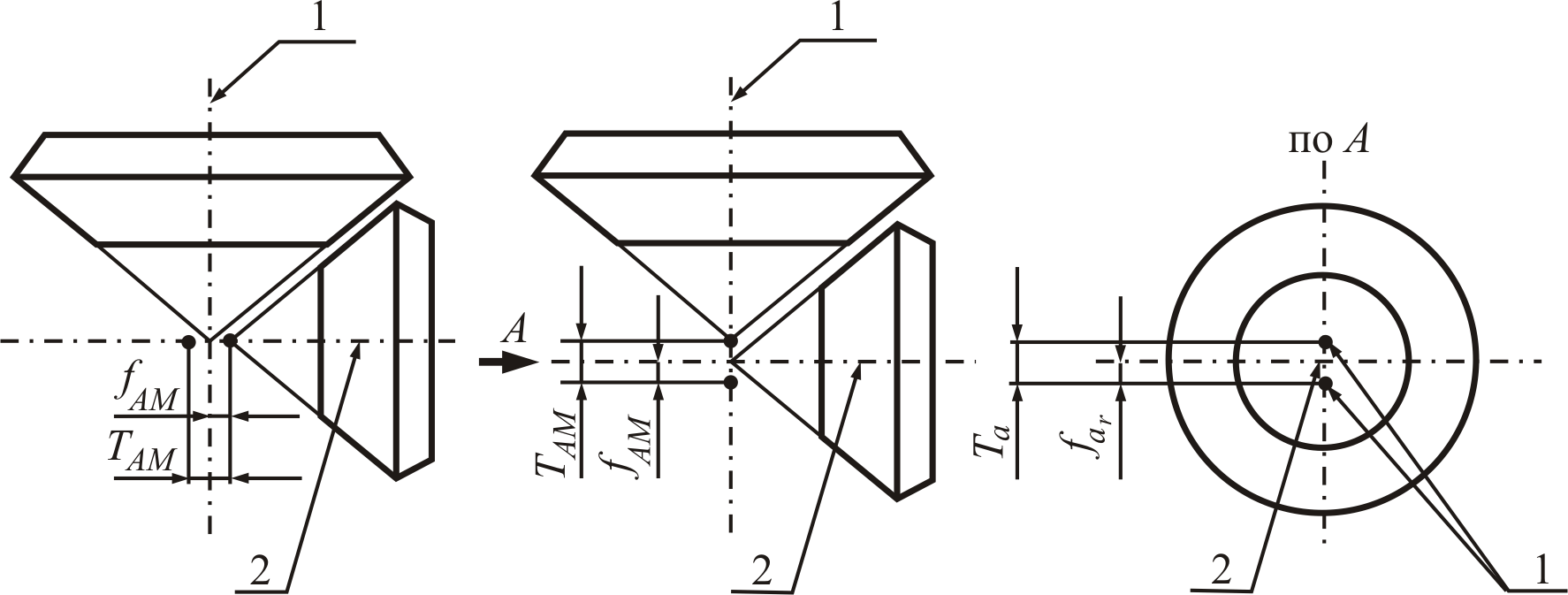
Совпадение вершины делительного конуса конической шестерни с осью вращения конического колеса (рис. 5.10 а).
Совпадение вершины делительного конуса конического колеса с осью вращения конической шестерни (рис. 5.10 б).
Угол между осями вращения конических колёс в передаче (рис. 5.11).
Расстояние между осями вращения конических колёс (рис. 5.10 в и 5.12).
а б в
Рисунок 5.10 – Несовпадение вершин делительных конусов и осей вращения конических зубчатых колёс при сборке: 1 – ось вращения колеса; 2 – ось вращения вала шестерни
Вершина
делительного конуса конической шестерни
может не совпадать с осью вращения
конического колеса (см. рис. 5.10 а).
Предельное осевое смещение
![]() устанавливает
стандарт ГОСТ 1758-81. Допуск на осевое
смещение равен
устанавливает
стандарт ГОСТ 1758-81. Допуск на осевое
смещение равен
![]() и выбирается из стандарта в зависимости
от степени точности по норме контакта,
среднего конусного расстояния Rm
и
нормального модуля mn.
и выбирается из стандарта в зависимости
от степени точности по норме контакта,
среднего конусного расстояния Rm
и
нормального модуля mn.
Среднее конусное расстояние Rm рассчитывают по формуле
 (5.11)
(5.11)
где
![]() и
и
![]() – число зубьев колеса и шестерни
соответственно; mn
–
нормальный модуль;
– число зубьев колеса и шестерни
соответственно; mn
–
нормальный модуль;
![]() – угол подъема винтовой линии в среднем
сечении.
– угол подъема винтовой линии в среднем
сечении.
Смещение
вершины делительного конуса колеса и
оси вращения шестерни (см.
рис. 5.10 б)
ограничивается предельным осевым
смещением
![]() с допуском 2
с допуском 2![]() Отклонение
выбирается по табл. П1.9 в зависимости
от степени точности
по норме контакта, среднего конусного
расстояния Rm
и нормального модуля
mn.
Отклонение
выбирается по табл. П1.9 в зависимости
от степени точности
по норме контакта, среднего конусного
расстояния Rm
и нормального модуля
mn.
Угол
между осями вращения конических колёс
в передаче ограничивается двумя
предельными отклонениями
![]() на длине конусного расстояния Rm.
Величина
выбирается в зависимости от вида
сопряжения, среднего конусного расстояния
Rm
и угла делительного конуса шестерни
на длине конусного расстояния Rm.
Величина
выбирается в зависимости от вида
сопряжения, среднего конусного расстояния
Rm
и угла делительного конуса шестерни
![]() в град. (табл. П1.10).
в град. (табл. П1.10).
Для расчётов удобнее применять условную длину L0:
 (5.12)
(5.12)
где
![]() –
расстояние между платиками.
–
расстояние между платиками.
Пределы
колебания расстояния между осями
вращения конических колёс ограничиваются
предельными отклонениями
![]() (табл. П1.11). Допуск на смещение
осей вращения валов
(табл. П1.11). Допуск на смещение
осей вращения валов
![]()
Размерная цепь погрешностей, влияющих на угол между осями вращения конических колёс , изображена на рис. 5.11.
Показатели
![]() приведены на рис. 5.12 и 5.13.
приведены на рис. 5.12 и 5.13.
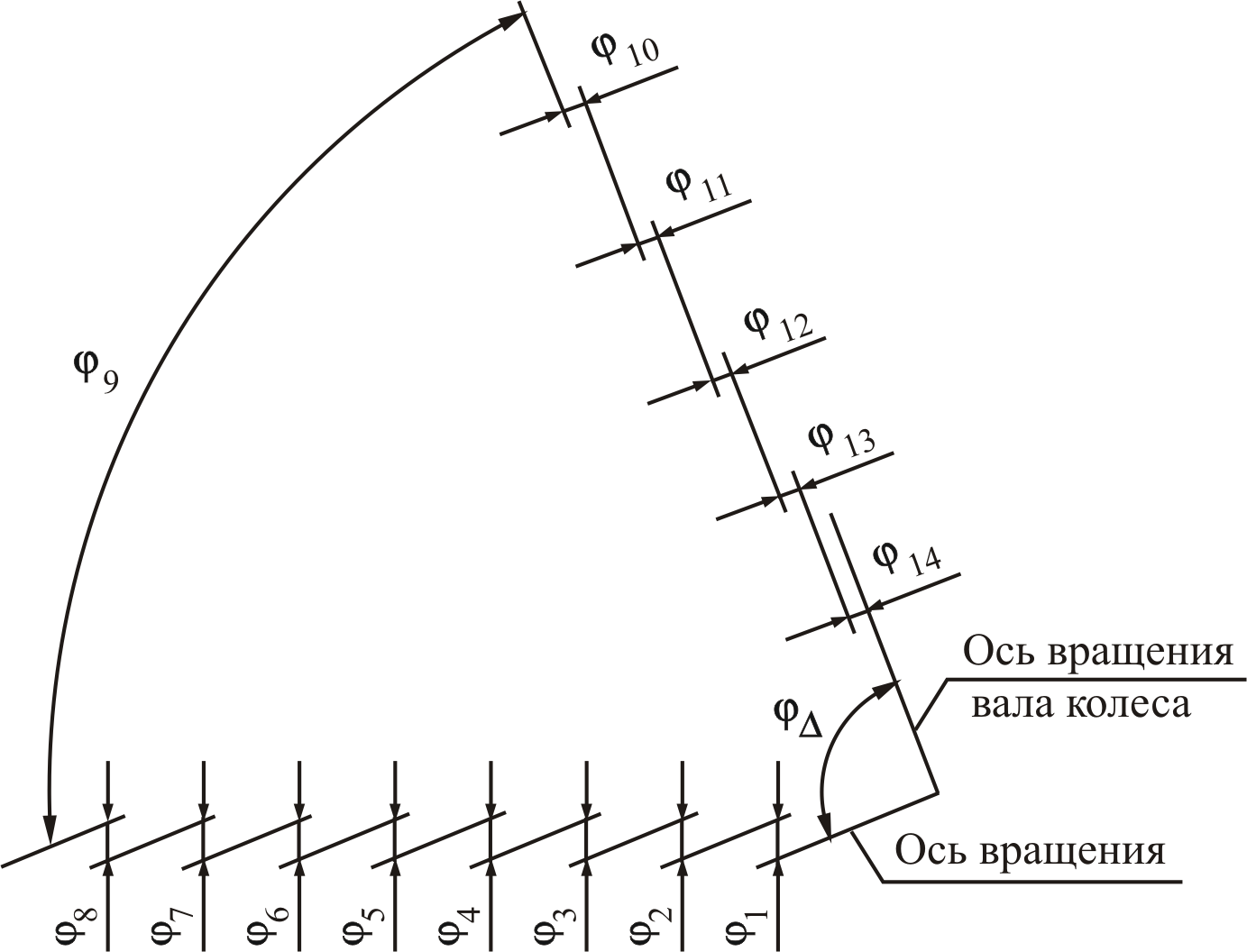
Рисунок 5.11 – Сборочная размерная цепь отклонений, влияющих на точность угла между осями вращения конических колес
В размерную цепь входят следующие составляющие размеры:
![]()
![]() – отклонение
от дорожек качения наружных колец
подшипников (левого
и правого – см. рис. 5.9) вала шестерни;
– отклонение
от дорожек качения наружных колец
подшипников (левого
и правого – см. рис. 5.9) вала шестерни;
![]()
![]() – зазоры
в сопряжении наружных колец правого и
левого подшипников
вала шестерни с отверстием стакана;
– зазоры
в сопряжении наружных колец правого и
левого подшипников
вала шестерни с отверстием стакана;
![]() – радиальный
зазор в подшипнике вала шестерни, не
нагруженном внешней
осевой силой;
– радиальный
зазор в подшипнике вала шестерни, не
нагруженном внешней
осевой силой;
![]() – отклонение
от параллельности оси наружного цилиндра
стакана с отверстием
корпуса;
– отклонение
от параллельности оси наружного цилиндра
стакана с отверстием
корпуса;
![]() – поворот
стакана в отверстии корпуса за счёт
конусности стакана и отверстия;
– поворот
стакана в отверстии корпуса за счёт
конусности стакана и отверстия;
– угол между осями отверстий конуса;
![]()
![]() – отклонение
от соосности наружных колец подшипников
вала колеса;
– отклонение
от соосности наружных колец подшипников
вала колеса;
![]()
![]() – зазоры
в сопряжении наружных колец левого и
правого подшипников
вала шестерни с отверстием стакана;
– зазоры
в сопряжении наружных колец левого и
правого подшипников
вала шестерни с отверстием стакана;
![]() – радиальный
зазор в подшипнике вала шестерни, не
нагруженном внешней
осевой силой.
– радиальный
зазор в подшипнике вала шестерни, не
нагруженном внешней
осевой силой.
Особенности
и пример расчета сборочной размерной
цепи
![]() даны в монографии [7].
даны в монографии [7].
Схема
сборочной размерной цепи Т
с замыкающим звеном
![]() представлена на рис. 5.12.
представлена на рис. 5.12.
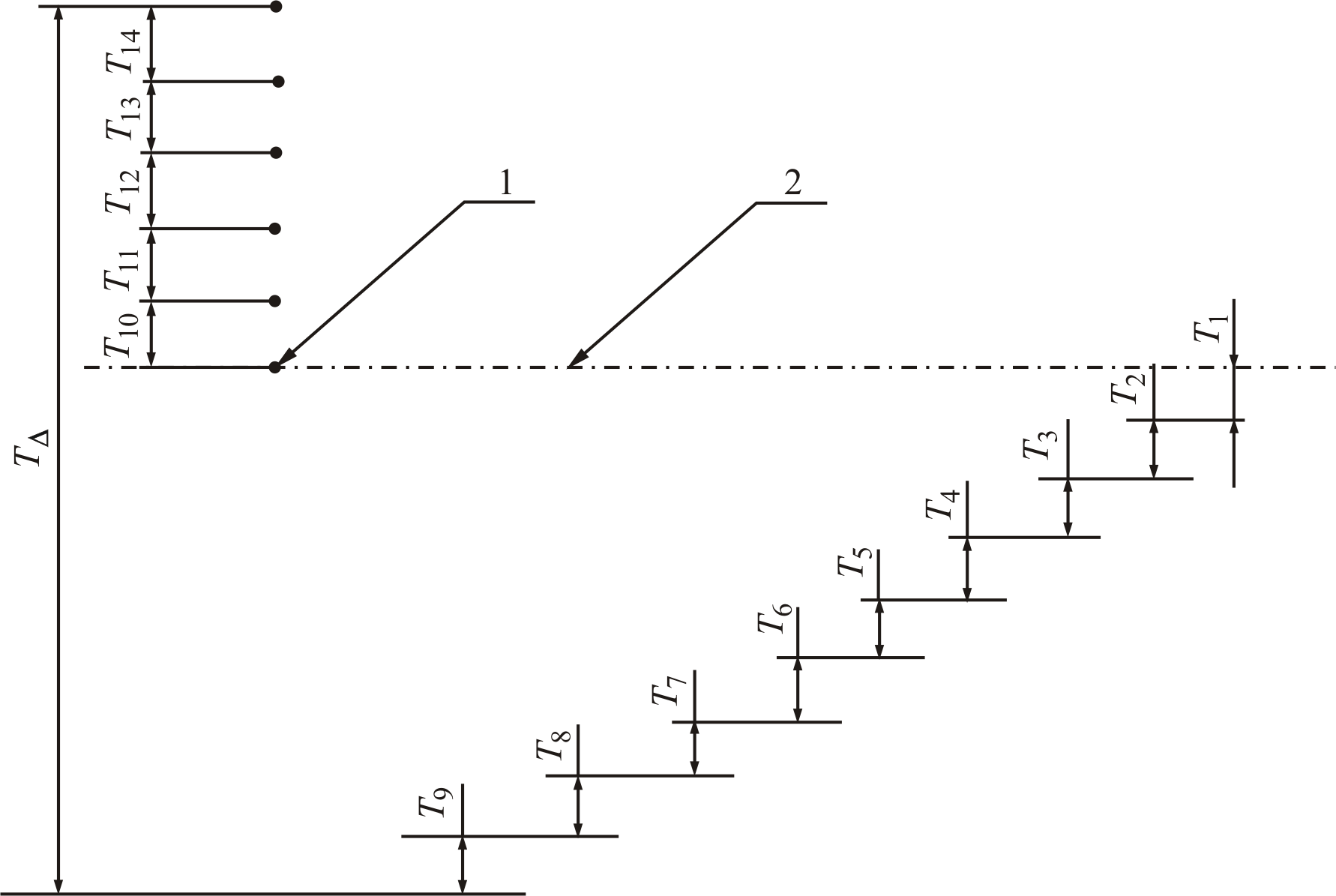
Рисунок 5.12 – Схема сборочной цепи, определяющая межосевое расстояние
передачи: 1 – ось вращения вала-колеса, 2 – ось вращения вала шестерни (см. рис. 5.9)
В сборочную размерную цепь Т входят следующие составляющие размеры:
![]() и
и
![]() – отклонения от соосности дорожек
качения наружных колец левого и правого
подшипников вала шестерни;
– отклонения от соосности дорожек
качения наружных колец левого и правого
подшипников вала шестерни;
![]() и
и
![]() – зазоры в сопряжении наружных колец
левого и правого подшипников вала
шестерни с отверстием стакана;
– зазоры в сопряжении наружных колец
левого и правого подшипников вала
шестерни с отверстием стакана;
![]() – радиальный
зазор в подшипнике вала шестерни, не
нагруженном внешней осевой силой;
– радиальный
зазор в подшипнике вала шестерни, не
нагруженном внешней осевой силой;
![]() – отклонение
от соосности оси наружного цилиндра
стакана относительно
общей оси его отверстий;
– отклонение
от соосности оси наружного цилиндра
стакана относительно
общей оси его отверстий;
![]() – отклонение
от параллельности оси наружного цилиндра
стакана и общей
оси его отверстий;
– отклонение
от параллельности оси наружного цилиндра
стакана и общей
оси его отверстий;
![]() – зазор
в сопряжении стакана с отверстием
корпуса;
– зазор
в сопряжении стакана с отверстием
корпуса;
![]() – межосевое
расстояние в корпусе;
– межосевое
расстояние в корпусе;
![]() и
и
![]() – отклонения от соосности наружных
колец подшипников вала колеса;
– отклонения от соосности наружных
колец подшипников вала колеса;
![]() и
и
![]() – зазоры в сопряжении наружных колец
подшипников вала колеса
с отверстиями корпуса;
– зазоры в сопряжении наружных колец
подшипников вала колеса
с отверстиями корпуса;
![]() – радиальный
зазор в подшипнике вала колеса, не
нагруженном внешней
силой.
– радиальный
зазор в подшипнике вала колеса, не
нагруженном внешней
силой.
Пример расчёта размерной цепи Т дан в монографии [7].