

Глава 5 размерный анализ сборочных единиц редукторов
Допуски и предельные отклонения размеров поверхностей деталей сборочных единиц редукторов не могут проставляться произвольно. Их величина должна определяться расчётом при размерном анализе сборочных размерных цепей с учетом комплексных показателей точности передач, радиального зазора в подшипниках качения, метода сборки и т. д.
Расчёт точности деталей и размерный анализ узлов редуктора должен начинаться с формулировки задачи проектирования и с определения исходных звеньев сборочных размерных цепей. Затем определяются составляющие звенья сборочных размерных цепей. Особенности расчёта размерных цепей зависят от выбранного метода расчёта и метода сборки.
5.1. Радиальный зазор и осевая игра в подшипниках
Радиальный зазор является одним из исходных звеньев и ставит задачу проектирования точности размеров между поверхностями деталей, входящих в сборочные единицы вала шестерни, вала колеса или червяка.
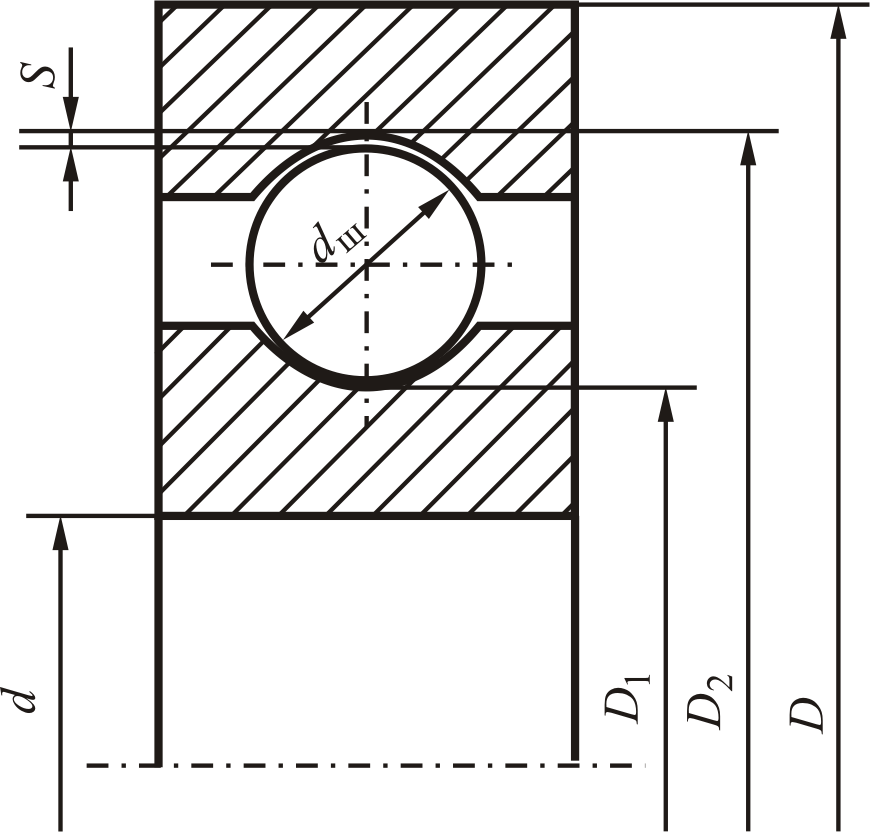
Радиальный зазор S (рис. 5.l a), как расстояние между беговыми дорожками и телами качения, обуславливает свободу взаимного перемещения колец относительно друг друга в радиальном и осевом направлениях.
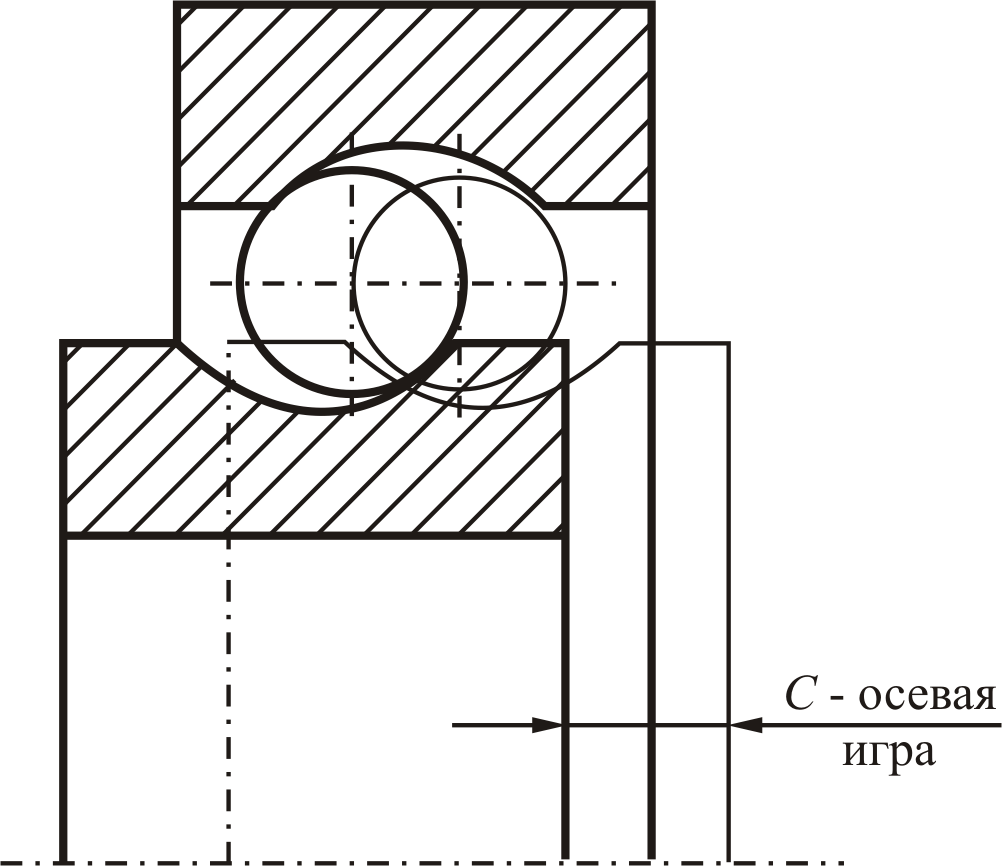
Осевая игра С (рис. 5.1 б) – это величина полного осевого перемещения кольца подшипника из одного крайнего положения в другое при неподвижном парном кольце. Величина радиального зазора и осевая игра в подшипнике определяются с учётом эксплуатационных характеристик опор, условий монтажа и регулирования подшипников.
а
б
Рисунок 5.1 – Радиальный зазор S (а) и осевая игра С (б) в радиальном
шарикоподшипнике
При сборке узла вала редуктора или других изделий необходимо обеспечить требуемую осевую игру, при которой в подшипнике сохраняется в известных пределах гарантированный радиальный зазор. Таким образом, осевая игра является замыкающим (исходным) звеном в сборочной размерной цепи и ставит задачу проектирования точности размеров деталей, входящих в сборочные единицы редуктора.
Между радиальным зазором S и осевой игрой С подшипника имеется зависимость
![]() , (5.1)
, (5.1)
где r – радиус желоба; dш – диаметр шарика.
Для радиальных однорядных шариковых подшипников осевая игра при известном радиальном зазоре может определяться по номограмме (прил. 6).
Радиальный зазор S влияет на осевую игру, а, следовательно, на радиальное биение оси вала при вращении и на осевое смещение торцевых поверхностей вала. При сборке можно регулировать пределы осевой игры за счёт, например, укладки прокладок-компенсаторов между торцом крышки и поверхностью корпуса или стакана (рис. 5.3 а). Количество и размеры прокладок определяют при расчёте сборочных размерных цепей. Таким образом, с помощью компенсаторов, размеры которых определены на стадии проектирования, можно регулировать осевую игру и радиальный зазор при сборке. Это позволяет обеспечить рациональные характеристики эксплуатации подшипника и требуемую точность расположения оси вала при вращении относительно базовых поверхностей корпуса изделия.
Следует различать осевую игру в нерегулируемых и регулируемых подшипниках.
Радиальный зазор в нерегулируемом подшипнике может быть в трёх состояниях:
начальный Sн (в состоянии поставки) – до установки подшипника на вал и в корпус;
2) посадочный (монтажный) – после установки подшипника в изделие. При установке подшипника с заданными посадками на вал и в корпус зазор уменьшается, сохраняя некоторое значение Sм > 0, или образуется натяг Sм 0;
3) рабочий (эксплуатационный) зазор Sр, который образуется под рабочей нагрузкой при установившемся температурном режиме в подшипниковом узле. Изменение зазора подшипника зависит от рабочей температуры вала и корпуса и других условий.
Требуемый зазор Sн в подшипнике
Sн = D2 – (D1 + 2dш). (5.2)
Установка
подшипника качения на вал и в корпус
сопровождается деформацией колец и
уменьшением зазора S.
При напрессовке подшипника на вал
внутреннее кольцо деформируется с
увеличением диаметра
![]() :
:
![]() , (5.3)
, (5.3)
где S1 – зазор в подшипнике после запрессовки на вал; D1 – диаметр беговой дорожки подшипника после запрессовки на вал;
![]() .
(5.4)
.
(5.4)
После запрессовки подшипника в корпус
![]() ,
(5.5)
,
(5.5)
где
![]() – диаметр беговой дорожки наружного
кольца после запрессовки подшипника в
корпус.
– диаметр беговой дорожки наружного
кольца после запрессовки подшипника в
корпус.
Тогда
 , (5.6)
, (5.6)
где
N
– натяг по цилиндрической поверхности
вала;
 ;
;
![]() – расчётный диаметр внутреннего кольца
подшипника.
– расчётный диаметр внутреннего кольца
подшипника.
В
зависимости от действительного натяга
![]() на сопрягаемых посадочных поверхностях
требуемый зазор в подшипнике уменьшается
в следующих пропорциях:
на сопрягаемых посадочных поверхностях
требуемый зазор в подшипнике уменьшается
в следующих пропорциях:
0,8 от – при установке подшипника на вал;
0,8 от – при установке подшипника в корпус.
При
неблагоприятном
случае
тела качения могут быть заклинены.
Монтажный зазор Sм
всегда меньше требуемого зазора, а
рабочий зазор
![]() может уменьшаться или увеличиваться
под действием перепада температур,
и увеличиваться под действием приложенной
нагрузки.
может уменьшаться или увеличиваться
под действием перепада температур,
и увеличиваться под действием приложенной
нагрузки.
Рассмотренные выше три состояния связи между радиальным зазором справедливы лишь для нерегулируемых подшипников и не касаются подшипников, у которых величина радиального зазора и осевой игры регулируется при сборке узла.
Размеры радиальных зазоров и осевой игры радиальных и радиально-упорных подшипников в состоянии поставки приведены в табл. П1.15–П1.18.
Осевая игра в нерегулируемых подшипниках представляет собой замыкающее (исходное) звено сборочной размерной цепи с номинальным размером, равным нулю, и предельными отклонениями, приведенными в табл. П1.14–П1.18 для различных типов подшипников. Подшипники, предназначенные для нормальных условий эксплуатации, должны иметь радиальный зазор и осевую игру, соответствующие основному ряду стандарта на нормальные линейные размеры.
Зависимость между радиальным зазором и осевой игрой в конических роликоподшипниках можно представить схемой (рис. 5.2).
Здесь:
![]() ; (5.7)
; (5.7)
![]() . (5.8)
. (5.8)
Требуемые зазоры в коническом роликоподшипнике регулируют различными способами (рис. 5.3) в зависимости от конструкции узла установки подшипника в изделии.
В зависимости от конструкции узла имеются свои особенности регулирования зазора в конических роликоподшипниках.
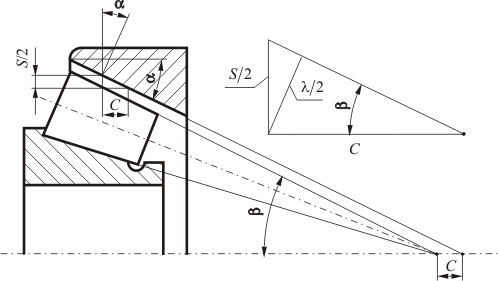
Рисунок 5.2 – Зависимость между радиальным зазором S, зазором
на
линии давления
![]() и осевой игрой С
в коническом роликоподшипнике
и осевой игрой С
в коническом роликоподшипнике
Требуемый зазор (см. рис. 5.3 а) регулируют в такой последовательности.
1. Поставить в узел при сборке крышку без прокладок.
2. Затягивать винты (крепёжные) до тех пор, пока вал не начнёт проворачиваться очень туго.
3. Измерить щупом зазор А между торцом крышки и торцом корпуса.
4.
Рассчитать
требуемую толщину прокладок
![]() :
:
![]() , (5.9)
, (5.9)
где
С
– осевая игра подшипника, определённая
по табл. П1.14–П1.18;
– зазор,
измеренный с помощью щупа между торцами
крышки и корпуса при завинченных
крепёжных винтах;
![]() – требуемая (фактическая) толщина набора
прокладок, гарантирующая осевой
(радиальный) зазор в подшипнике после
сборки сборочной единицы вала. Количество
и размеры прокладок в наборе, с помощью
которых регулируют осевую игру в
подшипнике при сборке, определяют
при расчёте сборочных размерных цепей.
– требуемая (фактическая) толщина набора
прокладок, гарантирующая осевой
(радиальный) зазор в подшипнике после
сборки сборочной единицы вала. Количество
и размеры прокладок в наборе, с помощью
которых регулируют осевую игру в
подшипнике при сборке, определяют
при расчёте сборочных размерных цепей.
а б

в г
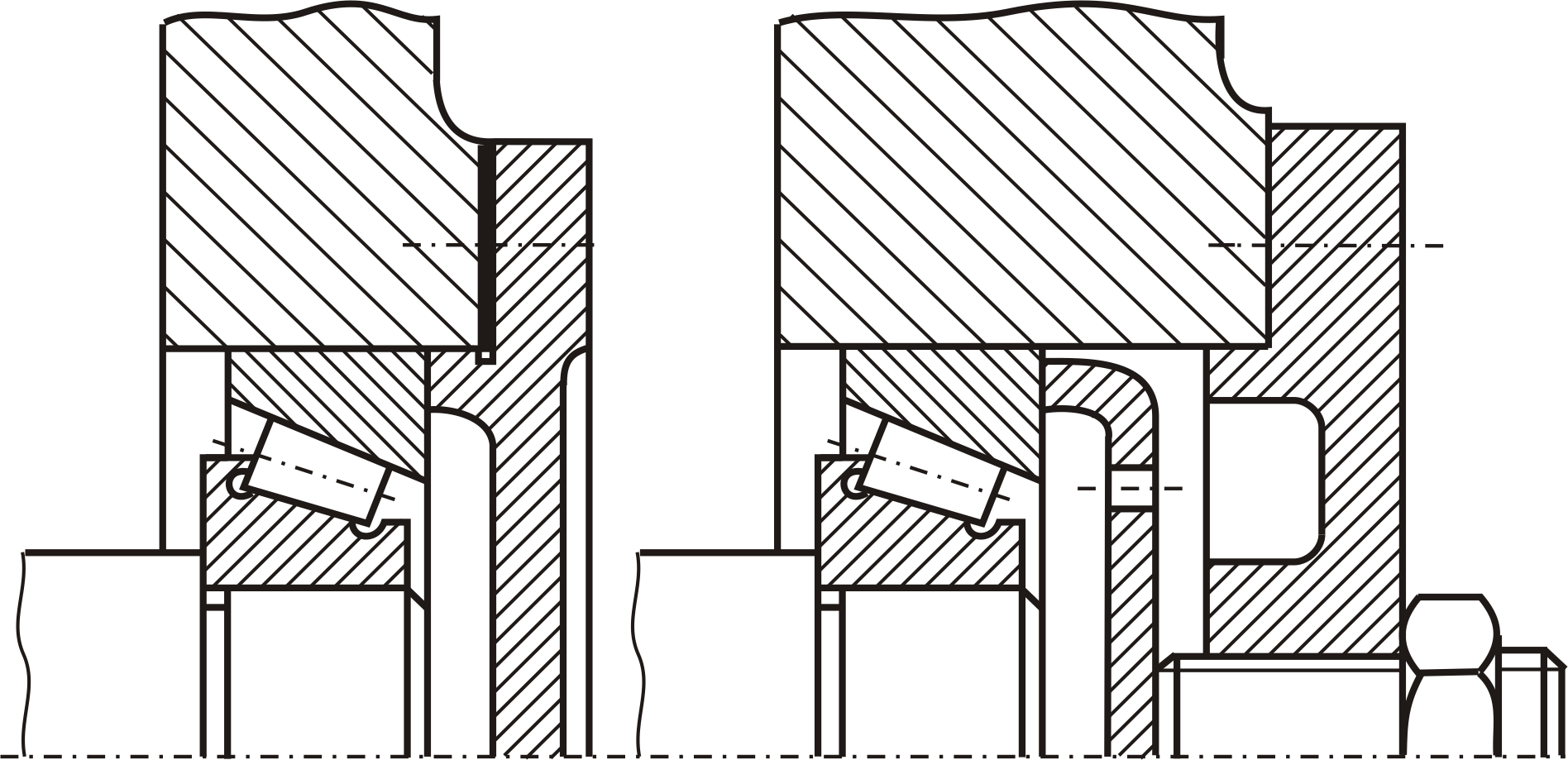
Рисунок 5.3 – Способы регулирования зазора в конических роликоподшипниках:
а – установкой компенсирующих прокладок или подрезкой торца; б – винтом через дистанционную шайбу; в – установкой заглушки; г – гайкой со стопорной шайбой или гайкой с контргайкой – для случая применения роликовых конических однорядных подшипников с упорным буртиком на наружном кольце (ГОСТ 3169-71)
Если прокладки изготовлены из бумаги, то толщина прокладок должна быть на 0,020,03 мм больше расчётной, что необходимо для учёта сжатия прокладок.
При регулировании осевого зазора С винтом (б), заглушкой (в) или гайкой (г) конический роликоподшипник затягивают до тугого провёртывания вала, а затем отворачивают винт (гайку, заглушку) на угол
 , (5.10)
, (5.10)
где С – осевая игра конического роликоподшипника; р – шаг резьбы.
Величина осевой затяжки подшипника зависит от допускаемого момента затяжки, который определяют до сборки экспериментальным путём по известным методикам для конкретного типа роликоподшипника. Момент затяжки регулируют динамометрическими ключами.