

Глава 1 понятие о размерных цепях
Назначение размерных цепей и решаемые инженерные задачи
С помощью размерных цепей можно решать следующие задачи.
1. Устанавливать рациональные методы достижения точности при изготовлении и сборке изделий.
2. Определять размерную взаимосвязь в сборочных единицах редукторов, приспособлений, кривошипно-шатунных механизмов и т. д.
3. Рассчитывать рациональные допуски размеров деталей с учетом метода обработки, сборки и типа производства.
4. Выбирать базовые поверхности с учетом размерных связей между чистовыми и черновыми поверхностями.
5. Выполнять замену размеров и допусков расположения в случае несовпадения конструкторских и технологических баз.
6. Рассчитывать межоперационные размеры, припуски и допуски.
7. Рассчитывать точность размеров базирующих поверхностей приспособлений, инструментальных блоков, деталей металлорежущих станков и т. д.
8. Анализировать технологические станочные системы с целью определения методов и средств достижения точности размера заготовки с учетом погрешности обработки и измерения.
1.2. Термины и определения
Расстояния между поверхностями (осями) деталей, относительное расположение деталей в сборочных единицах изделий задаются линейными и угловыми размерами, которые образуют взаимосвязанные размерные цепи.
Последовательность формирования поверхностей на заготовке при механической обработке отображается размерными цепями. Измерения деталей также выполняются в определенной последовательности и образуют замкнутые размерные цепи в системе «деталь–измерительное средство».
Таким образом, каждый этап – конструирование, изготовление, сборка, измерение – связан с образованием размерных цепей, анализируя которые, можно прогнозировать и просчитывать на стадии проектирования выходящую точность изделия.
Размерной цепью называется совокупность линейных и угловых размеров, определяющих взаимное расположение поверхностей (или осей) одной или нескольких деталей, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи.
Замкнутость размерного контура – необходимое условие для анализа и решения размерной цепи.
Размерные цепи отображают объективные размерные связи в конструкциях изделий, в технологических процессах механической обработки и сборки, при измерениях. Они имеют место на каждом этапе обеспечения точности: проектирования, изготовления и измерения. В соответствии с этим различают конструкторские, технологические и измерительные размерные цепи.
Конструкторская размерная цепь определяет линейное или угловое расстояние между поверхностями или осями симметрии поверхностей в изделии (рис. 1.1). Конструкторская размерная цепь обеспечивает точность при конструировании.
Технологическая размерная цепь определяет расстояние между поверхностями изделия в порядке выполнения операций (переходов) при механической обработке (рис. 1.1 б) и сборке (рис. 1.1 а). Технологическая размерная цепь обеспечивает точность при изготовлении изделий.
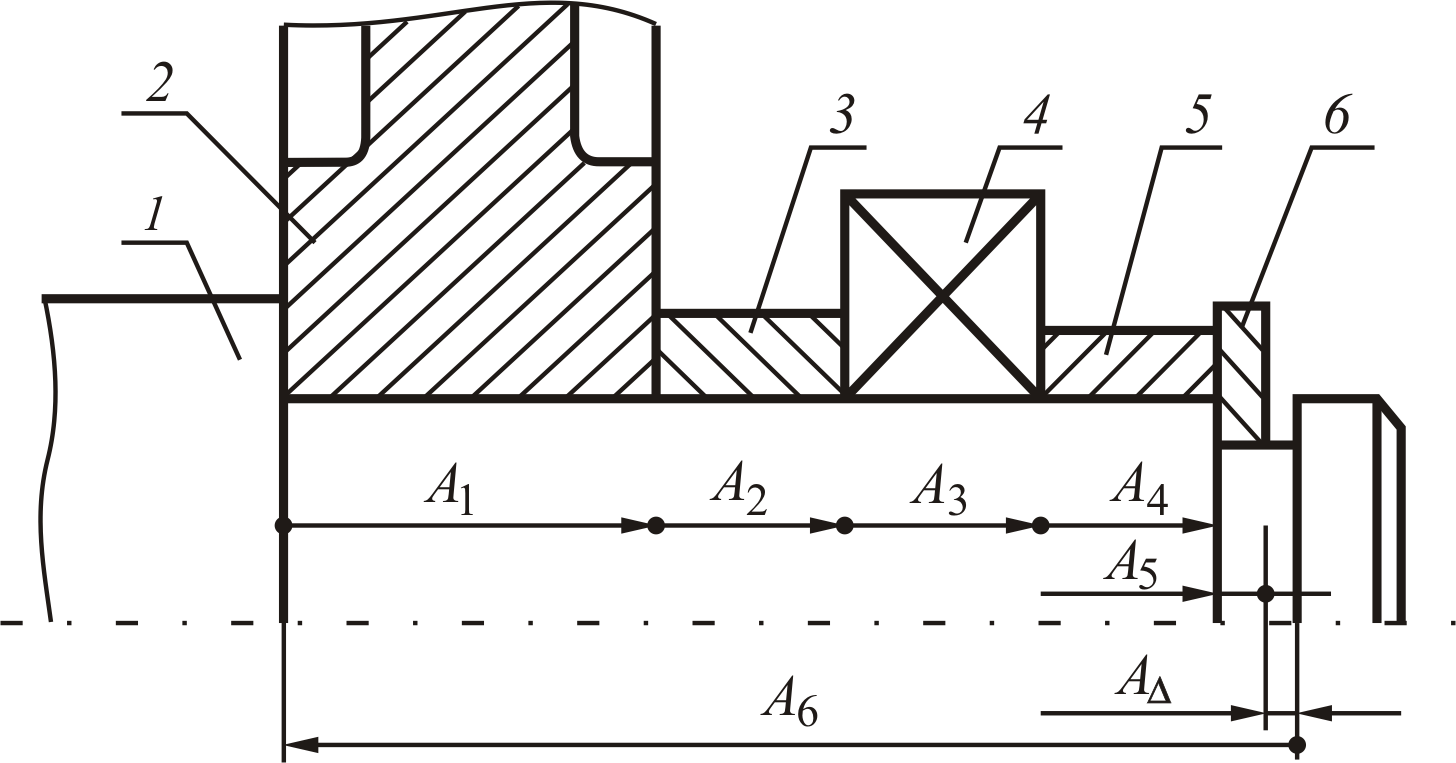
Базовой деталью в сборочной единице, приведенной на рис. 1.1 а, является вал 1. Детали устанавливаются на вал в такой последовательности: 2–3–4–5–6. Размеры собранных деталей образуют замкнутый контур размеров А. Последним при сборке получился зазор АΔ, без которого сборка узла была бы невозможной. Размерная цепь А отображает технологический процесс сборки и в этом смысле она называется технологической. Если эта же размерная цепь показана на сборочном чертеже, то она устанавливает взаимосвязи поверхностей деталей при проектировании и называется конструкторской размерной цепью.
а
б
Рисунок 1.1 – Технологические размерные цепи: а при сборке: 1 вал; 2 зубчатое колесо; 3, 5 дистанционные втулки; 4 подшипник; 6 стопорное кольцо;
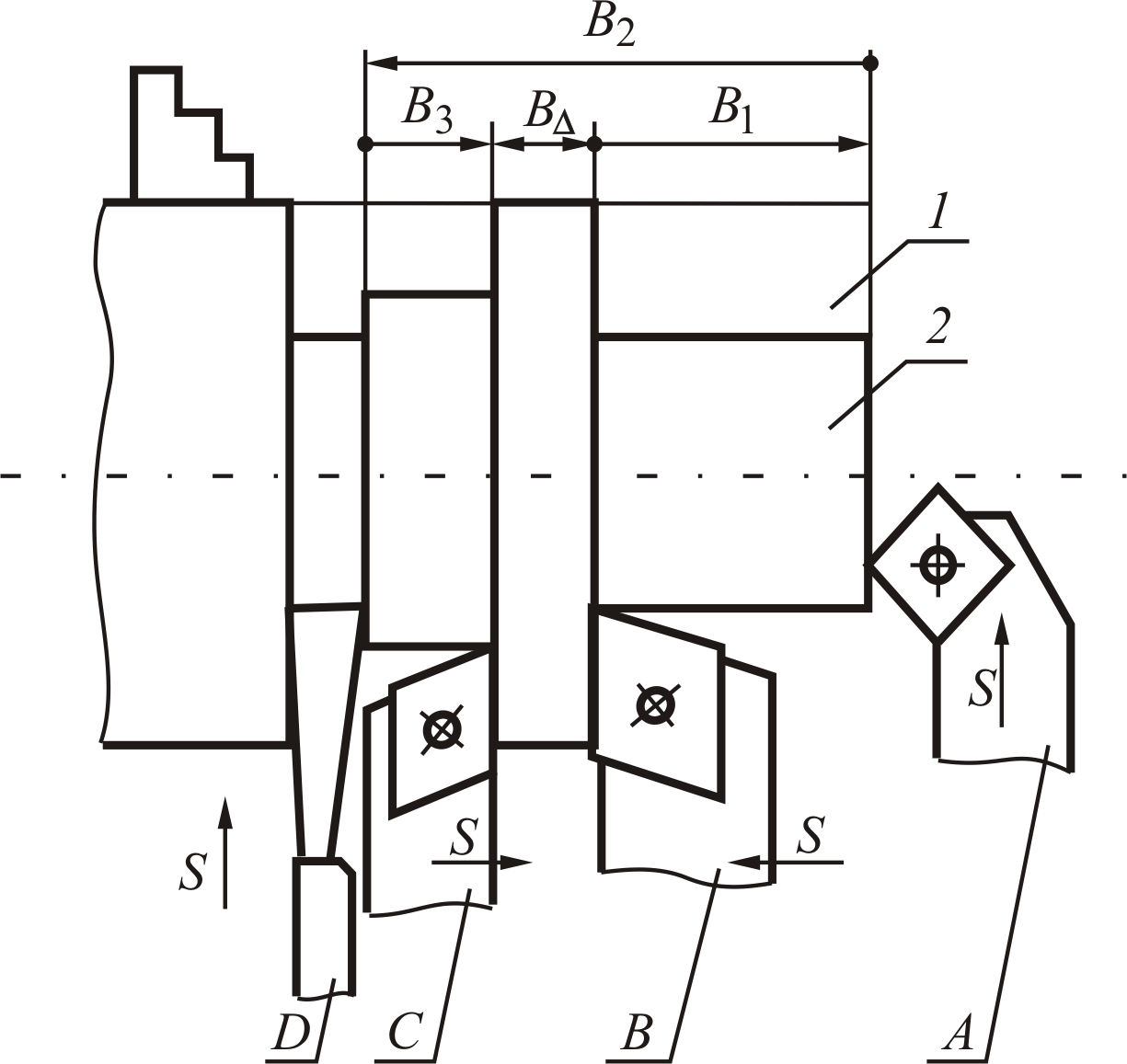
б при механической обработке: 1 заготовка; 2 деталь
На рис. 1.1 б приведена схема обработки двухступенчатого вала на токарном станке с одного установа. На операции выполняется несколько технологических переходов: подрезка торца (резец А); проточка цилиндрической поверхности (резец В) в размер В1; проточка канавки (резец D) в размер В2; проточка цилиндрической поверхности (резец С) в размер В3 и отрезка детали с размером B2. Последним получился размер ВΔ. Замкнутый контур размеров В отображает последовательность обработки поверхностей детали и называется технологической размерной цепью. B1, В2 и В3 являются производственными размерами и от их точности будет зависеть точность размера ВΔ. Если размеры В1, B2, В3 и ВΔ вытекают из чертежа детали, то они образуют подетальную размерную цепь.
Размеры АΔ и ВΔ в результате принятых технологических процессов сборки и механической обработки получились последними и поэтому их называют замыкающими в замкнутом контуре размеров.
Замыкающее звено – это такое звено, которое в процессе обработки детали, сборки изделия или измерения получилось последним в размерной цепи.
Замкнутость – обязательное условие решения размерной цепи. На чертежах деталей не допускается простановка размеров с замкнутым контуром. Замыкающий размер на чертежах деталей не указывают.
Измерительной размерной цепью называется та размерная цепь, звеньями которой являются размеры системы «измерительное средство–измеряемая деталь» (рис. 1.2).
Замыкающим звеном измерительной размерной цепи является измеренный размер детали. В измерительную размерную цепь (см. рис. 1.2) входят следующие размеры: А1 расстояние от рабочей поверхности неподвижной губки штанги до целого размера, кратного 1 мм, взятого по основной шкале линейки. Это расстояние соответствует ближайшему меньшему значению (слева от нулевого штриха нониуса); А2 дробное значение размера на основной шкале линейки (штанги), отсчитываемое по нониусу в зависимости от того, какое делениe нониуса совпадает с каким-либо делением основной шкалы; А3 расстояние от нуля нониуса до рабочей поверхности измерительной губки подвижной рамки. Измеренный действительный размер детали будет зависеть от точности деления на шкале линейки штанги, шкале нониуса и от точности расположения нуля нониуса относительно измерительной поверхности подвижной губки рамки.

Рисунок 1.2 – Схема измерительной размерной цепи: