

Для инструментального блока (см. Рис. 4.2) уравнение (4.1) можно записать в следующем виде:
 ,
,
где
![]() = 300 мм (паспорт станка);
= 300 мм (паспорт станка);
![]() = 100 мм – длина, на которой должно
контролироваться биение
= 100 мм – длина, на которой должно
контролироваться биение
![]() при изготовлении держателя;
при изготовлении держателя;
![]() – длина, на которой нормируется биение
режущих кромок инструмента по чертежу.
– длина, на которой нормируется биение
режущих кромок инструмента по чертежу.
Если детали инструментального блока изготавливаются партиями на налаженном оборудовании, а образование погрешностей обработки и сборки подчиняется известным законам распределения, то связь между замыкающим звеном и составляющими звеньями можно установить с помощью теории вероятности и математической статистики.
Перекосы корректируют при помощи передаточных отношений и суммируют со значениями параллельных смещений осей:
 , (4.2.)
, (4.2.)
где
n –
число элементов инструментального
блока и станка, влияющих на точность
расположения режущей кромки инструмента;
– половина допустимого биения режущей
части инструмента как замыкающего
звена;
![]() – коэффициент относительного рассеяния
замыкающего звена;
– половина допустимого биения i-го
элемента размерной цепи;
– передаточное отношение i-го
звена размерной цепи;
– коэффициент относительного рассеяния
замыкающего звена;
– половина допустимого биения i-го
элемента размерной цепи;
– передаточное отношение i-го
звена размерной цепи;
![]() –
коэффициент
относительного рассеяния присоединительных
поверхностей i-го
элемента размерной цепи.
–
коэффициент
относительного рассеяния присоединительных
поверхностей i-го
элемента размерной цепи.
Коэффициент относительного рассеяния
 . (4.3)
. (4.3)
Значения предварительно определяют по таблицам прил. 10: зависит от формы и точности присоединительной поверхности элементов инструментального блока, включая погрешности шпинделя; зависит от вида обработки и формы присоединительной поверхности элементов инструментального блока (прил. 10).
По формуле (4.3) определяют среднее значение отклонения, которое можно корректировать, исходя из равной сложности обеспечения допусков составляющих звеньев в условиях серийного или крупносерийного производства.
4.2. Пример расчета размерной цепи инструментального блока, установленного в шпинделе
Рассмотрим пример расчета точности размеров базовых (присоединительных) поверхностей деталей инструментального блока, составленного из элементов 2, 4 и 7 инструментальной системы (см. рис. 4.1). Эскиз инструментального блока приведен на рис. 4.5.
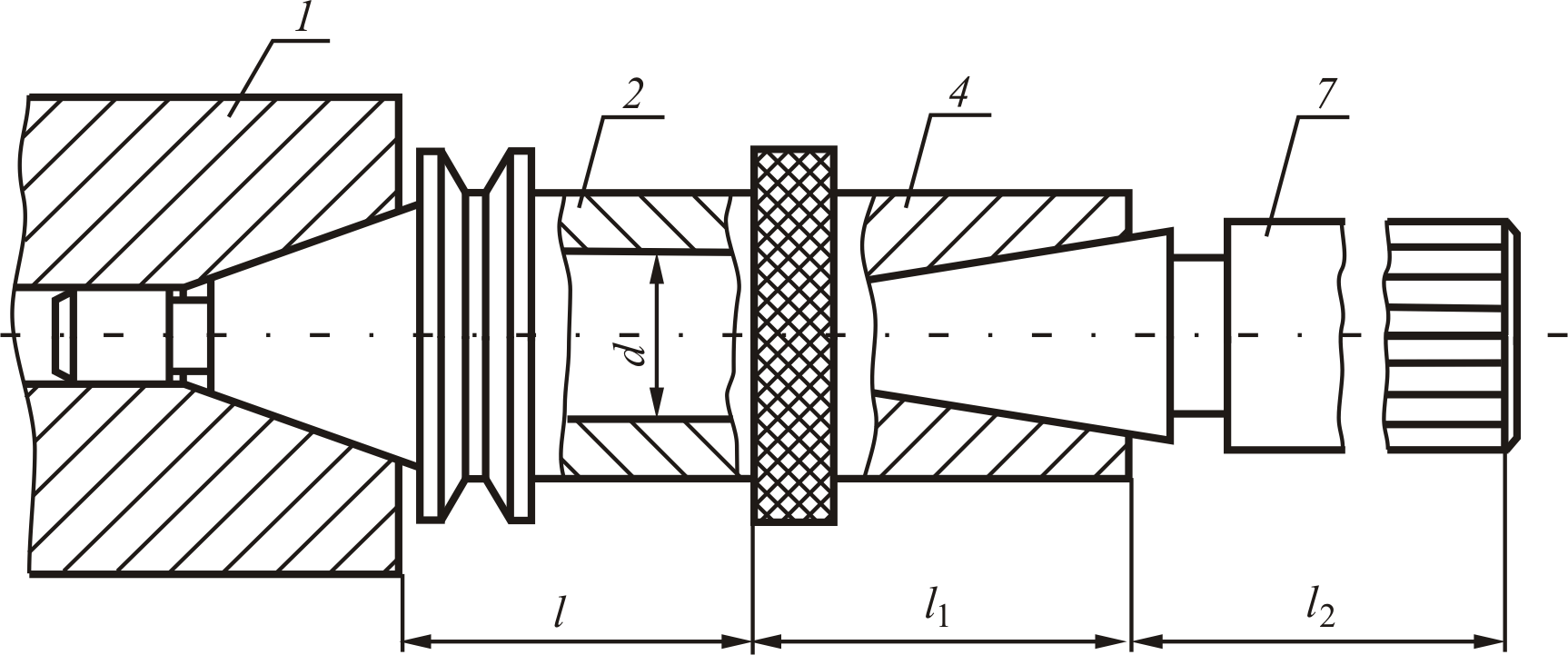
Рисунок 4.5 – Эскиз инструментального блока для установки развёртки
в шпинделе многоцелевого станка с ЧПУ: 1 – шпиндель станка;
2 – держатель; 4 – адаптер; 7 – развертка (см. рис. 4.1)
Для сравнения выполним расчет точности размеров базовых поверхностей деталей инструментального блока двумя методами: max-min и вероятностным.
Входные данные:
1. Станок с ЧПУ класса точности Н ( = 0,004 мм; = 0,0004 мм на длине = 300 мм).
2. Формы присоединительных поверхностей:
гнездо шпинделя станка – 7:24;
держатель;
наружная поверхность – 7:24;
внутренняя поверхность – цилиндрическая поверхность d = 32 мм;
адаптер – конус Морзе 3;
сверло – конус Морзе 3.
3.
Вылет элементов инструментального
блока: l
= 110 мм;
![]() = 120 мм;
= 85 мм.
= 120 мм;
= 85 мм.
4. Финишные операции обработки присоединительных поверхностей: шлифование наружное и внутреннее.
5. Коэффициент относительного рассеяния (прил. 10), который выбираем с учетом формы присоединительной поверхности, конусности и вида обработки (табл. 4.1).
6. Допустимое биение режущих кромок развертки после установки инструментального блока в шпиндель [ ] = 0,062 мм (прил. 10).
На рис. 4.6 представлена схема размерной цепи инструментального блока (см. рис. 4.5), установленного в шпинделе. Геометрическое содержание погрешностей, образующих размерную цепь инструментального блока, приведено в табл. 4.1.

Рисунок 4.6 – Схема размерной цепи погрешностей элементов инструментального блока (см. рис. 4.5), установленного в шпинделе
Таблица 4.1 – Погрешности (см. рис. 4.6) расположения осей симметрии деталей инструментального блока, установленного в шпинделе (см. рис. 4.5)
Деталь в размерной цепи (см. рис. 4.6) |
Геометрическое содержание и тип погрешности |
|
|
|
Допуск погрешности, мкм |
|
1* |
2* |
|||||
Шпиндель станка (1) |
Биение конического отверстия шпинделя. Погрешность векторная |
|
1,0 |
1,17 |
4 |
4 |
Биение шпинделя от перекоса оси в подшипниках. Погрешность угловая |
|
1,05 |
1,1 |
0,1 |
0,1 |
|
Держатель (2)
|
Биение держателя от перекоса в гнезде шпинделя. Конус 7:24. Погрешность угловая |
|
3,15 |
1,51 |
1,3 |
2,5 |
Биения отверстия держателя из-за несоосности конической и цилиндрической поверхностей. Погрешность векторная |
|
1,0 |
1,09 |
5 |
20 |
|
Адаптер (4) |
Биение адаптера от радиального смещения хвостовика в пределах зазора посадки по «d». Погрешность векторная |
|
1,0 |
1,09 |
13,5 |
21 |
Биение адаптера от перекоса в цилиндрическом отверстии гнезда держателя. Погрешность угловая |
|
2,05 |
1,09 |
1,6 |
2,5 |
|
Биение конического отверстия от несоосности конической и цилиндрической поверхностей. Погрешность векторная |
|
1,0 |
1,17 |
10 |
20 |
|
Режущий инструмент (7) |
Биение сверла от перекоса в гнезде адаптера. Конус Морзе. Погрешность угловая |
|
0,85 |
1,17 |
7,5 |
7,5 |
Биение режущих кромок развертки относительно оси собственного хвостовика. Погрешность векторная |
|
1,0 |
1,09 |
10 |
20 |
|
Примечание: 1* – рассчитано методом max-min;
2* – рассчитано теоретико-вероятностным методом.