

Глава 4
Размерный анализ точности изготовления
И сборки элементов инструментальных систем
Для многоцелевых станков
4.1. Общие положения
Биение конического отверстия шпинделя и биение шпинделя от перекоса осей, а также параллельный перенос или перекос осей деталей инструментального блока образуют размерные цепи линейных и угловых погрешностей, анализируя которые, можно на стадии проектирования инструментальных систем рассчитать точность размеров базовых и рабочих поверхностей вспомогательного и режущего инструмента.
Замыкающим звеном в размерных цепях линейных и угловых погрешностей размеров деталей комплектов вспомогательного и режущего инструмента (рис. 4.1) является биение режущих кромок после установки инструментальных блоков в шпиндель. Величина действительного биения режущих кромок не должна превышать допустимого биения каждого типа осевого инструмента (прил. 10).
Рассмотрим вариант компоновки инструментального блока, представленного на рис. 4.2.
При анализе размерных цепей погрешностей размеров деталей инструментальных блоков, установленных в шпинделе, следует различать два вида погрешностей:
параллельный перенос осей;
перекос осей.
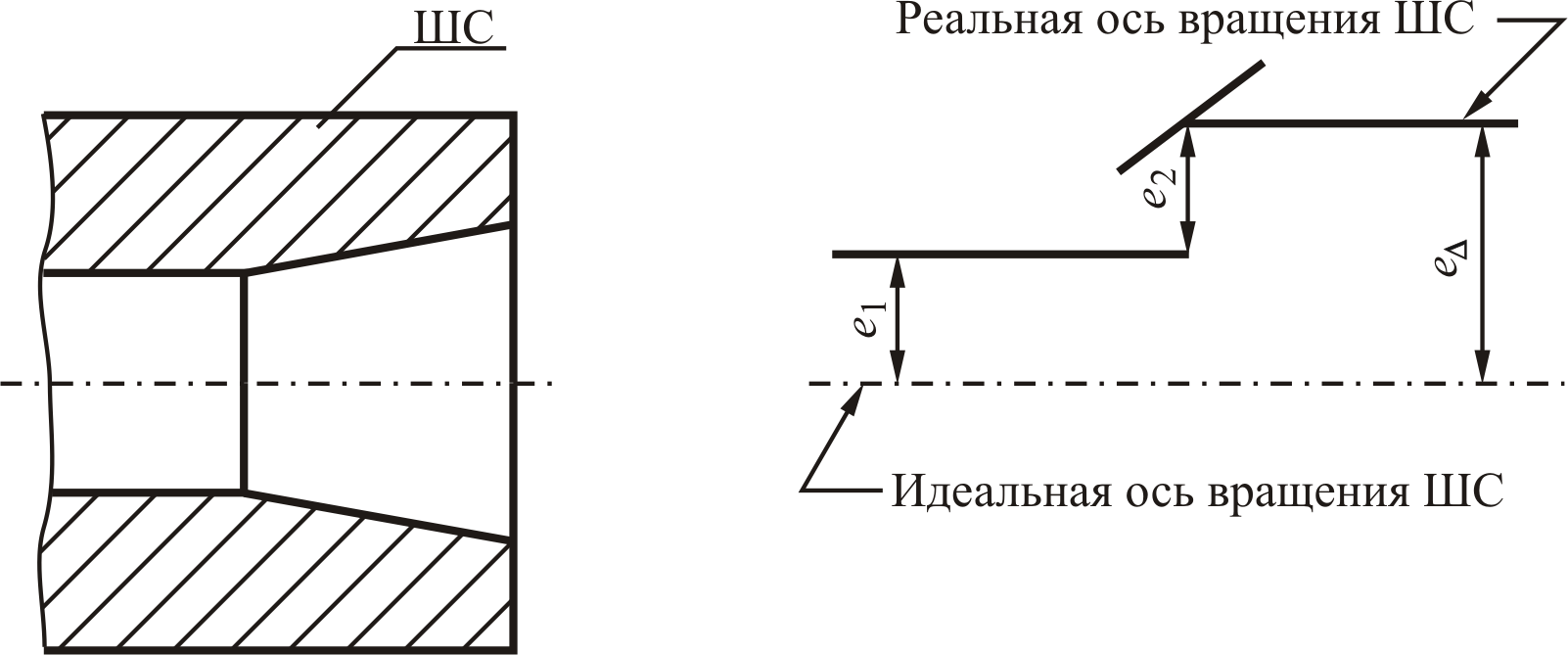
Ось вращения шпинделя имеет биение, связанное с появлением этих двух видов погрешностей (рис. 4.3).
В размерной цепи (см. рис. 4.3 б) присутствуют два вида погрешностей:
•
![]() – параллельный
перенос оси конусного отверстия ШС;
– параллельный
перенос оси конусного отверстия ШС;
•
![]() – перекос
оси конусного отверстия ШС.
– перекос
оси конусного отверстия ШС.

Рисунок 4.1 – Схема комплекта вспомогательного инструмента:
1 – втулка переходная для инструмента с конусом Морзе с лапкой; 2 – державка для регулируемых патронов, втулок и оправок; 3 – втулка переходная для инструмента с коническим хвостовиком; 4 – втулка регулируемая с внутренним конусом Морзе; 5 – сверло; 6 – зенкер; 7 – развертка
Параллельный перенос оси зависит от зазоров в подшипниках шпиндельного узла, несоосности осей поверхностей беговых дорожек колец подшипников, а его величина регламентируется паспортом станка.
Перекос
оси
–
это результат
несовпадения
осей (несоосность) отверстий в корпусе
передней бабки станка. Допустимое
значение
приводится в паспорте станка и касается
длины
![]() = 300 мм (нормированная длина контрольной
оправки при аттестации станка).
= 300 мм (нормированная длина контрольной
оправки при аттестации станка).
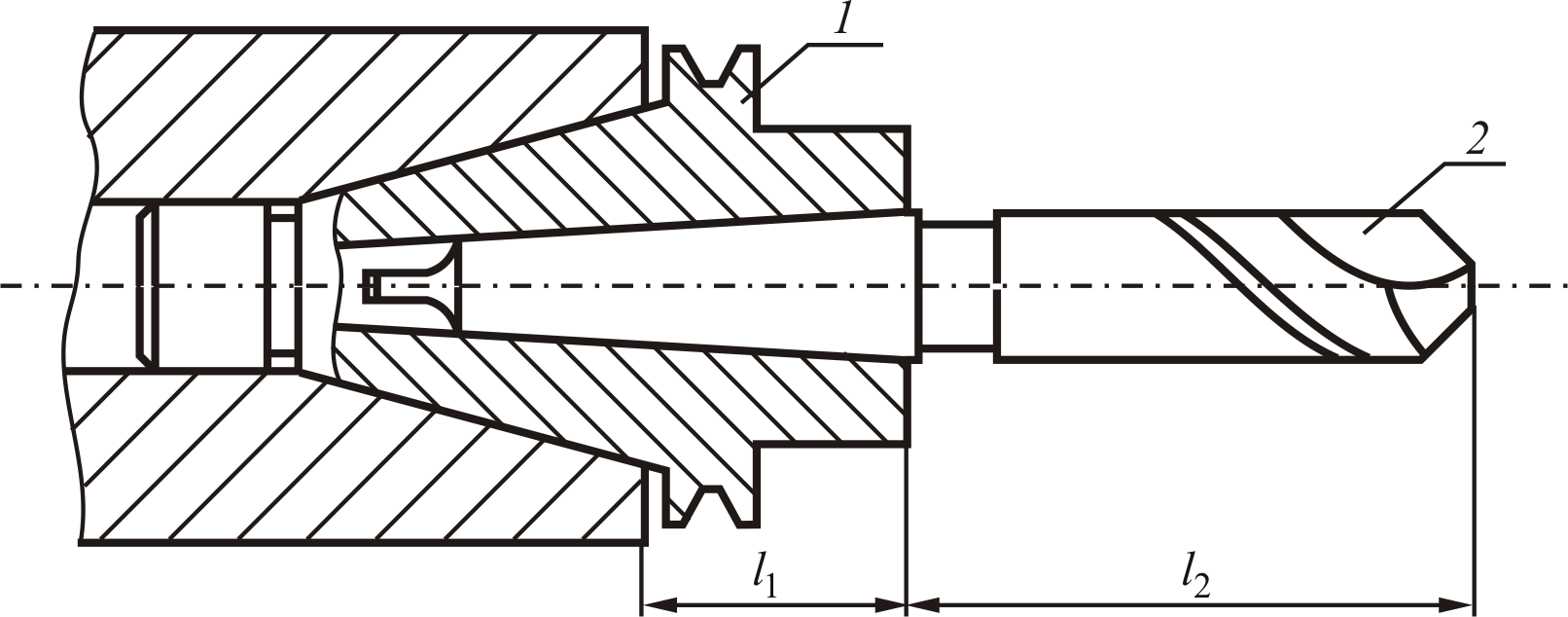
Рисунок 4.2 – Пример крепления сверла на многоцелевом станке:
1 – держатель; 2 – сверло
а б
Рисунок 4.3 – Схема размерной цепи погрешностей, влияющих на биение оси вращения шпинделя станка (ШС):
а – гнездо ШС для установки инструментальных блоков;
б – размерная цепь погрешностей расположения оси ШС
После установки держателя в шпинделе станка добавляются два вида погрешностей (рис. 4.4):
•
![]() – перекос
оси внутренней поверхности с конусом
Морзе из-за погрешностей угла наружного
конуса держателя. Величина
зависит от типа конуса (7:24) и от точности
его изготовления (прил. 10);
– перекос
оси внутренней поверхности с конусом
Морзе из-за погрешностей угла наружного
конуса держателя. Величина
зависит от типа конуса (7:24) и от точности
его изготовления (прил. 10);
•
![]() – параллельный
перенос оси конуса Морзе из-за несоосности
конических наружной и внутренней
поверхностей держателя. Допуск на
соосность можно выбрать в пределах
0,005–0,04 мм в зависимости от допускаемого
биения режущих кромок инструмента.
– параллельный
перенос оси конуса Морзе из-за несоосности
конических наружной и внутренней
поверхностей держателя. Допуск на
соосность можно выбрать в пределах
0,005–0,04 мм в зависимости от допускаемого
биения режущих кромок инструмента.
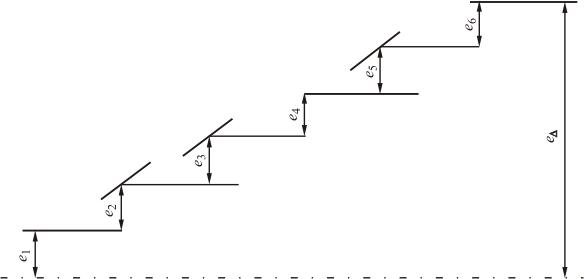
Рисунок 4.4 – Размерная цепь линейных и угловых погрешностей инструментального блока (см. рис. 4.2), установленного в шпинделе
После установки сверла 2 в держателе 1 (см. рис. 4.2) в размерной цепи (см. рис. 4.4) добавляются еще две погрешности:
•
![]() – перекос
оси из-за погрешностей угла конуса Морзе
при установке сверла в держателе.
Величина перекоса
выбирается
из прил. 10 в зависимости от угловой
точности изготовления конуса и
рассматривается как биение инструмента
на вылете 100 мм;
– перекос
оси из-за погрешностей угла конуса Морзе
при установке сверла в держателе.
Величина перекоса
выбирается
из прил. 10 в зависимости от угловой
точности изготовления конуса и
рассматривается как биение инструмента
на вылете 100 мм;
•
![]() – биение
режущих кромок инструмента относительно
оси хвостовика этого инструмента,
величина которого регламентируется
чертежом на сверло.
– биение
режущих кромок инструмента относительно
оси хвостовика этого инструмента,
величина которого регламентируется
чертежом на сверло.
Общая схема размерной цепи линейных и угловых погрешностей инструментального блока (см. рис. 4.2), установленного в шпинделе, приведена на рис. 4.4.
Уравнение размерной цепи можно записать в общем виде:
 , (4.1)
, (4.1)
где
![]() – отклонение замыкающего звена (половина
допустимого биения режущих кромок
инструмента);
– отклонение замыкающего звена (половина
допустимого биения режущих кромок
инструмента);
![]() – половина биения i-го
элемента размерной цепи;
– половина биения i-го
элемента размерной цепи;
![]() – передаточное отношение i-го
элемента размерной цепи.
– передаточное отношение i-го
элемента размерной цепи.
Для составляющих звеньев, связанных с переносом осей, передаточное отношение равно +1, а для звеньев, вызванных перекосом осей, передаточное отношение рассчитывается по формуле (1.35):
 ,
,
где
![]() – вылет i-го
элемента относительно базовой плоскости
отсчета;
– длина, на которой контролируется
биение
по чертежу i-го
элемента; k
– количество элементов инструментального
блока в пределах длины
.
– вылет i-го
элемента относительно базовой плоскости
отсчета;
– длина, на которой контролируется
биение
по чертежу i-го
элемента; k
– количество элементов инструментального
блока в пределах длины
.