

При фрезеровании шпоночного паза
Допуск на настройку инструмента ограничивается погрешностью настройки и установки инструмента при следующем условии:
![]() ,
(3.16)
,
(3.16)
где
![]() – погрешность настройки, зависящая от
способа настройки, места настройки,
технических характеристик, средств
настройки и опыта наладчика;
– погрешность настройки, зависящая от
способа настройки, места настройки,
технических характеристик, средств
настройки и опыта наладчика;
![]() – погрешность установки инструмента,
зависящая от точности базирования
инструмента и привалочных баз на приборе,
приспособлении и станке.
– погрешность установки инструмента,
зависящая от точности базирования
инструмента и привалочных баз на приборе,
приспособлении и станке.
Погрешности и можно ограничивать на стадии проектирования:
= 0,005–0,010 мм – повышенные требования точности настройки;
до 0,02 мм – нормальные требования к точности настройки;
= 0,01 мм – повышенные требования к точности установки инструмента;
= 0,02 мм – нормальные требования к точности установки инструмента.
Тогда
R = 60,02 = 0,12 мм;
 мм;
мм;
 мм.
мм.
Погрешность установки в расчетах настроечного размера не учитывается, так как она постоянна и может быть учтена при первичной настройке станка.
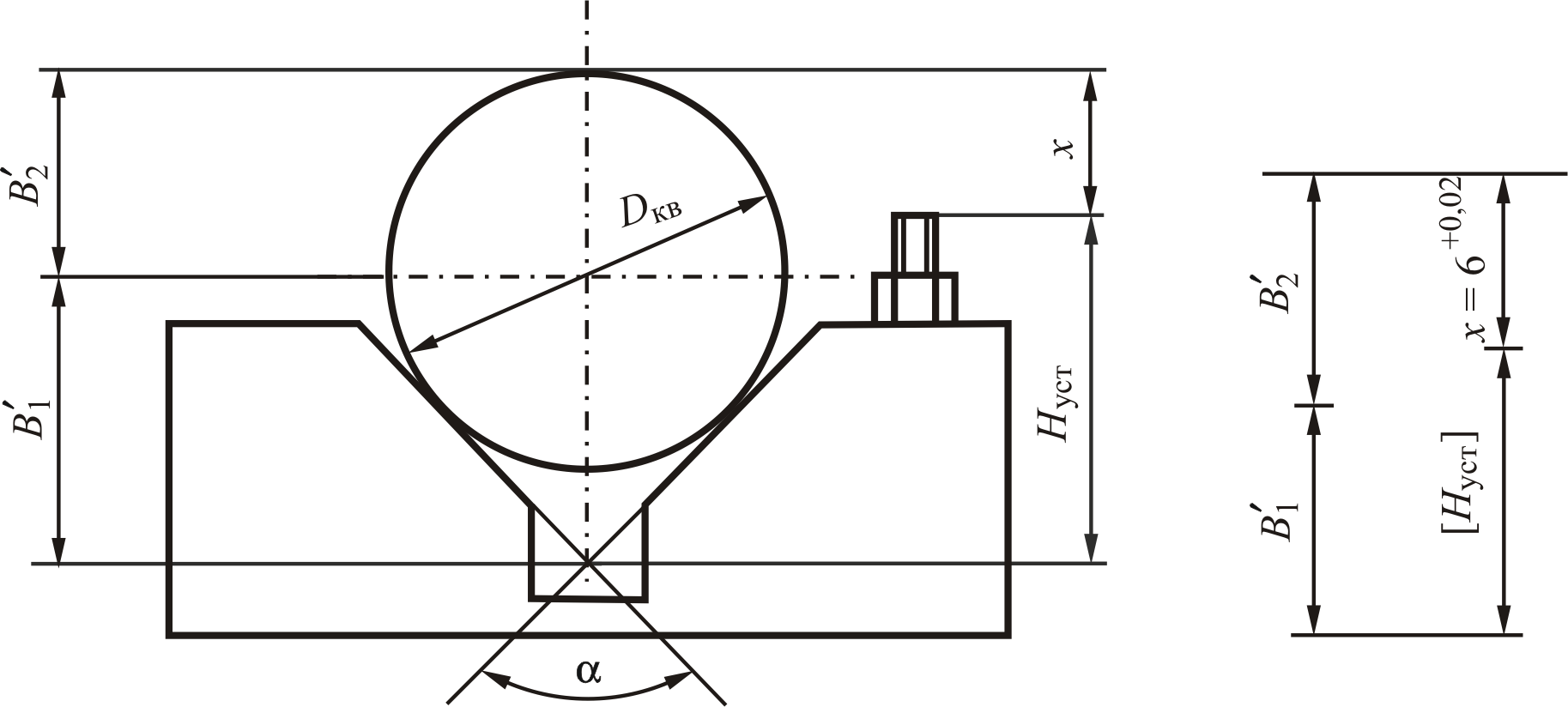
Размерный анализ схемы (рис. 3.11 а) настройки упора по контрольному валику заключается в определении размера Нуст.
а б
Рисунок
3.11 – Базирование контрольного валика
(![]() ):
):
а – схема базирования; б – сборочная размерная цепь
Принимаем диаметр контрольного валика Dкв равным 38 мм, а допуск на его изготовление – 0,011 мм.
Тогда
![]() мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
![]()
![]() .
.
Принимаем размер x = 6 мм с допуском 0,02 мм.
Размеры,
допуски и предельные отклонения
замыкающего звена (![]() )
определим из сборочной размерной цепи
(рис. 3.11 б).
)
определим из сборочной размерной цепи
(рис. 3.11 б).
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Проверяем
![]() мм.
мм.
Тогда
![]() .
.
Расчет размера S для настройки станка проанализируем на примере обработки шпоночного паза в размер А1 по схеме наладки, приведенной на рис. 3.12.
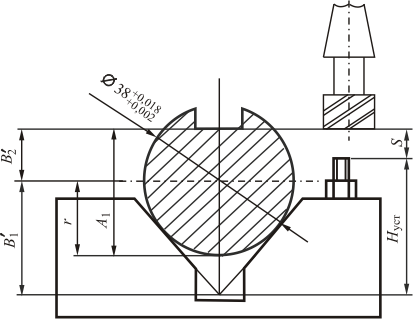
Рисунок 3.12 – Схема наладки фрезерного станка при обработке в размер А1
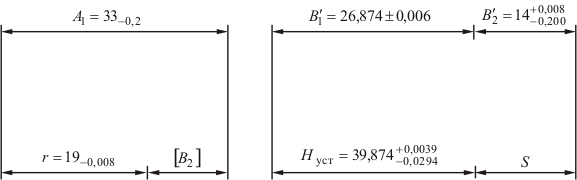
Расчет размера S можно выполнить, решая две размерных цепи: подетальную (рис. 3.13 а), сборочную (рис. 3.13 б).
Замыкающим звеном в подетальной размерной цепи (см. рис. 3.13 а) является размер В2, составляющими – размеры А1 и r.
По условию задачи
![]() (см. рис. 3.7);
(см. рис. 3.7);
![]() мм, допуск на размер r
равен половине допуска на диаметр
цилиндрической поверхности
мм, допуск на размер r
равен половине допуска на диаметр
цилиндрической поверхности
![]() мм.
мм.
Тогда
![]() ,
номинальный размер
,
номинальный размер
![]() мм.
мм.
Предельные отклонения замыкающего звена определены из уравнений подетальной размерной цепи:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Проверяем
![]() мм.
мм.
Тогда
![]() .
.
Замыкающим звеном сборочной размерной цепи (рис. 3.13 б) является настроечный размер S.
а б
Рисунок 3.13 – Схемы размерных цепей: а – подетальная; б – сборочная
Номинальный размер замыкающего звена определим из уравнения
![]() ,
,
где
 ;
;
 .
.
Тогда
![]() ;
;
![]() .
.
Предельные отклонения замыкающего звена S определим из уравнений:
![]() мм;
мм;
![]() мм;
мм;
![]() .
.
Схема настройки инструмента при обработке заготовки в размер А3 приведена на рис. 3.14.
В подетальной размерной цепи составляющими звеньями являются размеры D (увеличивающее звено) и А3 (уменьшающее звено) по отношению к замыкающему звену А1. Номинальный размер замыкающего звена А1 определим из уравнения:
![]() ,
,
где
![]() ;
;
![]() .
.
Тогда А1 = 38 – 5 = 33 мм.
Предельные отклонения замыкающего звена А1 определим из уравнений:
![]() ;
;
![]() мм;
мм;
![]() ;
;
![]() мм;
мм;
![]() мм.
мм.
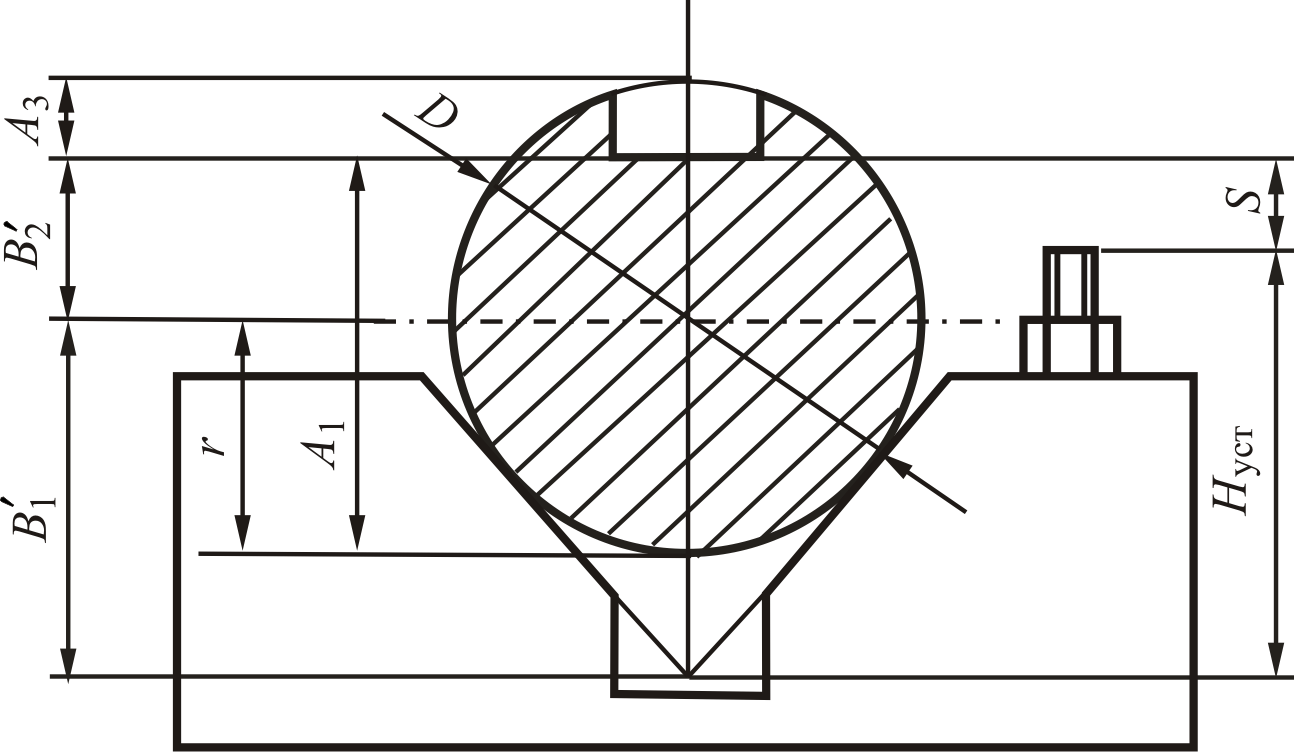
Рисунок 3.14 – Схема настройки инструмента при обработке
заготовки в размер
Так как предельные отклонения принимаются из ограниченного ряда стандартных допусков 0,1; 0,2; 0,3 мм, то принимаем:
![]() мм.
мм.
Поэтому дальнейший расчет размера S аналогичен ранее выполненному по рис. 3.8.