

3.2. Приспособление для базирования и размерной настройки при фрезеровании шпоночного паза
Проектирование приспособления для базирования заготовки и размерная настройка станка при фрезеровании шпоночного паза могут быть выполнены в такой последовательности:
анализ чертежа детали;
выбор станка и режущего инструмента;
составление схемы базирования и закрепления заготовки;
выбор схемы и последовательности настройки инструмента, например, с использованием призмы, контрольного валика и упора в приспособлении;
определение погрешности установки заготовки в приспособлении и размера для первичной настройки станка;
расчет высоты установки упора в приспособлении с помощью размерного анализа схемы установки упора по эталонному валику;
расчет размера для установки положения инструмента при первичной (статистической) настройке станка на базе размерного анализа размерной цепи: «приспособление–инструмент».
Настройка станка, а при необходимости – корректировка настройки по первичным проходам в размер, определённый на стадии проектирования.
На чертеже вала (рис. 3.7) глубина шпоночного паза может быть задана размерами А1 или А3 в зависимости от того, как расположена канавка относительно торца детали: открытая или закрытая. Точность размеров А1 и А3 обеспечивается на фрезерной операции и зависит от точности настройки станка, особенно при обработке серии деталей.
Базирование и крепление вала можно осуществить, например, в приспособлении, собранном из унифицированных элементов комплекта УСП12. Размерная настройка может быть выполнена с помощью упора, настраиваемого, например, контрольным высокоточным валиком.
Принятая схема базирования и крепления заготовки на станке приведена на рис. 3.8.

Рисунок 3.7 – Размеры шпоночного паза на валу
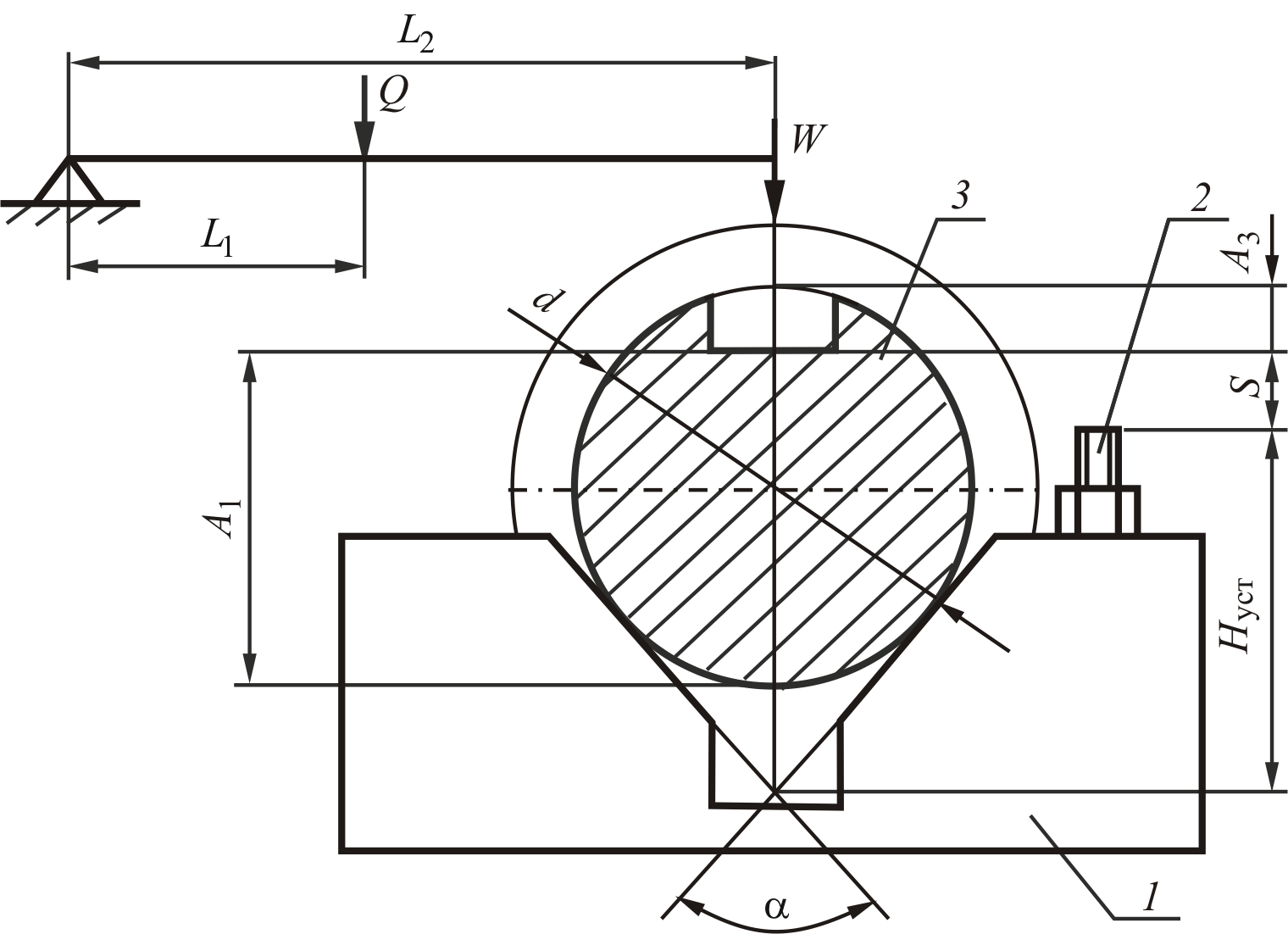
Рисунок 3.8 – Схема установки заготовки:
1 – призма; 2 – упор; 3 – заготовка
А1 и А3 – размеры, которые должны быть обеспечены по чертежу детали; S – размер для настройки инструмента относительно упора 2; Нуст – размер установки упора, который рассчитывается на базе размерного анализа схемы настройки устройства с помощью контрольного валика (рис. 3.9).
Погрешность установки заготовки в приспособлении по принятой схеме базирования рассчитывается по формуле
![]() , (3.11)
, (3.11)
где
![]() – разница граничных отклонений
измерительной базы относительно
установленного на размер режущего
инструмента;
– разница граничных отклонений
измерительной базы относительно
установленного на размер режущего
инструмента;
![]() – часть
погрешности установки, вызванная
несовмещением измерительной и установочной
баз, а при их совмещении – равна допуску
на размер между ними или сумме допусков
на размеры, которые их объединяют.
– часть
погрешности установки, вызванная
несовмещением измерительной и установочной
баз, а при их совмещении – равна допуску
на размер между ними или сумме допусков
на размеры, которые их объединяют.
Для принятой схемы установки заготовки (см. рис. 3.8) погрешности базирования можно рассчитать по формулам:
 при
обработке паза в
размер А1,
(3.12)
при
обработке паза в
размер А1,
(3.12)
 при
обработке паза в
размер А3,
(3.13)
при
обработке паза в
размер А3,
(3.13)
где
![]() – допуск, мм;
– допуск, мм;
![]() – часть
погрешности установки, вызванная
смещением установочной базы относительно
установленного на размер режущего
инструмента под действием приложенных
сил крепления заготовки, мм;
учитывается только тогда, когда
направление силы крепления и направление
размера
заготовки
совпадают.
– часть
погрешности установки, вызванная
смещением установочной базы относительно
установленного на размер режущего
инструмента под действием приложенных
сил крепления заготовки, мм;
учитывается только тогда, когда
направление силы крепления и направление
размера
заготовки
совпадают.
Схема настройки упора по контрольному валику представлена на рис. 3.9.
Размеры
![]() и
и
![]() для настройки станка при фрезеровании
шпоночного паза можно рассчитать с
учетом точности настройки и погрешностей
изготовления с помощью схемы (рис. 3.10)
расположения полей допусков: для размера
А1
– как для основного вала, а для размера
А3
– как для основного отверстия:
для настройки станка при фрезеровании
шпоночного паза можно рассчитать с
учетом точности настройки и погрешностей
изготовления с помощью схемы (рис. 3.10)
расположения полей допусков: для размера
А1
– как для основного вала, а для размера
А3
– как для основного отверстия:
 ; (3.14)
; (3.14)
 , (3.15)
, (3.15)
где R – поле рассеяния размеров заготовки, вызванное влиянием случайных погрешностей; Тн – допуск на настройку инструмента.
Величина R вычисляется по формуле
![]() ,
,
где = 0,02 ‑0,04 мм ( – среднее квадратичное отклонение случайной величины).
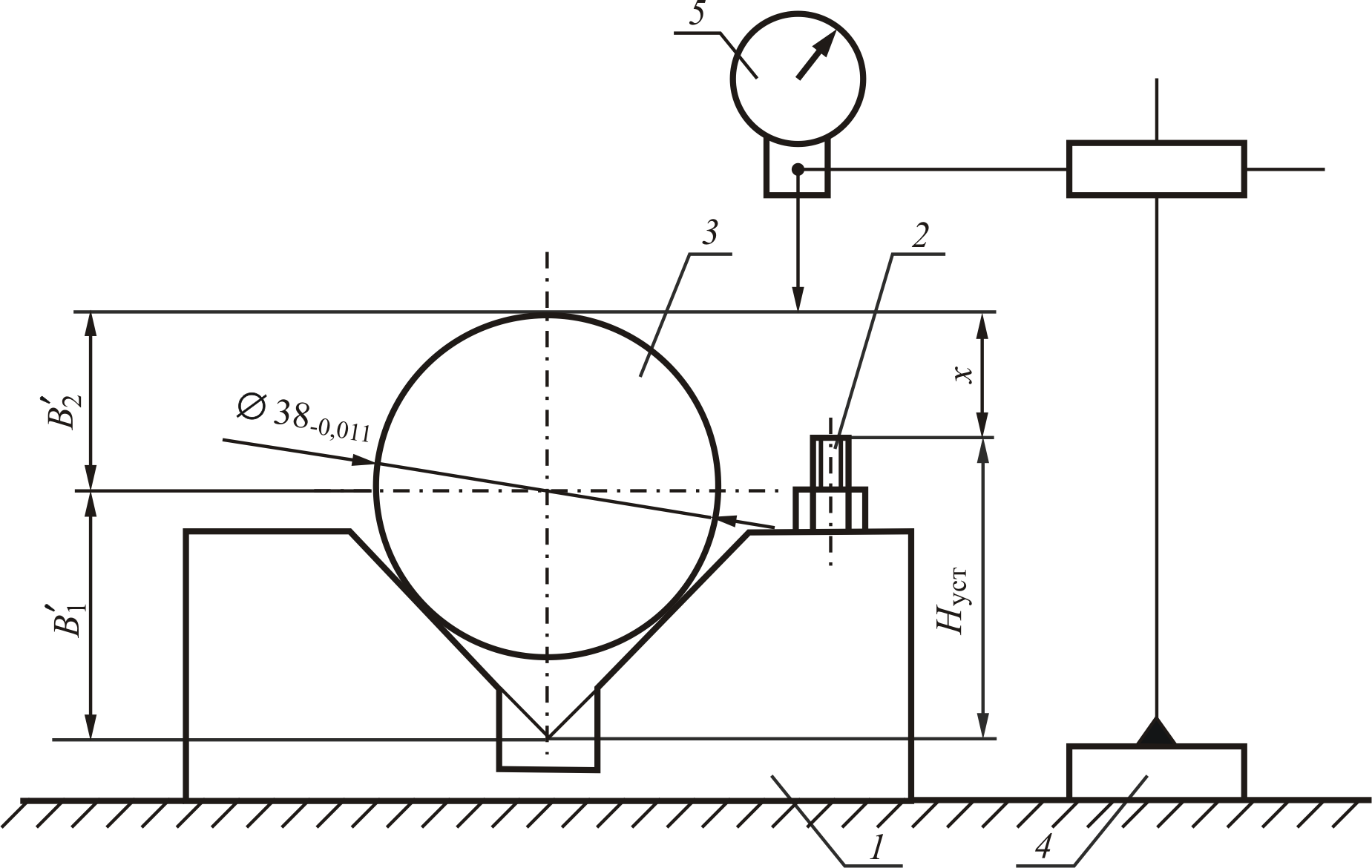
Рисунок 3.9 – Схема настройки упора по контрольному валику:
1 – призма; 2 – упор; 3 – контрольный валик;
4 – магнитная стойка; 5 – индикаторная головка
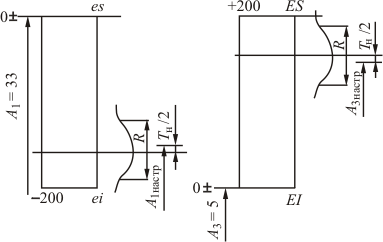
Рисунок 3.10 – Схема расположения полей допусков на изготовление детали