

Глава 3
размерный анализ ПРИ ПРОЕКТИРОВАНИИ
ПРИСПОСОБЛЕНИЙ
3.1. Приспособление с базированием заготовки
на два пальца
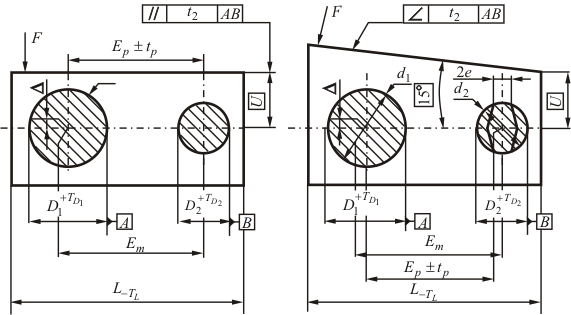
Установка детали (рис. 3.l a) в приспособлении (рис. 3.l б) плоскостью торца и базовыми отверстиями на два пальца (цилиндрический 1 и срезанный 2) для обработки наружного контура или отверстий часто встречается в производстве (обработка корпуса, шатуна и др.). Как общий случай можно рассмотреть обработку поверхности F детали (рис. 3.l a). Поверхность F может быть плоскостью или элементом отверстия, паза и т. п. Эта поверхность может быть параллельной или наклонной к общей оси базовых отверстий А и В (рис. 3.l а).

а б
Рисунок 3.1 – Эскиз детали (а) и приспособлений (б)
При
проектировании приспособления
(см. рис. 3.1 б)
конструктор должен определить диаметры
пальцев –
![]() (цилиндрического) и
(цилиндрического) и
![]() (срезанного), ширину 2е пояска и
межосевое расстояние
(срезанного), ширину 2е пояска и
межосевое расстояние
![]() ,
которые гарантировали бы базирование
заготовки в точном соответствии с
теоретической схемой базирования
(рис. 3.2) и обеспечили бы точность
расположения поверхности F (допуски
t1 и
t2) с
учетом точности размеров детали (допуски
,
которые гарантировали бы базирование
заготовки в точном соответствии с
теоретической схемой базирования
(рис. 3.2) и обеспечили бы точность
расположения поверхности F (допуски
t1 и
t2) с
учетом точности размеров детали (допуски
![]() ,
,
![]() и
и
![]() ).
).

Рисунок 3.2 – Базирование заготовки на плоскость и на два пальца для обработки наружной поверхности F (см. рис. 3.1 а)
В
рассматриваемом примере [38] поверхность
F
должна отвечать требованиям, оговоренными
на чертеже позиционным допуском
![]() и допуском параллельности
и допуском параллельности
![]() относительно осей базовых поверхностей
А
и В
с размерами
относительно осей базовых поверхностей
А
и В
с размерами
![]() и
и
![]() .
.
Если заготовка на операции обработки поверхности F базируется с установкой на плоскость и отверстия с помощью двух пальцев, то она лишается шести степеней свободы.
Погрешность базирования при установке
заготовки в приспособлении можно заранее
рассчитать, если известна точность
размеров детали по чертежу и точность
установочных элементов приспособления.
Вместе с тем, если известны требования
к точности детали, схема базирования
заготовки и конструкция элементов
приспособления, можно рассчитать допуски
,
и
![]() на размеры
и
и размер 2е срезанного пальца
приспособления.
на размеры
и
и размер 2е срезанного пальца
приспособления.
Задача по расчету точности размеров приспособления решается на базе анализа связанных размерных цепей детали и приспособления.
Срезанный палец позволяет увеличить зазор между ним и отверстием детали. Этот зазор необходим для компенсации допустимых отклонений между осями отверстий обрабатываемых заготовок.
Схема
образования зазоров между двумя
цилиндрическими пальцами и цилиндрическими
отверстиями ![]() и
представлена на рис. 3.3. С её помощью
можно определить влияние допуска
параллельности
на смещение осей
и
представлена на рис. 3.3. С её помощью
можно определить влияние допуска
параллельности
на смещение осей
![]() .
.
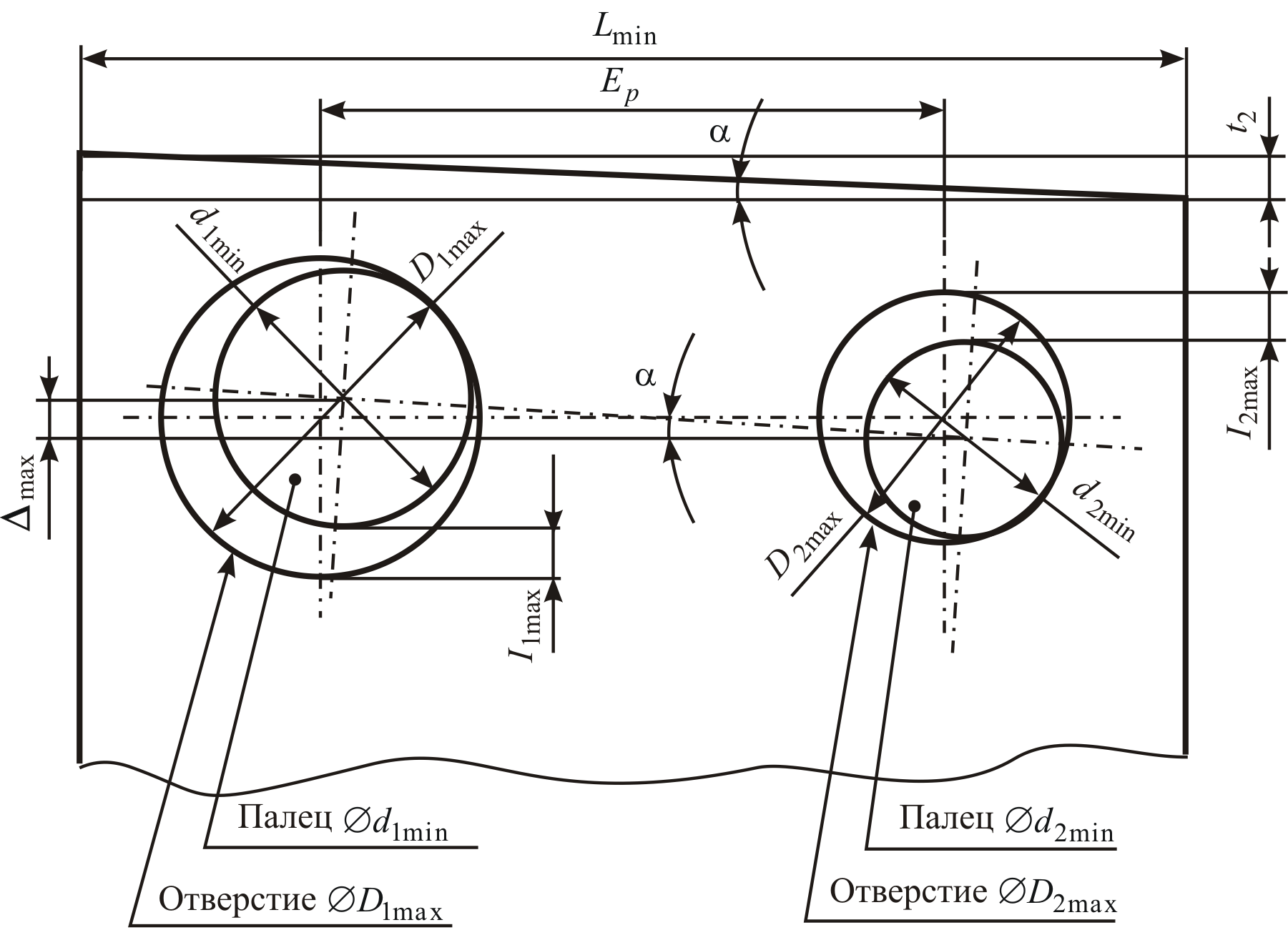

Рисунок 3.3 – Схема расположения заготовки и пальцев приспособления
Для упрощения задачи расчета и размеров центрирующего и упорного пальцев целесообразно рассортировать основные размеры заготовки, приспособления и межосевые расстояния на известные, выбираемые и расчетные величины (табл. 3.1.).
Таблица 3.1 – Известные, выбираемые и расчетные величины заготовки и пальцев приспособления (см. рис. 3.l б)
Известные величины |
||
Диаметры отверстий заготовки (детали) |
|
|
Межосевое расстояние |
|
|
Допуск параллельности |
|
|
Длина детали (поверхность F) |
|
|
Выбираемые величины |
||
Диаметр центрирующего пальца |
|
|
Межосевое расстояние «палец–палец» |
|
|
Расчетные величины |
||
Наибольшее смещение |
|
|
Диаметр упорного пальца |
|
|
Расстояние
между осями: «упорный палец–отверстие
|
а |
|
Ширина цилиндрической части упорного пальца |
2е |
|
Наибольшее смещение можно рассчитать
![]() , (3.1)
, (3.1)
то есть
![]()
![]() , (3.2)
, (3.2)
где
![]() и
и
![]() – зазоры в соединениях цилиндрического
и срезанного пальцев с деталью.
– зазоры в соединениях цилиндрического
и срезанного пальцев с деталью.
Можно записать:
 ,
,
откуда
 . (3.3)
. (3.3)
Таким образом,
 . (3.4)
. (3.4)
В соответствии с зависимостью (3.1) можно записать
![]() ,
,
откуда
![]() .
(3.5)
.
(3.5)
По этой формуле можно рассчитать наименьший предельный размер упорного пальца.
Для
расчета наибольшего предельного размера
![]() упорного пальца составим схему (рис. 3.4),
которая объединяет сборочные размерные
цепи заготовки и приспособления.
упорного пальца составим схему (рис. 3.4),
которая объединяет сборочные размерные
цепи заготовки и приспособления.
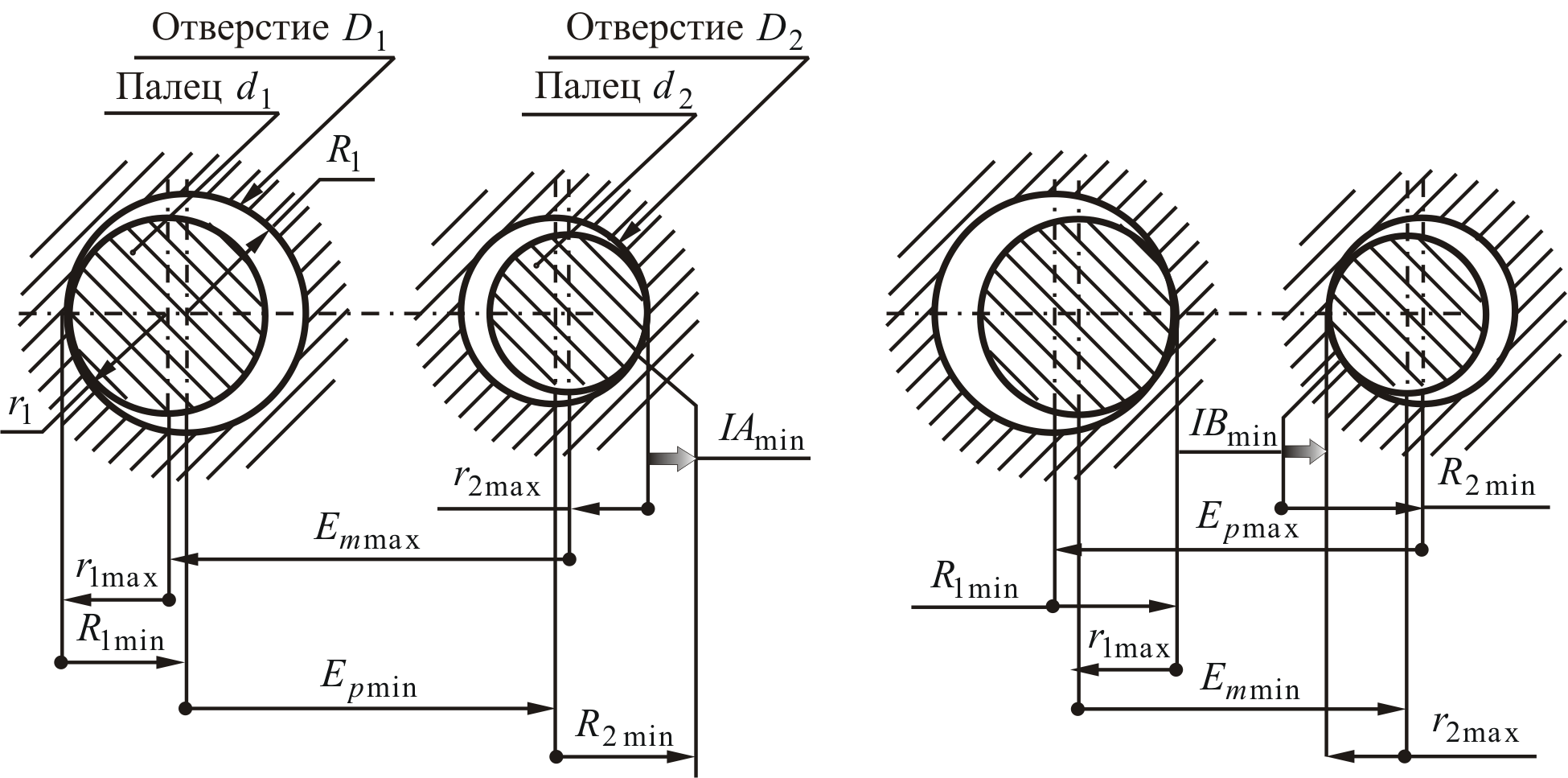
а б
Рисунок 3.4 – Варианты предельного радиального расположения центрирующего
и упорного пальцев
В первом случае (см. рис. 3.4 а), наиболее распространенном, пальцы максимально разведены друг относительно друга, а во втором случае (см. рис. 3.4 б) они максимально приближены друг к другу в пределах поверхностей детали по чертежу.
Для IA = 0 (см. рис. 3.4 а):
![]() ;
;
![]() ;
;
![]() . (3.6)
. (3.6)
Для
![]() = 0
(см. рис. 3.4):
= 0
(см. рис. 3.4):
![]() ;
;
![]() ;
;
![]() . (3.7)
. (3.7)
При
выборе формы упорного пальца (
)
рекомендуется руководствоваться
следующими соображениями. Если
![]() ,
то палец – цилиндрический, если нет –
то палец – срезанный.
,
то палец – цилиндрический, если нет –
то палец – срезанный.
Ширину срезанного пальца можно рассчитать, анализируя схему его расположения (рис. 3.5 a) и схемы размерных цепей заготовки приспособления (рис. 3.5 б, в).
Определим толщину 2е срезанного пальца по схеме (см. рис. 3.5 а):
![]() ,
,
откуда
![]() ;
;
![]() ,
,
откуда
![]() ;
;
![]() ,
,
где
![]() ,
,
![]() .
.
Тогда
![]() ;
;
![]() ;
;
![]() ,
,
откуда
 .
(3.8)
.
(3.8)
Величина а известна из предварительных расчетов.
Определение смещения осей выполняется на базе анализа размерных цепей.
Рассмотрим два случая (см. рис. 3.5 б, в) взаимного расположения цилиндрического и срезанного пальцев относительно обрабатываемой заготовки.
Первый случай (см. рис. 3.5 б).
Для IC = 0 имеем:
![]() ,
,
откуда
![]() . (3.9)
. (3.9)
Второй случай (см. рис. 3.5 в).
Для ID = 0 имеем:
![]() ,
,
откуда
![]() . (3.10)
. (3.10)
Рекомендации по выбору а:
при расчете толщины 2е срезанного пальца по формуле (3.8) принимают большее из двух расчетных значений а, полученных в расчетах по формулам (3.9) и (3.10);
если номинальные размеры межосевых расстояний
 и
одинаковы и поля допусков симметричны,
то величину а
рассчитывают по любой из формул (3.9) или
(3.10).
и
одинаковы и поля допусков симметричны,
то величину а
рассчитывают по любой из формул (3.9) или
(3.10).
а
б в
Рисунок
3.5 – Размерные цепи для расчета
несовпадения осей
![]() упорного пальца и отверстия
и толщины 2е
срезанного пальца
упорного пальца и отверстия
и толщины 2е
срезанного пальца
Рассмотрим примеры (рис. 3.6 а, б) расчета размеров пальцев приспособления для операции обработки поверхности F. В первом случае (см. рис. 3.6 а) точность расположения поверхности F задается допуском параллельности, а во втором (см. рис. 3.6 б) – допуском наклона.
Для первого случая (см. рис. 3.6 а) известные, выбираемые и расчетные размеры элементов детали и приспособления записываем в табл. 3.2.
Наибольшее смещение осей , мм, рассчитываем по формуле (3.3)
 .
.
Наименьший диаметр упорного кольца, мм, определяем по формуле (3.5):
![]()
= 30,05 – 29,97+ 20,1 – 21,336 = 17,50.
а б
Рисунок 3.6 – Чертежи деталей: а – с допуском параллельности поверхности F;
б – с допуском наклона поверхности F
Определим наибольший диаметр упорного пальца, мм, по формуле (3.6):
![]()
=30 + 299,8 + 2100,01 – 29,99 = 19,59.
Форму упорного пальца (полный или срезанный) выбираем по соотношению и . Если , то палец – цилиндрический, а если нет, то – срезанный.
В нашем случае , т.е. 19,59 > 17,50, поэтому упорный палец – цилиндрический.
Таблица 3.2 – Параметры заготовки и приспособления (см. рис. 3.6 а)
Известные величины |
||
Диаметры отверстий, мм |
|
|
Межосевое расстояние, мм |
|
|
Допуск параллельности |
|
|
Длина детали, мм |
|
|
Выбираемые величины |
||
Диаметр центрирующего пальца, мм |
|
|
Межосевое расстояние «палец–палец» |
|
|
Расчетные величины |
||
Наибольшее смещение осей, мм |
|
|
Диаметр упорного пальца, мм |
|
|
Смещение осей «упорный палец–отверстие» |
а= |
|
Ширина срезаемого пальца, мм |
2е= |
|
Для второго случая (см. рис. 3.6 б) известные, выбираемые (назначаемые) и расчетные размеры элементов детали и приспособления записываем в табл. 3.3.
Рассчитаем наибольшее смещение осей приспособления, мм, (рис. 3.3) по формуле:
 ,
,
откуда
 .
.
Таблица 3.3 – Параметры заготовки и приспособления (см. рис. 3.6 б)
Известные величины |
||
Диаметры отверстий, мм |
|
|
Межосевое расстояние, мм |
|
|
Допуск параллельности |
|
|
Длина детали, мм |
|
|
Выбираемые величины |
||
Диаметр центрирующего пальца, мм |
|
|
Межосевое расстояние «палец–палец» |
|
|
Расчетные величины |
||
Наибольшее смещение осей, мм |
|
|
Диаметр упорного пальца, мм |
|
|
Смещение осей «упорный палец–отверстие» |
а = 0,205 |
|
Ширина срезаемого пальца, мм |
2е = 4,66 |
|
Определим предельные размеры и упорного кольца, мм:
=30 + 299,8 + 2100,01 – 29,99 = 19,59;
= 30,05 – 29,97 + 20,1 – 20,129 = 19,92.
, т.е. 19,59 19,92, следовательно, упорный палец должен быть срезанным. Рассчитываем и 2е, мм:
![]()
= 100,01 + 14,995 – 15 – 99,8 = 0,205;
 .
.
Чтобы рассчитать величину 2е, мм, следует принять =19,9, но не 19,59.