

II ступень ;
III ступень ;
IV ступень .
Сравнительная средняя точность составляющих звеньев при различных методах достижения точности исходного звена приведена в табл. 2.8. Средний квалитет определялся согласно ГОСТ 25346-89 (СТ СЭВ 145-75) по величине среднего допуска Тс и среднего размера составляющих звеньев Ас = 19 мм.
Таблица 2.8 – Сравнение методов достижения точности исходного звена размерной цепи (см. рис. 2.11)
Метод достижения точности |
А1(Ак) |
А2 |
А3 |
А4 |
|
Средняя точность составляющих звеньев |
|
средний допуск
|
средний квалитет |
||||||
Полной взаимозаменяемости |
|
38–0,12 |
12–0,12 |
20–0,08 |
0,26 |
0,065 |
≈9 |
Неполной взаимозаменяемости |
|
38–0,20 |
12–0,08 |
20–0,14 |
0,26 |
0,125 |
≈11 |
Групповой взаимозаменяемости |
|
38–0,39 |
12–0,09 |
20–0,24 |
0,26 |
0,195 |
≈12 |
Пригонки |
|
38–0,25 |
12–0,18 |
20–0,21 |
0,26 |
0,200 |
≈12 |
Регулирования |
|
38–0,40 |
12–0,18 |
20–0,24 |
0,26 |
0,245 |
12…13 |
*В наборе имеется четыре компенсатора с размерами четырёх ступеней с допуском на изготовление Тк = 0,16 мм.
2.9. Пример расчета размерной цепи вертикально-фрезерного станка [22]
На рис. 2.13 дан пример сборочной размерной цепи , определяющей неперпендикулярность оси вращения шпинделя к рабочей поверхности стола в направлении его поперечной оси.
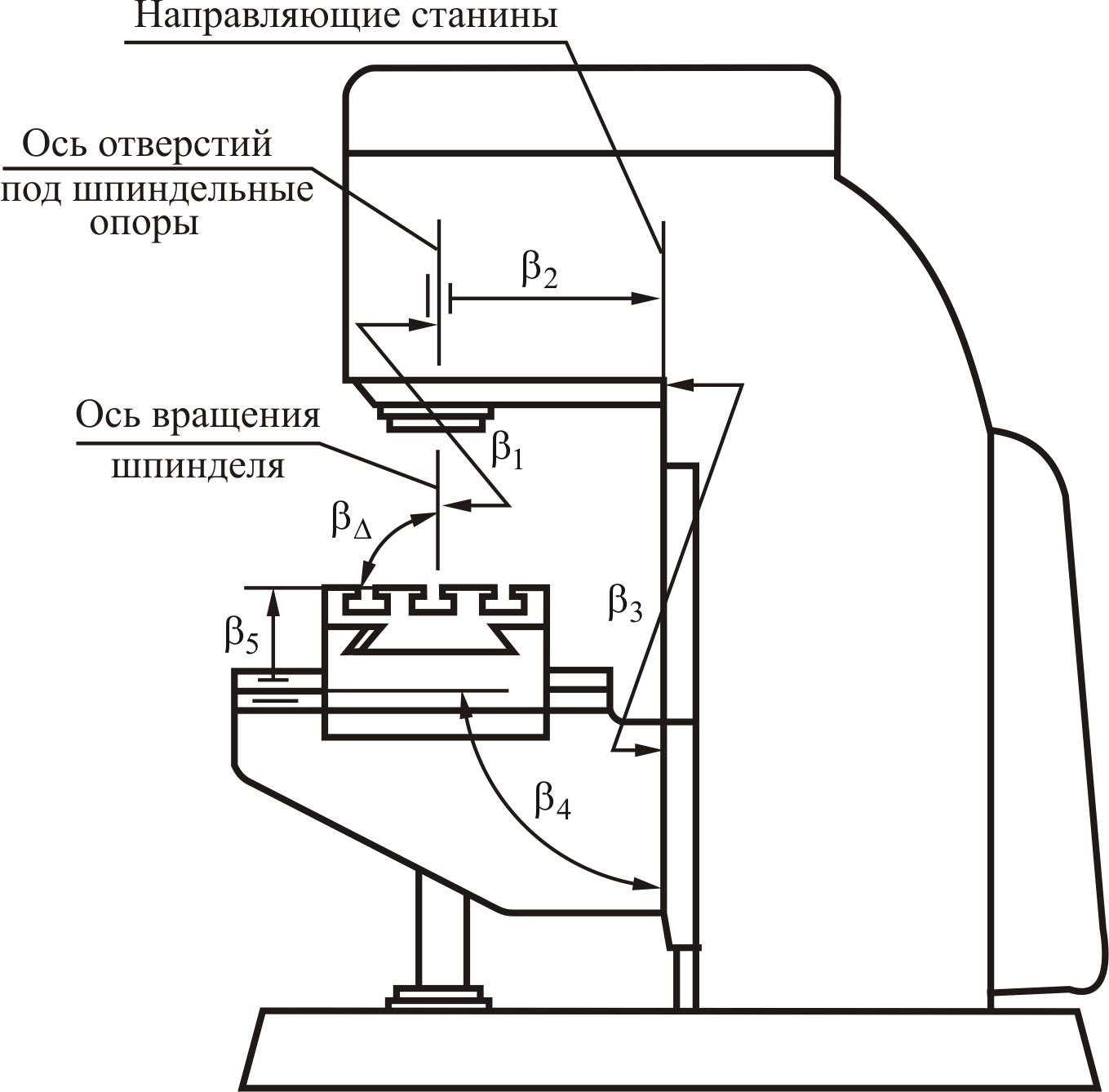
Рисунок 2.13 – Схема размерной цепи, определяющей неперпендикулярность
оси вращения шпинделя к рабочей поверхности стола
в направлении его поперечной оси
Сборка узлов станка должна обеспечить неперпендикулярность оси вращения шпинделя вертикально-фрезерного станка к рабочей поверхности стола в пределах 0,03 мм на длине 300 мм. При этом неперпендикулярность оси вращения шпинделя к рабочей поверхности стола допускается только в сторону станины.
Указанные выше требования к сборке вертикально-фрезерного станка определяют исходное звено сборочной размерной цепи Δ и задачу проектирования точности составляющих звеньев βi.
Неперпендикулярность оси вращения шпинделя к рабочей поверхности стола является замыкающим звеном Δ сборочной размерной цепи. Номинальный размер Δ = 0, его точность ограничена двумя предельными отклонениями Δ = 0–0,03 .
Составляющие звенья:
![]() непараллельность
оси вращения шпинделя к оси отверстий
в головке станины под шпиндельные опоры;
непараллельность
оси вращения шпинделя к оси отверстий
в головке станины под шпиндельные опоры;
![]() непараллельность
оси шпиндельных отверстий в головке
станины к направляющим станины;
непараллельность
оси шпиндельных отверстий в головке
станины к направляющим станины;
![]() непрямолинейность
направляющих станины;
непрямолинейность
направляющих станины;
![]() неперпендикулярность
направляющих консоли в вертикальной
плоскости;
неперпендикулярность
направляющих консоли в вертикальной
плоскости;
![]() непараллельность
рабочей поверхности стола и направляющих
салазок в поперечном направлении.
непараллельность
рабочей поверхности стола и направляющих
салазок в поперечном направлении.
Отклонения углов всех составляющих звеньев размерной цепи представляют собой скалярные ошибки.
Значения передаточных отклонений принимаем из следующих соображений. Примем условную вершину угла для звеньев , и в верхней части схемы, а для звена 5 в правой части схемы. Таким образом, замыкающее звено Δ ограничено с левой стороны звеном 1, а с правой стороны – звеном 5. Тогда передаточные отклонения звеньев:
ξ1 = ξ2 = ξ3 =+1;
ξ4 = ξ5 = –1.
Уравнение размерной цепи (1.3)
![]() .
.
Данные, необходимые для расчета, заносим в табл. 2.9. Половина поля рассеивания размера замыкающего звена (1.13)
![]() мм.
мм.
Координата середины поля рассеивания размера замыкающего звена
![]() мм.
мм.
В
сборочном чертеже на комплект стола с
салазками записывается техническое
условие в виде: «Наклон рабочей поверхности
стола в сторону станины в пределах
 мм/lн».
мм/lн».
Таблица 2.9 – Параметры звеньев размерной цепи (см. рис. 2.13), определяющей неперпендикулярность оси вращения шпинделя к рабочей поверхности стола в направлении его поперечной оси
Звено размерной цепи |
Передаточное отношение |
Размеры и допускаемые отклонения |
Технологическая операция |
α |
k |
||
заданные |
первая попытка |
принятые (рекомен-дуемые) |
|||||
|
|
|
|
|
сборка |
0,0 |
1,0 |
|
+1 |
– |
|
|
сборка |
0,0 |
1,0 |
|
+1 |
|
|
|
шабрение |
0,0 |
1,0 |
|
+1 |
|
|
|
шлифование |
0,0 |
1,0 |
|
–1 |
|
|
|
шабрение |
0,0 |
1,0 |
|
–1 |
|
|
|
шабрение |
0,0 |
1,0 |
