

2.8.3. Метод групповой взаимозаменяемости
Расчет размерной цепи при групповой взаимозаменяемости производится обычно методом max-min.
При решении задачи методом групповой взаимозаменяемости, прежде всего, необходимо определить число групп, на которые должны быть рассортированы детали после изготовления, и значение производственного допуска замыкающего звена. Количество сортировочных групп влияет на величину производственного допуска (2.3):
![]() ,
,
где p число сортировочных групп.
Предположим,
что расширение допуска исходного звена
![]() мм в три раза в данном примере является
экономически обоснованным, в связи с
чем число групп р
= 3.
мм в три раза в данном примере является
экономически обоснованным, в связи с
чем число групп р
= 3.
Производственный допуск замыкающего звена
![]() мм.
мм.
При методе групповой взаимозаменяемости должны быть выполнены условия (2.1), (1.4). Число сортировочных групп во всех составляющих звеньях должно быть одинаковым.
В соответствии с условием (2.1) можно записать равенство
![]() ,
,
отсюда
![]() мм,
мм,
![]() мм.
мм.
Учитывая
сложность изготовления деталей, а также
то, что допуски составляющих звеньев
должны быть кратны числу сортировочных
групп p = 3,
определим
подбором допуски Тi:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Все составляющие звенья имеют охватываемые поверхности. Поэтому предельные отклонения на эти звенья назначим как на основной вал.
Определим координаты середин полей допусков составляющих звеньев (2.6):
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Из условия (1.7) определим координату середины поля допуска первого звена, принятого в качестве корректирующего:
 ,
,
откуда
![]() мм.
мм.
Определим предельные отклонения корректирующего звена по формулам (1.8) и (1.9):
![]() мм;
мм;
![]() мм.
мм.
Запишем исполнительный размер первого звена:
![]() .
.
Выполним проверку проектных расчетов:
 мм;
мм;
 мм;
мм;
 мм;
мм;
![]() мм.
мм.
Анализ параметров по результатам решения поверочной задачи показывает, что проектная задача решена правильно.
Для упрощения расчета предельных размеров сортировочных групп по каждому составляющему звену размерной цепи, строим схемы расположения полей допусков этих звеньев (рис. 2.12).
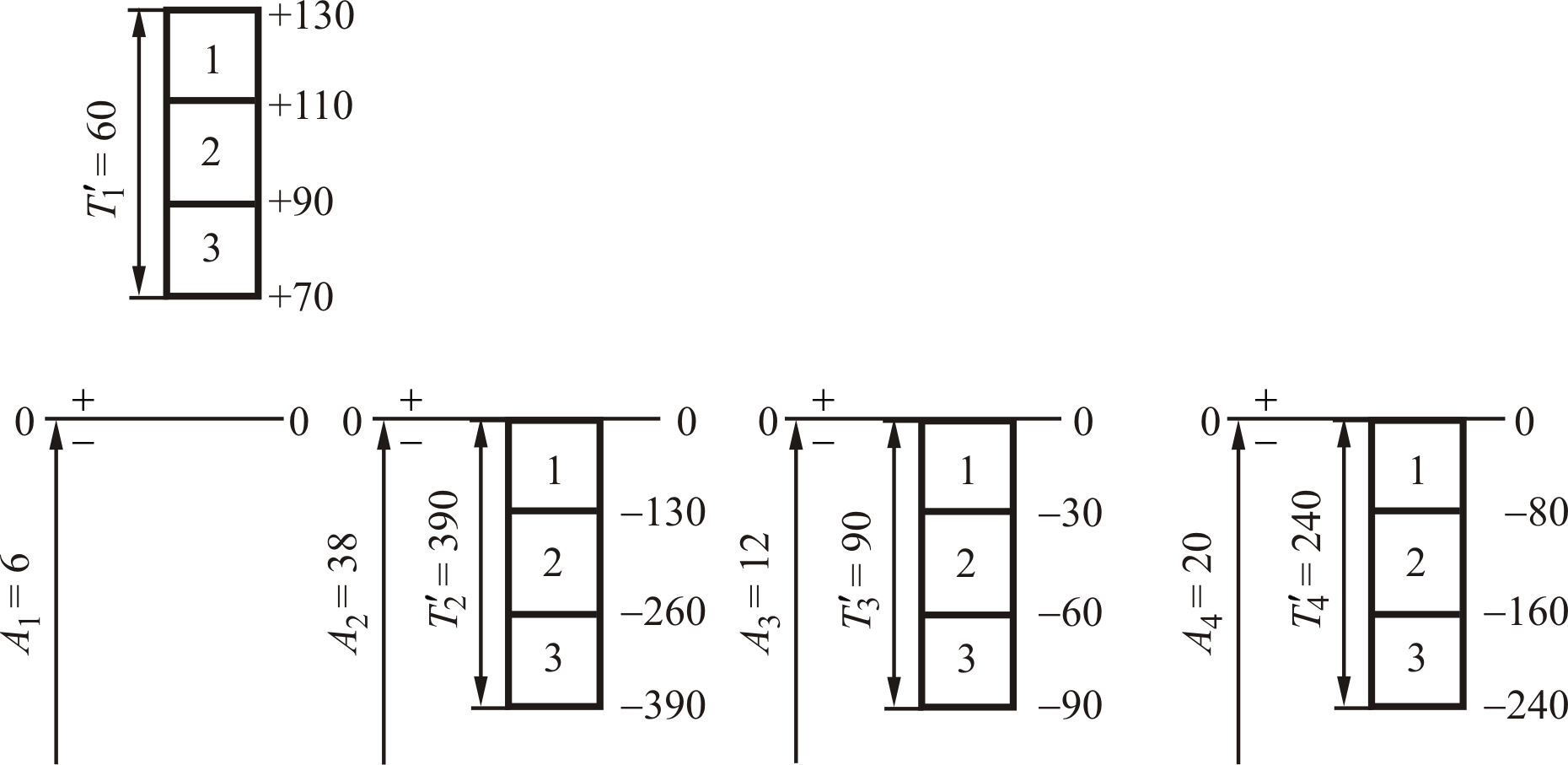
Рисунок 2.12 – Схема полей допусков составляющих звеньев сборочной размерной цепи (рис. 2.10 б) для случая групповой взаимозаменяемости
(1, 2, 3 – номера сортировочных групп)
Приведенная схема (см. рис. 2.12) упрощает расчет предельных размеров деталей в сортировочных группах по каждому составляющему звену (табл. 2.5).
Таблица 2.5 – Предельные размеры деталей сортировочных групп сборочной размерной цепи (см. рис. 2.11 б)
Группа |
Размеры сортировочных групп |
Допуск замыкающего звена, мм |
|||||||
А1 |
А2 |
А3 |
А4 |
||||||
max |
min |
max |
min |
max |
min |
max |
min |
||
1 |
6,13 |
6,11 |
38,00 |
37,87 |
12,00 |
11,97 |
20,00 |
19,92 |
0,26 |
2 |
6,11 |
6,09 |
37,87 |
37,74 |
11,97 |
11,94 |
19,32 |
19,84 |
0,26 |
3 |
6,09 |
6,07 |
37,74 |
37,71 |
11,94 |
11,91 |
19,84 |
19,76 |
0,26 |
При расчете предельных размеров деталей в сортировочных группах целесообразно использовать формулы (2.11), (2.12) и (2.13).
В табл. 2.5 приведены предельные размеры деталей сортировочных групп при достижении точности сборки методом групповой взаимозаменяемости.