

2.8. Сравнение методов сборки. Примеры
Рассмотрим для сравнения все методы сборки изделия, схема которого приведена на рис. 2.11.
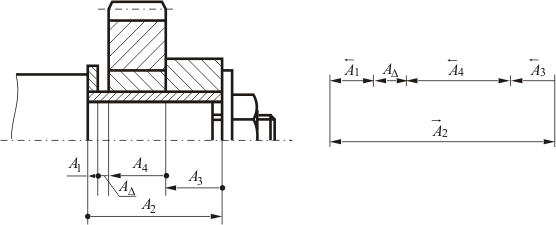
Входные данные: конструкция изделия (рис. 2.11 а); схема размерной цепи (рис. 2.11 б); требования к замыкающему звену:
АΔ = 0, ТΔ =0,26 мм, esΔ = 0, eiΔ = –0,26 мм, = –0,13 мм;
передаточное отношение составляющих звеньев размерной цепи:
ξ1 = –1; ξ2 = +1; ξ3 = ξ4 = –1;
способ решения проектной задачи – способ подбора (пробных расчетов).
Решаемые задачи: обеспечить сборкой зазор между торцами зубчатого колеса и проставочного кольца в пределах от 0 до 0,26 мм;
а б
Рисунок 2.11 – Конструкция узла крепления промежуточного зубчатого колеса:
а сборочный узел; б схема размерной цепи.
А1 = 6 мм; А2 = 38 мм; А3 = 12 мм; А4 = 20 мм
2.8.1. Метод полной взаимозаменяемости
Подбор допусков составляющих звеньев должен обеспечивать условие (1.4):
![]() .
.
Учитывая
степень сложности достижения требуемой
точности составляющих звеньев, назначим
допуски
:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Назначим предельные отклонения на звенья А2, А3 и А4 как на основной вал: 38–0,12 , 12–0,14 , 20–0,08 .
Звено А1 в расчетах примем как корректирующее звено, а его предельные отклонения определим путем расчета.
Координату середины поля допуска составляющих звеньев, кроме корректирующего звена, рассчитаем по формуле (2.6) :
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Координату середины поля допуска корректирующего звена (А1) находим из уравнения (1.7):

![]() ,
,
откуда
![]() =+0,13
мм.
=+0,13
мм.
Зная и Т1, рассчитываем предельные отклонения корректирующего звена (А1) по формулам (2.8) и (2.9):
![]() мм;
мм;
![]() мм.
мм.
Правильность назначения допусков и предельных отклонений составляющих звеньев проверяем по формулам (1.5) и (1.6):
 мм;
мм;
 мм.
мм.
Результаты проверки показывают, что проектная задача решена правильно.
Исполнительный размер звена А1 можно записать в виде:
![]() .
.
2.8.2. Метод неполной взаимозаменяемости
Задаем
значения
коэффициентов
риска
![]() и λi
,
характеризующего
закон
распределения отклонений размеров.
и λi
,
характеризующего
закон
распределения отклонений размеров.
Допустим,
что в нашем примере риск Р = 0,27 %,
при котором
![]() ,
экономически оправдан.
,
экономически оправдан.
Полагая, что условия изготовления таковы, что распределение отклонений размеров будет близким к закону Гаусса, принимаем:
.
Учитывая трудности в достижении точности каждого составляющего звена, устанавливаем подбором следующие величины допусков:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Правильность подбора проверяем по формуле (2.18)
 =
3
=
3 мм.
мм.
Подбор допусков по вероятностному методу можно ускорить, если положить, что допуски при этом могут быть увеличены примерно в два раза по сравнению с методом max-min.
Выбираем
следующие предельные отклонения на
размеры А2,
А3
и А4:
38–0,20
, 12–0,08
, 20–0,14
. Координаты середин полей допусков
оределяем
для этих звеньев расчетом:
![]() мм;
мм;
![]() мм;
мм;
![]() мм. Координату середины поля допуска
на второе, как корректирующее звено,
определяем
расчетом из условия:
мм. Координату середины поля допуска
на второе, как корректирующее звено,
определяем
расчетом из условия:
![]()
Следовательно,
![]() мм.
мм.
Рассчитаем предельные отклонения корректирующего (А1) звена:
![]() мм;
мм;
![]() мм.
мм.
Тогда исполнительный размер первого звена можно записать в виде:
![]() .
.
Правильность найденных параметров составляющих звеньев может быть проверена по формулам (1.21), (1.22):
 мм;
мм;
 мм;
мм;
Исполнительные размеры составляющих звеньев:
![]() ,
38–0,20
, 12–0,08
, 20–0,14
.
,
38–0,20
, 12–0,08
, 20–0,14
.