

2.5. Метод пригонки
Метод состоит в том, что на все составляющие звенья размерной цепи назначают расширенные допуски, а требуемую точность исходного звена обеспечивают за счет индивидуальной пригонки путем снятия припуска, например, опиливанием, подторцовыванием, шабрением, притиркой и т. п., с одной из деталей изделия-компенсатора. В зависимости от конструкции узла в качестве компенсатора может быть принята одна из деталей изделия или дополнительная деталь, вводимая в качестве компенсатора (прокладка, проставочное кольцо и т. п.).
Припуск, снимаемый в процессе пригонки, определяют предварительно путём расчета, а величину конкретного слоя материала, снимаемого с компенсатора, определяют после предварительной сборки и измерений. Расчет размерной цепи производят методом max-min или вероятностным методом.
Метод пригонки применяют в индивидуальном или мелкосерийном производстве, когда нет возможности применить другие методы для достижения точности исходного звена.
К недостаткам метода относится низкая производительность, которая зависит от величины припуска на пригонку, способа пригонки, требуемой точности сборки, уровня механизации сборочных работ. Метод не обеспечивает полную взаимозаменяемость, усложняет ремонт изделий и снабжение запчастями.
Точность метода пригонки должна быть в пределах точности исходного звена
Tk ≤ TΔ , (2.43)
где Tk допуск на размер компенсатора; TΔ допуск исходного звена сборочной размерной цепи по условию задачи проектирования.
Припуск на операцию индивидуальной пригонки называют величиной компенсации Tкомп и определяют по формуле (2.19):
![]() ,
,
где
![]()
производственный допуск замыкающего
звена, рассчитанный
по формуле (2.18).
производственный допуск замыкающего
звена, рассчитанный
по формуле (2.18).
Расчет
размерной цепи методом пригонки сводится
к определению среднего размера
![]() ,
который гарантирует при сборке достижение
точности замыкающего звена путем снятия
припуска с компенсатора при расширенных
допусках
составляющих звеньев.
,
который гарантирует при сборке достижение
точности замыкающего звена путем снятия
припуска с компенсатора при расширенных
допусках
составляющих звеньев.
В расчетах среднего размера компенсатора следует учитывать характер звена компенсатора в размерной цепи, а также то, как изменяется размер компенсатора при снятии с него припуска (табл. 2.4).
Таблица 2.4 – Формулы для расчета размера компенсатора при сборке методом пригонки
Деталь |
Сведения о компенсаторе |
Символ звена |
Расчетные формулы |
Номер формулы |
|
Что происходит со звеном при снятии припуска |
Характер звена в размерной цепи |
||||
Вал |
уменьшается |
уменьшающее |
|
|
2.34 |
уменьшается |
увеличивающее |
|
|
2.32 |
|
Отверстие |
увеличивается |
уменьшающее |
|
|
2.35 |
увеличивается |
увеличивающее |
|
|
2.33 |
|
Если расчетный размер не равен целому числу, рекомендуется его округлять до целого, а разность несоответствия следует учитывать с помощью предельных отклонений компенсатора.
Взаимосвязь между параметрами компенсатора поясняет рис. 2.5.
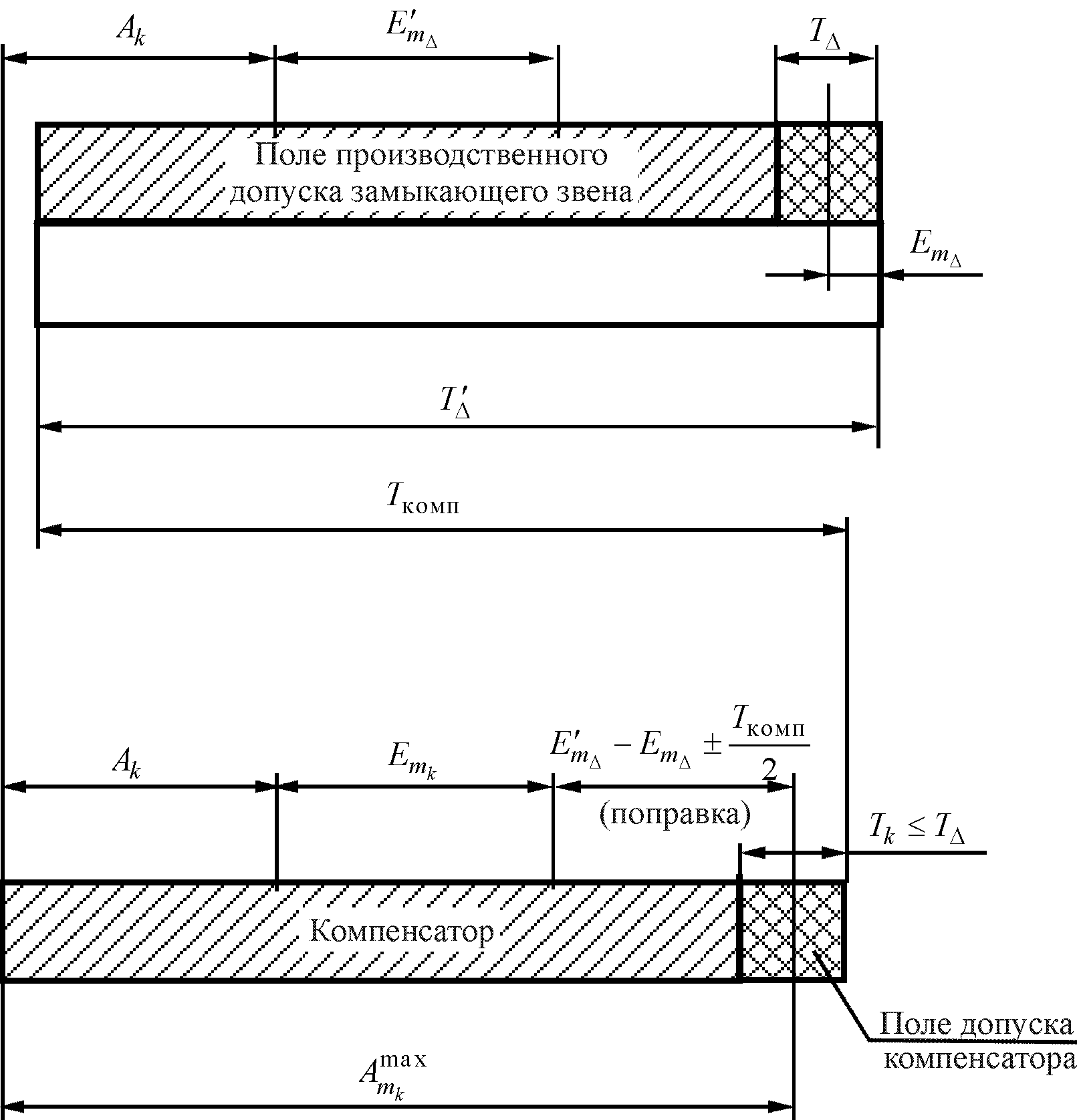
Рисунок 2.5 – Схема расположения полей допусков компенсатора
и замыкающего звена сборочной размерной цепи
Предельные размеры заготовки компенсатора определяют по формулам:
![]() ; (2.44)
; (2.44)
![]() , (2.45)
, (2.45)
где средний размер заготовки компенсатора, определяемый в зависимости от различных условий по формулам (2.32), (2.33), (2.34) или (2.35).
Расчет размерной цепи при достижении точности сборки методом пригонки выполняют в такой последовательности:
Подготовить входные данные: сборочный чертеж изделия; схему сборочной размерной цепи; требования к точности замыкающего звена; характер составляющих звеньев; метод расчета.
Обосновать целесообразность применения пригонки как метода достижения точности сборки:
рассчитать средний допуск Тс составляющих звеньев;
сравнить допуск Тс с погрешностями предполагаемых методов финишной обработки поверхностей деталей, входящих в сборочную размерную цепь;
обосновать целесообразность метода пригонки.
Выбрать компенсирующее звено.
Выбрать способ пригонки и назначить допуск Tk на пригонку из условия (2.43).
Выбрать предельные отклонения составляющих звеньев (см. табл. 2.2) и рассчитать координату середины поля допуска составляющих (по формуле (2.6)).
Определить производственный допуск замыкающего звена по формуле (2.18).
Определить величину наибольшей возможной компенсации по формуле (2.19).
Рассчитать среднее отклонение
 (1.7), (2.17) поля производственного допуска
замыкающего звена.
(1.7), (2.17) поля производственного допуска
замыкающего звена.Рассчитать средний размер заготовки компенсатора в зависимости от типа компенсирующего звена по формулам (2.32), (2.33), (2.34) или (2.35).
Определить исполнительный и предельный размеры компенсатора-заготовки по формулам (2.44), (2.45).