

1.10. Примеры решения параллельно связанных размерных цепей
Рассмотрим пример решения параллельно связанных размерных цепей в поверочной задаче методом max-min. Схемы размерных цепей приведены на рис. 1.21.
а
б
Рисунок 1.21 – Параллельно связанные размерные цепи:
а общим является составляющее звено; б общим является замыкающее звено
В размерной цепи А звенья А1 и А2 являются уменьшающими, а звенья а3 и А4 – увеличивающими.
Допуск замыкающего звена определяем из зависимости (формула (1.4)):
 мм.
мм.
Предельные отклонения устанавливаем по формулам (1.5) и (1.6):
 мм;
мм;
 мм.
мм.
Координату середины поля допуска составляющих и замыкающих звеньев устанавливаем по формулам (1.10) и (1.18):
![]() =
0,5[(+0,04)+(–0,06)] = –0,01 мм;
=
0,5[(+0,04)+(–0,06)] = –0,01 мм;
![]() =
0,5[(+0,056)+(–0,084)] = –0,014 мм;
=
0,5[(+0,056)+(–0,084)] = –0,014 мм;
![]() =
0,5[(+0,072)+(–0,048)] = +0,012 мм;
=
0,5[(+0,072)+(–0,048)] = +0,012 мм;
![]() =
0,5[(+0,084)+(–0,056)] = +0,014 мм;
=
0,5[(+0,084)+(–0,056)] = +0,014 мм;
= (–1)(–0,01) + (–1)(–0,014) + (+1)(+0,012) + (+1)(+0,014)= +0,05 мм.
С другой стороны:
= (esΔ + eiΔ) 0,5= [(+0,3)+(–0,2)]·0,5 = +0,05 мм.
Значения
,
полученные при расчетах с использованием
esΔ,
eiΔ
и
![]() совпадают,
поэтому поверочная задача решена
правильно.
совпадают,
поэтому поверочная задача решена
правильно.
В размерной цепи (рис. 1.21 б) с параллельным видом связи общим является замыкающее звено ВΔ = а3. Поэтому решение поверочной задачи необходимо начинать с расчета размерной цепи В.
В размерной цепи В звено b1 является увеличивающим, а звенья В2 и В3 – уменьшающими составляющими звеньями.
Определим параметры составляющих звеньев размерной цепи В по формулам (1.7) и (1.10):
T1 = –0,195 – (–0,305) = 0,11 мм;
Т2 = +0,025 – (–0,025) = 0,05 мм;
Т3 = +0,045 – (–0,025) = 0,09 мм;
= 0,5[(–0,195) + (–0,305)] = –0,25 мм;
= 0,5[(+0,025) + (–0,025)] = 0 мм;
= 0,5 [(+0,045) + (–0,045)] = 0 мм.
Определим величину параметров замыкающего звена по формулам (1.4), (1.5), (1.6), (1.7), (1.8):
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
![]() мм.
мм.
Н а
втором этапе определим параметры
замыкающего звена размерной цепи А.
Звено ВΔ
в этой размерной цепи является
увеличивающим составляющим звеном.
Характер составляющих звеньев цепи А
показан на схеме (см. рис. 1.21 б)
стрелками .
а
втором этапе определим параметры
замыкающего звена размерной цепи А.
Звено ВΔ
в этой размерной цепи является
увеличивающим составляющим звеном.
Характер составляющих звеньев цепи А
показан на схеме (см. рис. 1.21 б)
стрелками .
Параметры замыкающего звена AΔ рассчитываются по тем же формулам:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
1.11. Пример расчета размерных цепей по определению допусков на операционные размеры
Входные данные: размеры детали по чертежу (рис. 1.22 а); маршрут обработки (рис. 1.22 б, в, г); оборудование: фрезерно-центровальный станок, токарный станок.
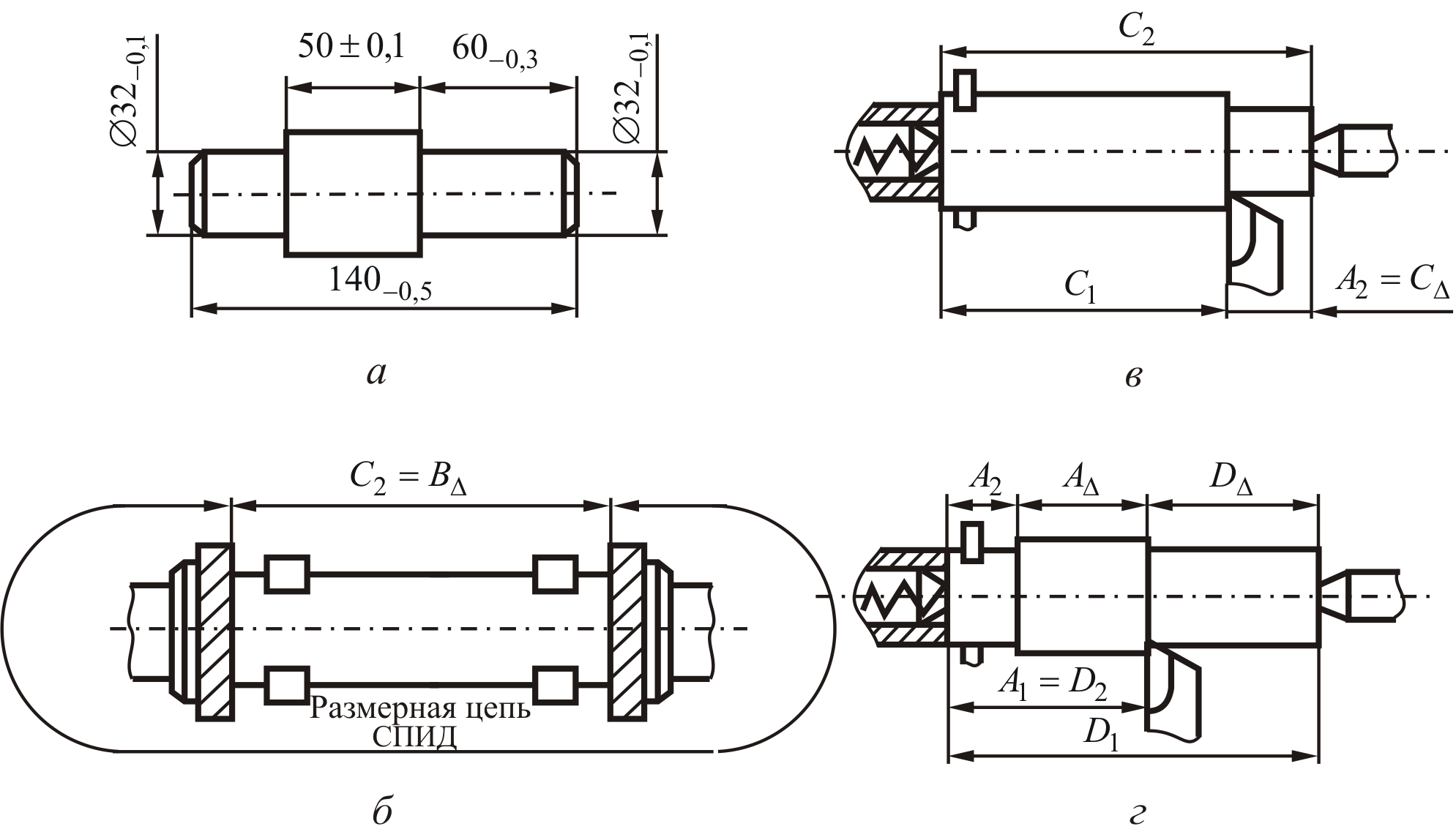
Рисунок 1.22 – Схема обработки валика и технологические размерные
Цепи а, в, с и d: а – размеры детали по чертежу; б, в, г – маршрут обработки
(б – 1-я операция; в – 2-я операция; г – 3-я операция)
Деталь обрабатывается по следующему маршруту:
Операция 1. Подрезка торцов и зацентровка заготовки на фрезерно-центровальном станке (см. рис. 1.22 б).
Операция 2. Токарная обработка заготовки с одного конца с установкой заготовки в центрах (передний центр – плавающий, см. рис. 1.22 в).
Операция 3. Токарная обработка заготовки с другого конца при аналогичной схеме базирования (см. рис. 1.22 г).
В результате принятой технологии обработки валика требуется обеспечить точность размеров 50, 60 и 140, заданную чертежом (рис. 1.22 а).
В
принятом технологическом процессе
размер
![]() окончательно получается на третьей
операции и является замыкающим звеном
размерной цепи А (рис. 1.22 г)
окончательно получается на третьей
операции и является замыкающим звеном
размерной цепи А (рис. 1.22 г)
![]() ,
в которой звено
,
в которой звено
![]() – размер, получаемый на второй операции.
– размер, получаемый на второй операции.
Рассматривая этот размер как замыкающее звено размерной цепи С, имеем:
![]() ,
,
где
![]() – размер, полученный на первой операции,
где он является замыкающим звеном
размерной цепи В в системе СПИД (
– размер, полученный на первой операции,
где он является замыкающим звеном
размерной цепи В в системе СПИД (![]() ,
рис. 1.22 б).
,
рис. 1.22 б).
Размер 60 мм также получается на третьей операции. На рис. 1.22 г видно, что он является замыкающим звеном размерной цепи D,
![]()
и образуется
одновременно с размером
![]() .
.
Так как D1 = BΔ , а D2 = A1, DΔ = BΔ – A1 , то для обеспечения точности размеров 50 мм и 60 мм необходимо рассмотреть систему параллельно связанных размерных цепей:
AΔ = A1 – A2;
A2 = СΔ = – С1 + С2;
DΔ = BΔ – A1.
Учитывая,
что более строгие
требования предъявлены к точности
размера 50 мм
(АΔ),
определим допуски на звенья А
и С,
применив метод неполной взаимозаменяемости
и приняв
![]() ,
Р
= 0,27 % (tΔ
= 3).
,
Р
= 0,27 % (tΔ
= 3).
Исходя
из значения TΔΑ = 0,2 мм,
зададим
![]() = 0,1 мм,
= 0,1 мм,
![]() мм.
мм.
Тогда по условию (1.14):
 мм,
мм,
то
есть принятые допуски
и
![]() отвечают условию (1.14).
отвечают условию (1.14).
Поскольку
![]() мм, определим
мм, определим
![]() =
0,1 мм,
=
0,1 мм,
![]() =
0,14 мм и выполним проверку условия (1.14):
=
0,14 мм и выполним проверку условия (1.14):
 мм.
мм.
Из ранее сказанного следует, что TΔС = = 0,14 мм.
На следующем этапе проверим обеспечение условия (1.14) для замыкающего звена DΔ:
 мм.
мм.
Таким образом, принятые значения допусков надежно обеспечивают требуемую точность размера DΔ, так как
TΔD = 0,17 < 0,3 мм.
Определим допуск замыкающего звена ВΔ размерной цепи СПИД. Его величина должна определяться с учетом допусков на размеры АΔ, СΔ, DΔ технологических размерных цепей А, С и D (см. рис. 1.22 в, г):
 мм.
мм.
Допуск
![]() =
TΔВ
(размер 140 мм).
=
TΔВ
(размер 140 мм).
Таким образом, для достижения требуемой точности АΔ допуск на операционный размер ВΔ должен быть меньшим, чем это указано на чертеже детали (см. рис. 1.22 а).
Определим исполнительные операционные размеры на операциях 1, 2, 3.
Приняв во внимание, что А2 = –С1 + С2, а С2 = ВΔ, получим:
АΔ = А1 + С1 – В1,
а следовательно, для назначения координат середин полей допусков операционных размеров необходимо решить систему уравнений:
 .
.
Чертеж
детали требует, чтобы
![]() ,
,
![]() мм
и
мм
и
![]() мм.
мм.
Учитывая это требование, необходимо определить
![]() мм
мм
и
![]() мм.
мм.
Тогда можно записать операционные размеры А1, ВΔ и С1 (рис. 1.23).
Наладочные размеры на всех операциях 1, 2 и 3 можно рассчитать, используя рекомендации по выбору наладочного размера при подрезке торца детали (п. 6.1.3).
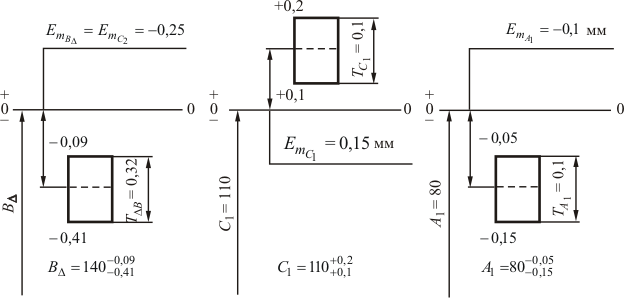
Рисунок 1.23 – Схемы расположения полей допусков на операционные размеры