

2.2. Описание технологии изготовления детали
Прежде всего, анализируя виды исходной заготовки и заготовки на выходе с каждой операции ТП, следует дать описание планов обработки основных элементов вращения и ограничивающих их плоскостных элементов с учетом возможного объединения этапов их черновой и получистовой обработки. Это даст студенту понимание того, в каком месте ТП и какое состояние (предварительное или окончательное) получает каждый элемент заготовки. Выявленные планы обработки элементов определят вид и количество этапов ТП изготовления детали.
Далее необходимо привести краткое содержание каждой операции ТП с указанием типа и модели используемого оборудования, перечня обрабатываемых элементов, указания о базировании заготовки и используемом при этом приспособлении.
Затем следует привести размерную схему ТП по линейным размерам, на основании которой проводится выявление линейных размерных цепей и определяются линейные технологические размеры. Расчет линейных технологических размеров можно провести либо с использованием модуля САПР ТП, разработанного на кафедре ТПС СПбГУ ИТМО по методике проф. Д.Д. Куликова, либо вручную. На основе результатов расчета линейных технологических размеров определяются номинальные значения припусков на обработку партии заготовок, номинальные значения длин ступеней детали, получаемой после выполнения ТП ее изготовления. Номинальные значения длин ступеней детали используются при разработке ее "технологической" трехмерной модели. Здесь же приводятся результаты размерного анализа ТП по диаметральным размерам, определяемым из материалов задания на курсовую работу.
2.3. Разработка в среде cad-системы "технологической" трехмерной модели детали, трехмерных моделей заготовки и операционных эскизов
Необходимость в разработке "технологической" трехмерной модели детали возникает тогда, когда конструкторская трехмерная модель создана без учета указанных принципов, и когда технические требования чертежа приводят к необходимости применения таких технологических решений, которые в свою очередь приводят к допустимым конструктивным изменениям детали, например, при введении специальных технологических баз (центровых отверстий), или при отходе канавки, расположенной у буртика и получаемой точением, от него на допустимую величину вследствие подшлифовки буртика при шлифовании поверхности, на которой расположена канавка, или в ряде других случаев.
Разработку "технологической" трехмерной модели детали следует вести с учетом номинальных значений длин ступеней детали и ряда других ее конструктивных элементов, рассчитанных в результате размерного анализа ТП. При этом необходимо указать, чем различаются "технологическая" и "конструкторская" модели детали.
Разработку трехмерных моделей заготовки, получаемой на каждой операции ТП, проводят на основе "технологической" модели детали в направлении от последней операции ТП к первой с учетом номинальных величин припусков на обработку и диаметральных размеров, которые были определены в ходе размерного анализа ТП. Это следует провести следующим образом.
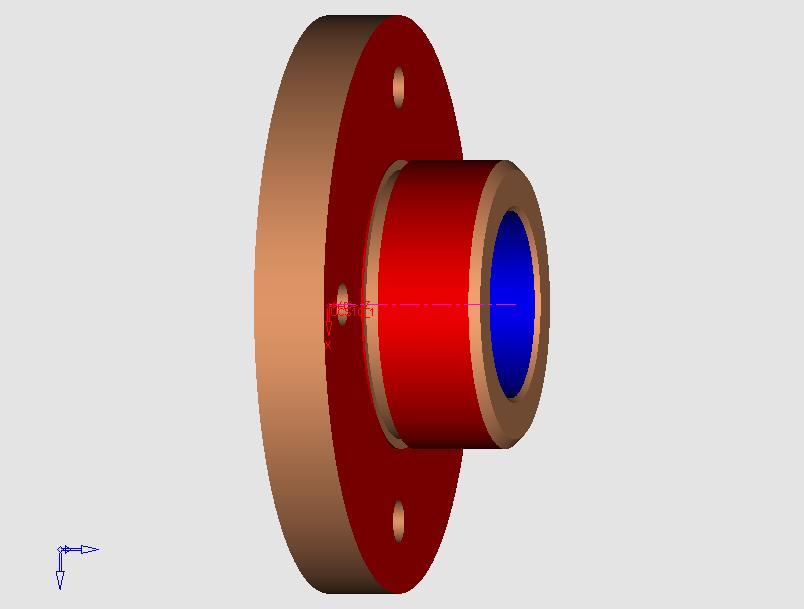
Сначала копированием "технологической" трехмерной модели детали получают трехмерную модель заготовки, изготавливаемой на последней операции ТП. При этом цветом выделяют обрабатываемые (например, красным) и базовые (например, синим) поверхности, цвет необрабатываемых поверхностей соответствует установленному в трехмерной модели детали цвету.
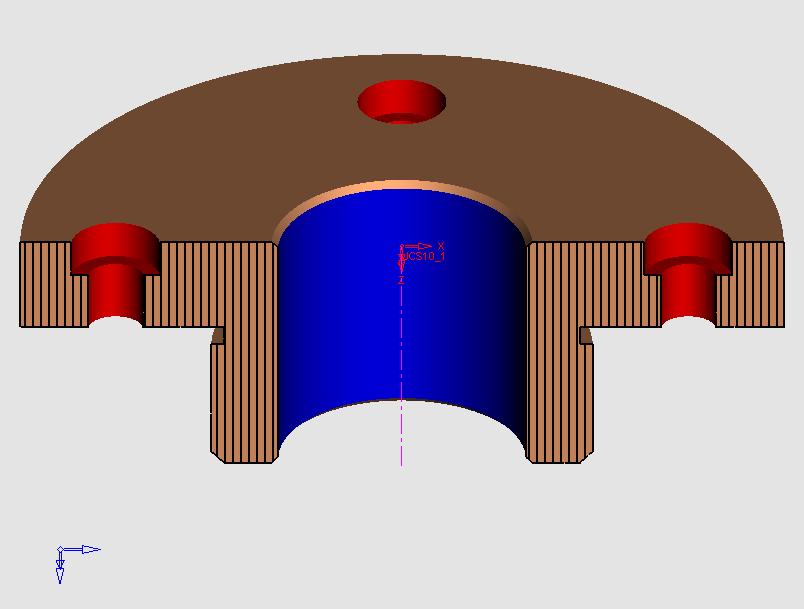
Далее копированием трехмерной модели заготовки, изготавливаемой на последующей (сначала последней) операции ТП, получают трехмерную модель заготовки, изготавливаемой на предыдущей операции ТП. При этом из нее удаляются элементы второго и третьего уровня, получаемые на последующей операции ТП, и (или) добавляются выдавливанием односторонние номинальные припуски на плоскостные элементы, обрабатываемые на последующей операции ТП, а также увеличиваются или уменьшаются на величину двустороннего номинального припуска диаметральные размеры элементов первого уровня, получаемых на последующей операции ТП. После этого в ней цветом выделяются обрабатываемые и базовые поверхности.
Процесс создания (трансформации) трехмерных моделей заготовки продолжается указанным образом до тех пор, пока не будет получена модель заготовки на первой формообразующей операции ТП.
На рис. 15 и 16 показаны примеры построения трехмерных моделей обрабатываемой заготовки, получаемой на последней операции ТП, и на операции предшествующей к ней с учетом добавления припусков на поверхности, обрабатываемые на последней операции.
|
|
Рис. 15. Модель заготовки, обрабатываемой на шлифовальной операции |
Рис. 16. Модель заготовки, обрабатываемой на сверлильной операции |
Используя полученные трехмерные модели заготовки и принципы оформления чертежей в среде CAD-системы, проводят разработку операционных эскизов каждой операции ТП. Оформленные операционные эскизы приводятся в приложении к курсовой работе.