1)Хорошо сваривающиеся, 2)удовлетворительно сваривающиеся, 3) ограниченно сваривающиеся, 4) плохо сваривающиеся
К 1ой группе относят наиболее распростр-ные марки низкоуглеродистых и легированных сталей, сварка к-рых м.б. выполнена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки, а также без последующей термообработки.
Ко 2ой группе относят углеродистые и легированные стали, при сварке к-рых в норм. условиях производства трещин не образуется. В эту группу входят стали, к-рые для предупреждения образования трещин необх-мо предвар-но нагревать, а также подвергать последующей термообработке. Термообработка до сварки различная и зависит от марки стали и к-кции детали.. Сварка при t окр. среды ниже 0°С не рекомендуется. Сварку деталей с большим объемом наплавляемого Ме рекомендуется проводить с промежуточной термообработкой (отжиг или высокий отпуск)
К 3ей группе относят углеродистые и легированные стали перлитного класса, склонные в обычных условиях сварки к образованию трещин. Свариваемость сталей этой группы обесп-ся при испол-нии спец-ных технологических мероприятий, закл-хся в их предварительной термообработке и подогреве. Кроме того, большинство изделий из этой группы сталей подвергают термообработке после сварки.
К 4ой группе относят углеродистые и легированные стали перлитного класса, наиболее трудно поддающиеся сварке и склонные к образованию трещин. При сварке этой группы сталей с испол-нием рациональных технологий не всегда достигаются треб-е экспл-ные св-ва сварных соед-ний. Эти стали свариваются ограниченно, => их сварку выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и послед-ей термообработкой. Перед сваркой такая сталь д.б. отожжена. Независимо от толщины и типа соед-я сталь необх-мо предвар-но подогреть до t не ниже 200°С. Термообработку изделия после сварки проводят в зависимости от марки стали и ее назначения.
Трещины разделяют на горячие и холодные в зависимости от температуры их образования.
Горячие трещины появляются в процессе кристаллизации металла шва при температуре 1100-13000 С. Повышенное содержание в металле шва углерода, кремния, водорода и никеля также способствует образованию горячих трещин. Они обычно расположены внутри шва и их трудно выявить.
Холодные трещины возникают при температурах 100-3000 С в легированных сталях и при нормальных температурах - в углеродистых сталях сразу после остывания шва или через длительный промежуток времени. Основная причина их образования — значительные напряжения, возникающие в зоне сварки при распаде твердого раствора, и скопление под большим давлением молекулярного водорода в пустотах, имеющихся в металле шва. Холодные трещины выходят на поверхность шва и хорошо заметны.
Трещины и непровары явл-ся наиболее опасным дефектом сварных швов. Они возникают в самом шве и в околошовной зоне, располагаясь вдоль и поперек шва в виде несплошностей микро- и макроскопических размеров.
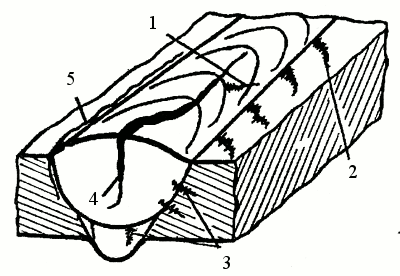
рис 1 Наличие горячих трещин в сварных соед-ях: 1 —2 —3 — поперечные трещины шва и зоны вокруг него в материале; 4 —5 — трещины продольные
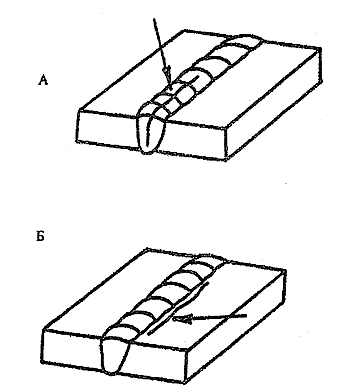
 Трещины в сварном шве и
околошовной зоне: А — продольная горячая
трещина; Б — холодная трещина в околошовной
зоне.
Трещины в сварном шве и
околошовной зоне: А — продольная горячая
трещина; Б — холодная трещина в околошовной
зоне.