

5.Стадии деформирования металла при вырубке и пробивке в штампах
Вырубка – полное отделение металла по замкнутому контуру, при этом отделяемая часть является изделием. Пробивка - получение отверстий в изделии, при этом отделяемая часть является отходом. Процесс вырубки-пробивки, как и процесс отрезки, протекает в 3 стадии:
Первая стадия - это упругая деформация и начало пластической. Пуансон вначале производит сжатие металла, при этом появляется упругий прогиб и металл слегка выдавливается в отверстие матрицы.
Вторая стадия - происходит дальнейшая пластическая деформация. Вблизи режущих кромок матрицы и пуансона создается концентрация напряжений, что вызывает течение металла и образование зоны сжатия. В результате этого развивается деформация сдвига, которая сопровождается изгибом и растяжением волокон вплоть до начала образования скалывающих трещин.
Третья стадия - при дальнейшем опускании пуансона, когда его давление достигает максимальной величины, равной сопротивлению среза, в металле у режущих кромок матрицы и пуансона появляются скалывающие трещины, после чего и происходит полное отделение вырубаемого или пробиваемого контура.
При вырубке и пробивке возникающие напряжения распределены по очагу деформации неравномерно. Это вызывает и неравномерное распределение деформаций в слоях металла, параллельных плоскости заготовки и по её толщине.
Напряженное и деформированное состояние при вырубке и пробивке - объёмное. Неравномерность распределения напряжений и деформаций объясняется действием изгибающих моментов, возникающих при вырубке и пробивке из-за наличия зазора Z между пуансоном и матрицей.
При Z>Zопт скалывающие трещины создаются в средних слоях металла. С увеличением Z изгибающий момент увеличивается, вызывает увеличение растягивающих напряжений в зоне деформации. При этом трещины скалывания выходят на поверхность листа. На некотором удалении от режущих кромок и образуется заусенец.
При Z<Zопт скалывающие трещины не совпадают, при этом на детали образуется 2 и более блестящих полисов, разделенных между собой зонами скалывания.
Θ-угол наклона скалывающих трещин. При Z=Zопт скалывающие трещины от пуансона и матрицы встречаются и поверхность раздела наиболее качественна.


Схема разделения металла:
а) НАЧАЛЬНОЕ ВДАВЛИВАНИЕ ПУАНСОНА
б) НАДРЕЗ ВОЛОКОН
в) ОБРАЗОВАНИЕ ТРЕЩИН СКАЛЫВАНИЯ
г) РАЗДЕЛЕНИЕ МЕТАЛЛА
Р – усилие вырубки(пробивки)
6.Усилие вырубки-пробивки, методы его уменьшения, работа деформации.
Усилие вырубки-пробивки
зависит от сопротивления срезу Gср,
материала заготовки, толщины материала
S,
длины (периметра) отделяемого контура
L,
формы и состояния рабочих кромок пуансона
и матрицы и зазора между ними Z,
скорости деформирования, глубины
внедрения пуансона в металл в момент
появления трещин скалывания и определяется
по формуле:
 1
1
где k-коэффициент, учитывающий притупление рабочих кромок пуансона и матрицы, k=1.1…1.3; F - площадь боковой поверхности отделяемой части металла, F=L*S.
Из формулы видно, что Р будет максимальным в начале процесса вырубки и пробивки, когда F или S имеют максимальное значение.
При вырубке с малым
зазором деталь остается в матрице, а
отход (лист) плотно охватывает пуансон.
В связи с этим при рабочем ходе пуансона
необходимо преодолевать не только
технологическое усилие вырубки-пробивки
Р, но и сопротивление сил трения Fм,
возникающих при перемещении детали
относительно матрицы, и сопротивление
сил трения Fп
на контактной поверхности пуансона и
отхода (листа) металла. В этом случае
усилие пресса равно:

При обратном ходе
пуансон преодолевает только сопротивление
сил трения съему отхода с пуансона Fп.
Сумму сил Fм+Fп
называют усилием проталкивания, т.е.
 а силу Fп
– усилием съема
а силу Fп
– усилием съема
 где Ксн, Кпр –
коэффициенты (относительные усилия)
проталкивания и снятия.
где Ксн, Кпр –
коэффициенты (относительные усилия)
проталкивания и снятия.
В зависимости от толщины металла S, числа одновременно штампуемых деталей, и типа штампа (простого или последовательного действия) Ксн=0.02…0.20; Кпр=0.05…0.14. При этом чем толще металл, тем больше относительное усилие съема и проталкивания, т.е. тем больше Ксн и Кпр.
Для уменьшения усилия вырубки и пробивки применяют различные способы:
-вырубку контура по частям;
-вырубку-пробивку пуансонами разной длины со ступенчатым расположением рабочих кромок;
-вырубку-пробивку с помощью пуансонов и матриц с наклонными (скошенными) кромками, при этом процесс вырубки-пробивки происходит постепенно (как при отрезке на ножницах с наклонным ножом). В результате усилие вырубки-пробивки можно уменьшить на 30-40%.
При этом скосы (углы наклона) рабочих кромок инструмента делают симметричными относительно оси инструмента для уравновешивания горизонтальных проекций усилий вырубки и пробивки. Применение скосов вызывает изгиб той части металла, которая соприкасается с инструментом, имеющим наклонные рабочие кромки. Поэтому при вырубке скосы делаются на матрице; при пробивке – на пуансоне.
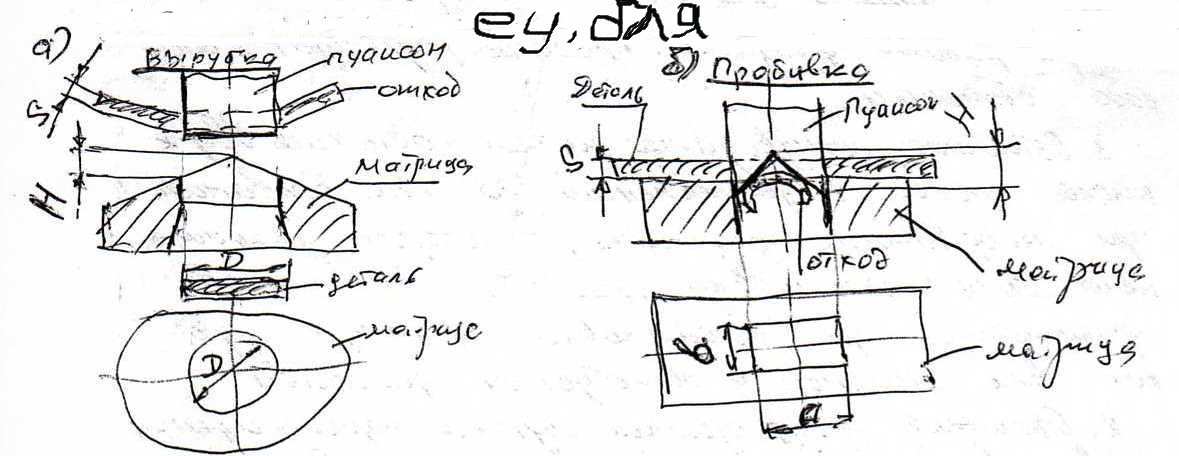
Схема вырубки (а) и пробивки (б) матрицей и пуансоном со скошенными (наклонными) кромками.
При вырубке круглой заготовки диаметром D в матрице с двусторонним скосом (схема а) усилие вырубки-пробивки определяется по формулам:
-при высоте скоса
Н=S  2
2
-при высоте скоса
Н=(0.5-1.0)S  3
3
При пробивке прямоугольного отверстия с размерами a*b пуансоном с двусторонним скосом (схема б) усилие определяется по формуле:
-при высоте скоса Н=S Р=2S*Gср*(a+0.5b); 4
-при высоте скоса
Н>S  5
5
Работа деформирования может быть определена, как и при отрезке, по формуле: А=(Р*Н)/1000, кДж, где Р – усилие, рассчитанное по формулам 1, или 2…5 (при скошенных кромках), Н – рабочий ход, мм.
Работу деформирования можно определить и по формуле А=Рср*S=λ*Р*S, где λ – коэффициент, величина которого зависит от толщины материала S, его рода и твердости. λ=0.15…0.75. При этом чем тверже и толще металл, тем значение λ – меньше.