

3. Расчет основных технологических параметров при горячей объёмной штамповке
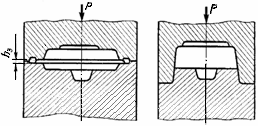
Объёмную горячую штамповку осуществляют двумя способами – в открытых и закрытых штампах (рис. 2.7). В первом случае получают поковку с облоем (заусенец по месту разъёма штампа). При штамповке с облоем полость штампа хорошо заполняется металлом, т. к. объём заготовки больше объёма полости штампа (более распространён, несмотря на отходы металла в облой). Во втором случае объём заготовки должен быть равен объему полости штампа (безоблойная штамповка).
В
 РШ
РШ
Н
а) б) в)
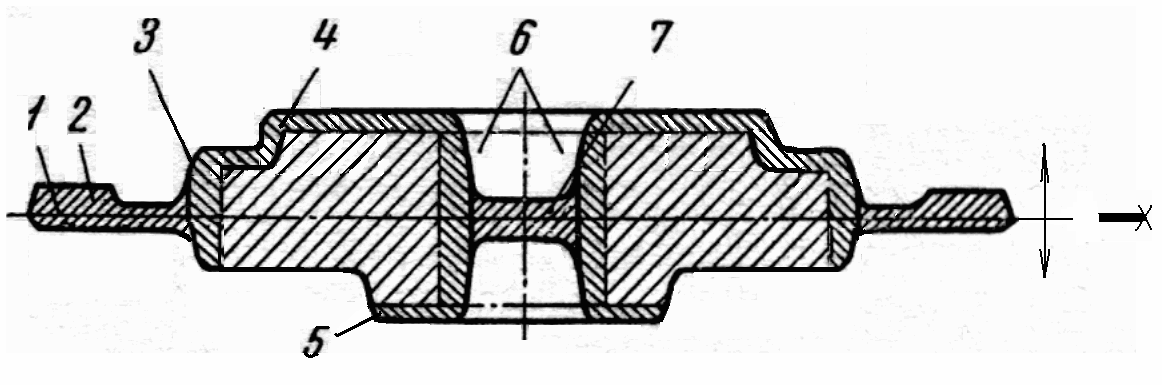
Рис. 2.7. Схемы штамповки в открытом штампе (а) и в закрытом штампе (б); в – эскиз поковки: 1 – плоскость разъёма штампа; 2 – облой; 3 – штамповочные уклоны; 4, 5 – припуск; 6 – выемка; 7 – плёнка
1. Выбор заготовки предпочтительно выбирать таким образом, чтобы диаметр исходного прутка был приблизительно равен меньшему диаметру конуса; максимальный диаметр D не должен превышать 1,5d, а длина свободного участка а не должна превышать двух диаметров исходной заготовки а ≤ 2d во избежание изгиба заготовки l ≤ 3d (рис. 2.8).

3
1
2
Р
Рис. 2.8. Схема
штампа для безоблойной штамповки:
1 – пуансон; 2 – матрица; 3
– заготовка
2. Усилие прессования можно определить по формуле:
P = FB KcKмKн ,
где F – площадь проекции поковки по зеркалу стола, мм2;
B – временный предел сопротивления при температуре окончания горячей обработки давлением, Н/мм2 (табл. 2.4);
Таблица 2.4
Предел прочности металла при температуре конца штамповки
-
Сталь
B поковки , Н/мм2
полученной
на молотах
полученной
на прессах
1. Ст3
55
60
2. Сталь 25
3. Сталь 45
4. Сталь 20Х
60
65
5. Сталь 40Х
65
70
Примечание. Для свинца B = 16, Н/мм2.
Kc – скоростной коэффициент. Kc = 1…1,1 – для гидравлических прессов; Kc = 1.1…1,3 – для кривошипных молотов;
D 3l
Kн – коэффициент, учитывающий схему напряженного состояния. Для осадки на прессах и молотах Kн = 1.
По рассчитанному усилию прессования подбирается пресс. Усилие пресса должно быть больше усилия прессования:
Pпресса Р.