

Дать определение понятию смазка. Перечислить виды смазки. Описать влияние смазки на процесс волочения. Проанализировать применение твердой смазки при производстве проволоки.
Смазка – это вещество, используемое для предотвращения задира, уменьшения и упорядочения износа взаимно перемещающихся поверхностей.
Технологическая смазка подразделяется на 3 вида: твёрдая смазка, жидкая смазка и консистентная смазка.
Твёрдая смазка – это мыло, представляющее собой соединение щелочных и щелочно- земельных металлов (Na,K) с жирными кислотами. Она применяется при сухом волочении проволоки грубого и среднего диаметра.
Жидкая смазка – это жидкое мыло. Наиболее часто используется при волочении тонкой, найтончайшей и микронной проволоки. Благодаря хорошей охлаждающей способности, эта смазка позволяет волочение на высоких скоростях.
Консистентная смазка изготавливается введением в животные, минеральные или растительные масла специальных загустителей.
Процесс волочения невозможен без применения смазочных материалов. Влияние смазки при волочении очень разнообразно, а конкретно: уменьшает внешнее трение, предотвращает прилипание металла к инструменту, препятствует контакту в местах отдельных неровностей, не только уменьшает внешнее трение, но и облегчает пластическую деформацию, рациональная смазка при волочении высоколегированной проволоки позволяет значительно увеличить суммарное обжатие и уменьшить число промежуточных термических обработок, обеспечивает однородность поперечного сечения металла на больших длинах, не допускается быстрая выработка канала волок, снижает температуру деформации, влияет на свойства деформированного металла, его характеристики, остаточные напряжения и коррозионные свойства.
Кроме сухого мыльного порошка, к твёрдым смазкам также относятся нефтяные продукты: парафин, воск. Смазкой такого типа обрабатывается проволока практически всех сталей. Парафин нашёл своё применение при волочении легированной стали. Также применяется пчелиный воск, который получил большее распространение при протяжке драгоценных металлов. Эти смазки наносятся путём погружения мотков в ванну с расплавом парафина или воска.
Дать определение понятию жидкая технологическая смазка при волочении. Перечислить способы нанесения жидкой смазки. Сравнить способы разбрызгивания и окунания. Проанализировать достоинства и недостатки жидкой смазки.
Жидкая смазка – это вещество (жидкое мыло), используемое для предотвращения задира, уменьшения и упорядочения износа взаимно перемещающихся поверхностей, наиболее часто используется при волочении тонкой, найтончайшей и микронной проволоки.
Существует два способа нанесения смазки на поверхность: окунанием и разбрызгиванием.
При окунании проволоки в ванну с жидкой смазкой обеспечивается тонкий ровный слой пленки на поверхности металла. В этом случае смазка проявляет свои объемные свойства. Для данного способа необходимо большое количество смазочной жидкости.
При разбрызгивании в узле машины создается смазочная атмосфера, путем ее разбрызгивания с помощью дождиков и движущихся частей машины. По сравнению с методом окунания требуется меньшее количество смазки. Смазка неравномерно распределяется по всему объему металла. Толщина в некоторых местах достигает лишь нескольких молекул. Из-за этого растет коэффициент трения, что приводит к росту напряжений в металле и износу обрабатывающего инструмента
Достоинствами жидкой сказки являются:
- значительное снижение коэффициента трения;
- улучшаются свойства охлаждения;
- увеличивает срок службы оборудования (уменьшая затраты на ремонт из-за износа)
Недостатки:
- низкая химическая стойкость;
- летучестью;
- возможностью загрязнения контактирующей с ними среды или рабочего пространства.
- необходимость применения герметичных корпусов для сохранности смазки;
- температурная нестабильность (из-за изменения вязкости).
Дать определение понятию волочильный инструмент. Перечислить виды волочильного инструмента. Охарактеризовать монолитные волоки в соответствии с рисунком. Проанализировать достоинства и недостатки данного вида волок.
Волочильный инструмент – инструмент служащий для протягивания металла (волочения), в процессе которого изменяется поперечное сечение исходной заготовки и увеличиваются линейные размеры готового изделия.
Виды волочильного инструмента: по конструктивному исполнению - твердосплавные волоки, сборные волоки, составные волоки, роликовые волоки, монолитные волоки, алмазные волоки, стальные волоки, дисковые волоки; по виду обработки – чистовые и черновые; по принципу действия – неподвижные и вращающиеся.
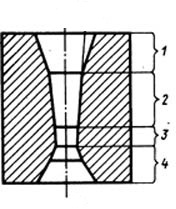
Геометрические параметры канала монолитной волоки с коническим профилем канала:
1)входная зона (форма входной зоны как правило двухконусная, с входным конусом 75-105° и вторым конусом 30-40°, как правило длина входной зоны составляют одну шестую длины канала волоки)
2)рабочая и смазочная зона (часть канала, предназначенная для захвата смазки проволокой в рабочую зону, а также для деформации проволоки, рабочая зона может быть конического или радиального исполнения)
3)калибрующая зона (в этой зоне размеры заготовки уменьшаются до размеров протянутого металла)
4)выходная зона (часть канала волоки, предназначенная для исключения возможности образования поверхностных повреждений: задиры, риски, царапины при выходе из волоки; конической формы).
Преимущества:
- простота конструкции волоки;
- высокие качества получаемого изделия.
Недостатки:
- во время волочения возникают значительные силы трения, на преодоление которых затрачивается большое количество энергии;
- относительно малая степень деформации (обжатия);
- низкая стойкость инструмента.
Дать определение понятию волока. Перечислить виды волок. Охарактеризовать твердосплавные волоки. Проанализировать достоинства и недостатки данного вида волок.
Волока – инструмент служащий для протягивания металла (волочения), в процессе которого изменяется поперечное сечение исходной заготовки и увеличиваются линейные размеры готового изделия.
Виды волок: твердосплавные волоки, сборные волоки, роликовые волоки, монолитные волоки, алмазные волоки, стальные волоки.
Технология изготовления твердосплавных вставок роликов включает три основных этапа:
- горячее прессование порошков;
- вакуумное спекание спрессованных заготовок;
- окончательное шлифование и калибровка.
Волоки с заготовками из твердых сплавов в десятки, а в некоторых случаях в сотни раз более стойкие, чем стальные волоки и во много раз дешевле алмазных волок. В эти волоки могут быть успешно и наиболее экономично протянуты проволока, прутки и трубы из всех черных и цветных металлов и их сплавов.
Преимущества:
- высокое качество поверхности получаемого изделия;
- низкая стоимость;
- высокая гибкость.
Недостатки:
- быстрая изнашиваемость;
- не могут использоваться для волочения тонкой проволоки.
Дать определение понятию роликовые волоки. Привести принцип действия роликовых волок. Охарактеризовать достоинства и недостатки данных волок. Привести пример применения роликовых волок при производстве проволоки и проволочных изделий.
Роликовая волока – инструмент для волочения металла с помощью деформирующих роликов, установленные посредством подшипников на неподвижных осях.
При волочение через роликовые волоки обрабатываемая проволока со стороны входа в волоку подается в волоку, состоящую из двух пар (вращающихся) роликов, расположенных перпендикулярно друг относительно друга, проволока проходя волоку обжимается, при этом максимальная степень обжатия составляет 55%.
Преимущества роликовых волок;
- малый расход электроэнергии;
- большая скорость;
- уменьшения количества Т/О;
- высокое качество получаемого изделия.
Недостатки:
- трудность настройки на размер;
- трудность придания необходимой жесткости;
- сложность конструкции;
В настоящее время роликовые волоки находят применение при производстве проволоки различного назначения в широком диапазоне профилеразмеров сечений, причем наибольшее распространение они получили при волочении прямоугольных, трапециевидных и круглых профилей.