

6 Расчет размеров гладких калибров
6.1 Исходные данные
/
6.2 Определить величину допусков, предельные отклонения размеров вала и отверстия, предельные размеры вала и отверстия
TD = мкм;
Td = мкм;
ES = мкм;
EJ = ES – TD = мкм;
es = ;
ei = es – Td = мкм;
Dmax=D + ES = мм;
Dmin =D + EJ = мм;
dmax = d + es = мм;
dmin= d + ei = мм.
6.3 Определить исполнительные размеры калибров для контроля отверстия
Исполнительные размеры калибров для контроля отверстия определяются по формулам:
НЕмах = Dmin + TD – + H/2;
HEmin = Dmin + TD – – H/2;
ПРмах = Dmin + z + H/2;
ПРmin = Dmin + z – H/2;
ПРизн = Dmin – Y + ,
где НЕмах – наибольший размер непроходного калибра-пробки;
HEmin – наименьший размер непроходного калибра-пробки;
ПРмах – наибольший размер проходного калибра-пробки;
ПРmin – наименьший размер проходного калибра-пробки;
ПРизн –наименьший размер проходного изношенного калибра-пробки;
Dmin – наименьший предельный размер отверстия;
TD = допуск отверстия;
– величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180 мм. При D 180 мм, = 0 [3];
Y – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия;
z – отклонение середины поля допуска на изготовление проходного калибра-пробки относительно наименьшего предельного размера детали;
Значения , H, z, Y назначаются по ГОСТ 24853-81:
z = мкм;
Y = мкм;
H = мкм;
= .
НЕмах = мм;
HEmin = мм;
ПРмах = мм;
ПРmin = мм;
ПРизн = мм.
7.4 Определить исполнительные размеры калибров для контроля вала.
Исполнительные размеры калибров для контроля вала определяются по следующим выражениям:
ПРмах = dmin + Td – z1 + H1/2;
ПРmin = dmin + Td – z1 – H1/2;
НЕмах = dmin + 1 + H1/2;
НЕmin = dmin + 1 – H1/2;
ПРизн = dmin + Td + Y1 – 1,
где dmin – наименьший предельный размер вала;
ПРмах – наибольший размер проходного калибра-скобы;
ПРmin – наименьший размер проходного калибра- скобы;
НЕмах – наибольший размер непроходного калибра- скобы;
НЕmin – наименьший размер непроходного калибра- скобы;
ПРизн – наибольший размер проходного изношенного калибра- скобы;
Td – допуск на изготовление вала;
1 – величина для компенсации погрешности контроля калибрами валов с размерами свыше 1 мм. При D мм, 1 = 0 [3];
Y1 – допустимый выход размера изношенного проходного калибра-скобы за границу поля допуска вала;
z1 – отклонение середины поля допуска на изготовление проходного калибра-скобы относительно наибольшего предельного размера вала;
Значения 1, H1, z1, Y назначаются по ГОСТ 24853-81:
z1 = мкм;
Y1 = мкм;
H1 = мкм;
1 = .
ПРмах = мм;
ПРmin = мм;
НЕмах = мм;
НЕmin = мм;
ПРизн = мм.
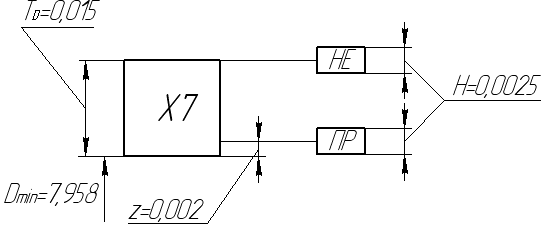
6.5 Начертить схемы полей допусков калибров для контроля размеров отверстия и вала
а)
б)
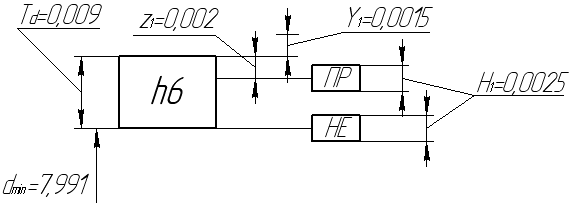
Рисунок 6.1 – Схема расположения полей допусков калибров для контроля размеров: а) отверстия; б) вала
6.6 Начертить эскизы калибров для контроля размеров отверстия и вала
На эскизе проставляются исполнительные размеры, допуск формы, шероховатость поверхности.
Маркировка калибров выполняется согласно [8].
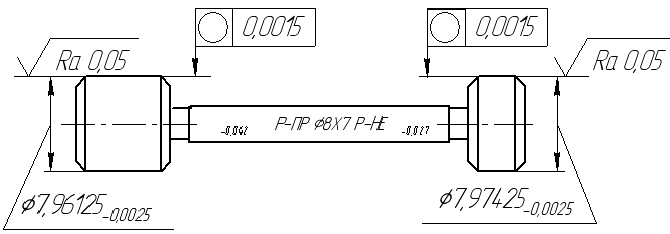
Рисунок 7.2 – Эскиз калибра-пробки
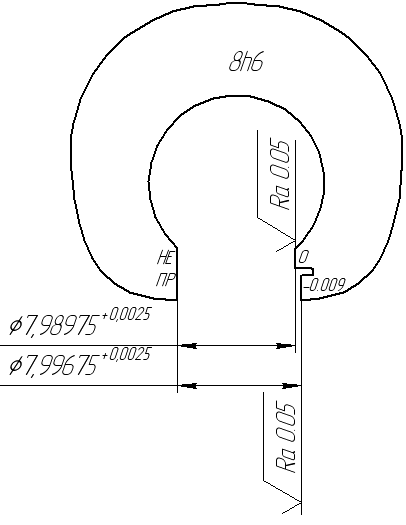
Рисунок 6.3 – Эскиз калибра-скобы