

Вспомогательные знаки
О – шов по замкнутому контуру
| – монтажный шов;
обозначение стандарта на тип и конструктивные элементы шва;
буквенно-цифровое обозначение шва по этому стандарту;
условное обозначение способа сварки по стандарту на данный шов;
вспомогательный знак А – треугольник и размер катета шва;
размеры в мм прерывистого шва со знаками:
I – для цепного шва
Z – для шахматного шва
] – знак незамкнутого контура сварки;
вспомогательные знаки (Q или со) обработки шва;
обозначение шероховатости механически обработанного шва;
указание о контроле шва.
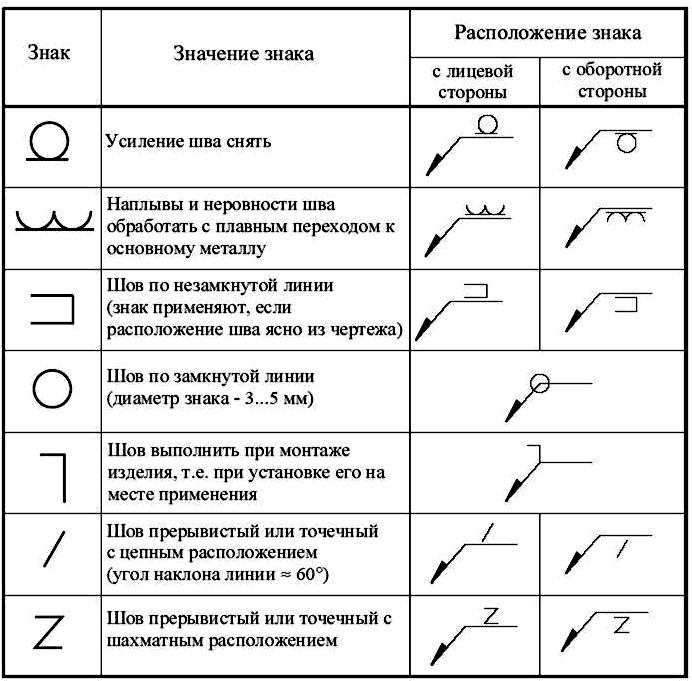
Знак катета и вспомогательные знаки выполняют сплошными тонкими линиями, высотой, равной высоте цифр, входящих в обозначение шва.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
При наличии одинаковых швов на чертеже:
А. обозначение наносят у одного изображения, а у остальных проводят линии-выноски с полками для указания номера шва;
Б. без полок и без номера, если все швы одинаковы - обозначение шва приводят один раз в технических требованиях чертежа.
Примеры условного обозначения сварных швов:
ГОСТ 14806–80 = Т5 – РиЗ = 1 6–50 Z 100 – шов выполняется электродуговой сваркой алюминия, соединение тавровое Т5, сварка ручная в среде защитных газов РиЗ, катет шва 6 мм А6, шов шахматный, длина провариваемого участка 50 мм, шаг – 100 мм (50 Z 100).
ГОСТ 5264–80–С18 – шов выполняется ручной электродуговой сваркой при монтаже 1, шов стыковой (С 18) по незамкнутому контуру.
БИЛЕТ 28
Сборочный чертеж
Сборочный чертеж — документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки и контроля (ГОСТ 2.102—68).
По сборочным чертежам можно представить взаимосвязь и способы соединения между собой входящих деталей.
Сборочный чертеж должен содержать:
Изображение сборочной единицы, дающее представление о расположении и взаимной связи составных частей, соединяемых по данному чертежу;
Сведения, обеспечивающие возможность сборки и контроля сборочной единицы;
Размеры, предельные отклонения и другие параметры и требования, которые должны быть проконтролированы или выполнены по сборочному чертежу;
Указания о характере сопряжения и методах его осуществления, если точность сопряжения обеспечивается при сборке (подбор деталей, их пригонка и т. д.);
Указания о способе выполнения неразъемных соединений (сварных, паяных и др.);
Номера позиций составных частей, входящих в изделие;
Основные характеристики изделия;
Габаритные размеры, определяющие предельные внешние или внутренние очертания изделия;
Установочные размеры, по которым изделие устанавливается на месте монтажа;
Присоединительные размеры, по которым изделие присоединяется к другим изделиям;
Необходимые справочные размеры.
Сборочный чертёж — вид конструкторской документации, документ, содержащий изображение сборочной единицы и другие данные, необходимые для её сборки и контроля.
Требования к выполнению сборочных чертежей установлены в ЕСКД ГОСТ 2.109 - Основные требования к чертежам
Сборочный чертеж должен давать полное представление о форме, функциональном назначении и составе сборочной единицы
По сборочному чертежу из отдельных деталей, частей механизмов можно собрать простейшие узлы и сложнейшие машины, технические устройства
По сборочному чертежу можно представить взаимное расположение составных частей, способы соединения деталей между собой и принцип работы.
2. Форматы чертежа по ЕСКД ГОСТ 2.301-68
ГОСТ 2.301-68 предусматривает использование при необходимости дополнительных форматов, образуемых увеличением коротких сторон основных форматов на величину, кратную их размерам.
Обозначение дополнительных форматов составляется из обозначения основного формата и его кратности, например: А0×2, А4×3 и т.д.
Размеры дополнительных форматов, мм |
||||||
Кратность |
Формат |
|||||
А0 |
А1 |
А2 |
А3 |
А4 |
||
2 |
1189х1682 |
- |
- |
- |
- |
|
3 |
1189х2523 |
841х1783 |
594х1261 |
420х891 |
297х630 |
|
4 |
- |
841х2378 |
594х1682 |
420х1189 |
297х841 |
|
5 |
- |
- |
594х2102 |
420х1486 |
297х1051 |
|
6 |
- |
- |
- |
420х1783 |
297х1261 |
|
7 |
- |
- |
- |
420х2080 |
297х1471 |
|
8 |
- |
- |
- |
- |
297х1682 |
|
БИЛЕТ 29
Проецирование
Проецирование — процесс получения изображения предмета на плоскости (плоскостях)
Проекция — это изображение объекта, полученное при проецировании его на плоскость проекций.
Проекцию обозначают малыми буквами латинского алфавита (а, b)
Различают следующие методы проецирования:
центральное;
параллельное;
ортогональное.
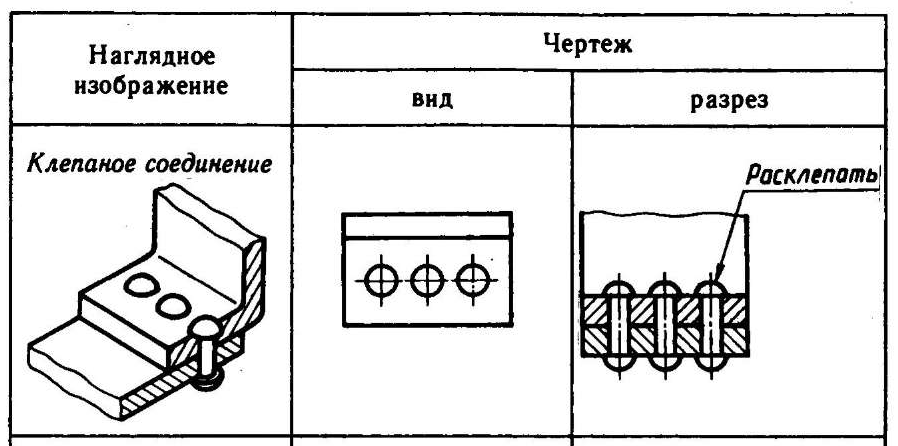
2. Клепаные соединения
Клепаное соединение - неразъёмное соединение деталей при помощи заклепок.
Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок.
Заклепка представляет собой стержень круглого сечения, один конец которого имеет сферическую (а), коническую (б) или другую форму.
Последние время широкое распространение получили закладные трубчатые заклёпки, представляющие собой трубочку, развальцованную с одной стороны со вставленным в неё пуансоном (стержнем с шариком на конце) (в).
Существует несколько разновидностей заклёпок:
обычные (классические) заклёпки горячей и холодной клёпки для общего применения;
стержневые заклёпки для высоконагруженных соединений;
трубчатые и полутрубчатые заклёпки для малонагруженных соединений;
пистонные заклёпки для соединение мягких материалов;
закладные заклёпки для создания соединения при доступе только с одной стороны;
взрывные заклёпки;
болт-заклёпки и т. д.
На современном этапе развития технологии заклепочное соединение уступает место сварке и склеиванию, которые обеспечивают большую производительность и более высокую прочность соединения.
Г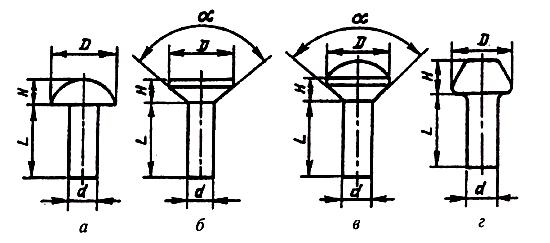 оловки
заклепок могут иметь сферическую,
коническую или коническо-сферическую
форму.
оловки
заклепок могут иметь сферическую,
коническую или коническо-сферическую
форму.
В зависимости от этого различают головки:
полукруглые (а),
потайные (б),
полупотайные (в),
плоские (г).
Технология выполнения заклепочного соединения:
В соединяемых деталях выполняют отверстия сверлением или другим способом.
В сквозное отверстие соединяемых деталей вставляют до упора головной стержень заклепки - заклепка может быть в горячем или холодном виде.
Свободный конец заклепки выходит за пределы детали примерно на 1,5d.
Свободный конец заклепывают ударами или сильным давлением и создают вторую головку
Диаметр стержней заклепок выбирают по специальным таблицам. Ориентировочно он принимается равным толщине соединяемых деталей. Длину стержня заклепки принимают с учетом толщины соединяемых деталей и припуска.
На сборочных чертежах головки заклепок изображают не по их действительным размерам, а по относительным размерам, в зависимости от диаметра стержня заклепки d.
На чертежах указывают все конструктивные размеры швов клепаного соединения.
Н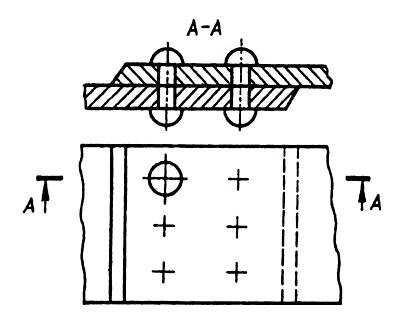 а
чертежах указывают все конструктивные
размеры швов клепаного соединения. При
этом не вычерчивают все заклепки
соединения - показывают одну заклепку
и место расположения остальных
(пересечение осей).
а
чертежах указывают все конструктивные
размеры швов клепаного соединения. При
этом не вычерчивают все заклепки
соединения - показывают одну заклепку
и место расположения остальных
(пересечение осей).
На чертежах наносятся следующие обозначения:
диаметр (d) и длина (L) стержня заклепки;
группа металла и номер ГОСТ, определяющего форму головки и покрытие.
Например, заклепка, имеющая полукруглую головку, длину d=25 мм, диаметр стержня d = 10 мм, изготовленная из металла группы ОО, без покрытия имеет обозначение: Заклепка 10x25 ГОСТ 10299—80.
БИЛЕТ 30
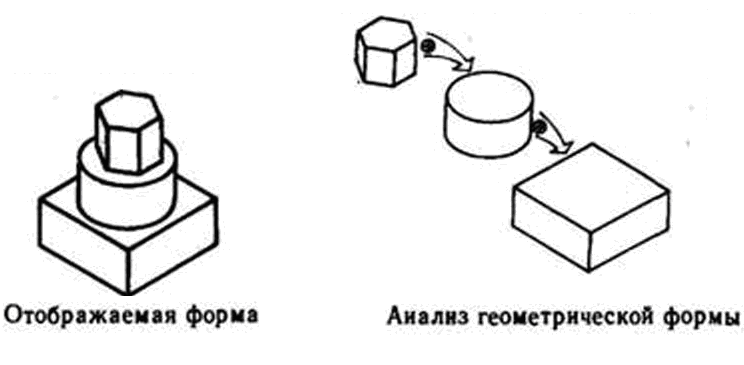
Построение третьей проекции детали по двум данным
Анализ формы изображаемого предмета можно выполнить с применением:
способа удаления
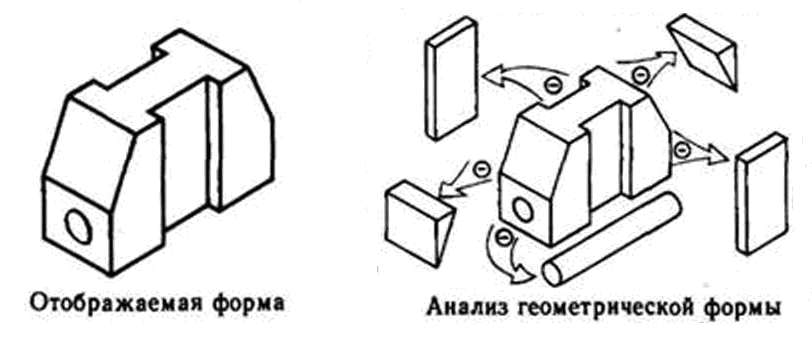
способа приращения
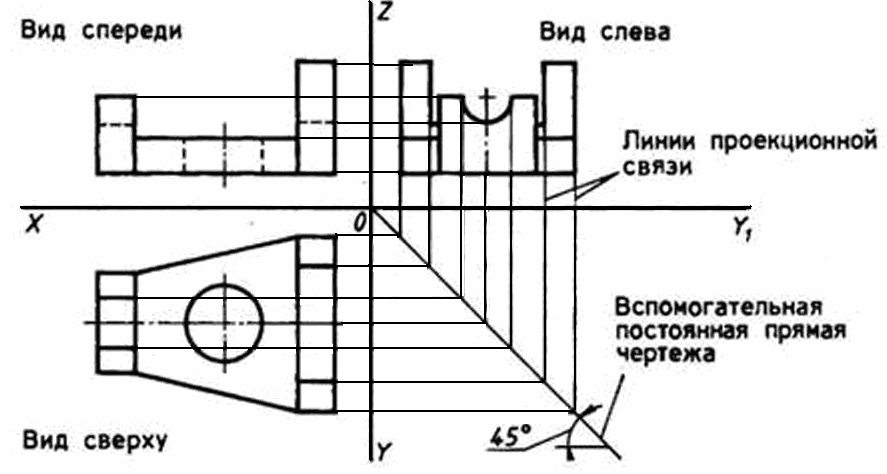
Построение третьего вида :
предмет мысленно размещают в системе плоскостей проекций;
оси плоскостей проекций принимают за координатные оси;
проекционную связь между видом сверху и видом слева осуществляют с помощью линий проекционной связи, которые проводят до пересечения с постоянной прямой чертежа и строят под углом 90° друг к другу;
перечертив два вида детали, строят постоянную прямую чертежа и проводят линии проекционной связи параллельно оси ОХ до пересечения с постоянной прямой чертежа, а затем — параллельно оси OZ;
пересечения соответствующих линий проекционной связи дают точки, по которым строится изображение третьего вида предмета.
2. Масштаб чертежа по ГОСТ 2.302 - 68
Масштаб - это отношение размеров изображенного на чертеже предмета к его действительным размерам.
Чертежи рекомендуется выполнять по возможности в натуральную величину, что дает правильное представление о действительных размерах изделия.
При проектировании генеральных планов крупных объектов допускается применять масштабы 1:2000; 1:5000; 1:10000; 1:20000; 1:25000; 1:50000.
В необходимых случаях допускается применять масштабы увеличения (100п):1, где п- целое число.
Масштабы ГОСТ 2.302-68 |
|
Масштабы уменьшения |
1:2, 1:2,5; 1:4, 1:5, 1:10, 1:15, 1:20, 1:25, 1:40, 1:50, 1:75, 1:100, 1:200, 1:400, 1:500, 1:800, 1:1000 |
Натуральная величина |
1:1 |
Масштабы увеличения |
2:1, 2,5:1, 4:1, 5:1, 10:1, 20:1, 40:1, 50:1, 100:1 |