

Проектную конструкторскую документацию:
техническое предложение - совокупность констpуктоpских документов, содержащих анализ различных вариантов возможных решений технического задания заказчика, технико-экономические обоснования предлагаемых вариантов, патентный поиск и т.п.
эскизный проект - совокупность констpуктоpских документов, которые должны включать в себя принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие назначение, основные паpаметpы и габаритные pазмеpы pазpабатываемого изделия.
технический проект - совокупность констpуктоpских документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве pазpабатываемого изделия и исходные данные для pазpаботки рабочей документации. Технический проект служит основанием для pазpаботки рабочей констpуктоpской документации.
Входящие в технический проект чертежи общих видов содержащие исходные данные для выполнения рабочей документации
Рабочая конструкторская документация - это совокупность констpуктоpских документов, предназначенных для изготовления и испытаний опытного образца, установочной партии, серийного (массового) производства изделий.
Рабочая конструкторская документация содержит:
текстовые конструкторские документы;
графические конструкторские документы.
2. Болтовое соединение
Болт - крепёжная резьбовая деталь в виде цилиндрического стержня головкой, часть которого снабжена резьбой
Размеры и форма головки позволяют использовать ее для завинчивания болта при помощи стандартного гаечного ключа.
Обычно на головке болта выполняют коническую фаску, сглаживающую острые края головки и облегчающую пользование гаечным ключом при соединении болта с гайкой.
С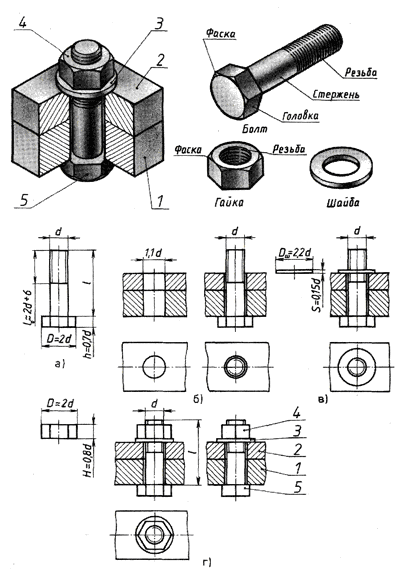 крепление
двух или большего количества деталей
при помощи болта, гайки и шайбы называется
болтовым соединением
крепление
двух или большего количества деталей
при помощи болта, гайки и шайбы называется
болтовым соединением
Болтовое соединение состоит из:
соединяемых деталей (1, 2);
шайбы (3);
гайки (4),
болта (5).
Относительные размеры элементов болтового соединения определены и соотнесены с наружным диаметром резьбы:
диаметр окружности, описанной вокруг шестиугольника D=2d;
высота головки болта h=0,7d ;
длина резьбовой части lо=2d+6;
высота гайки H=0,8d;
диаметр отверстия под болт d=l,ld;
диаметр шайбы Dш=2,2d;
высота шайбы S=0,15d.
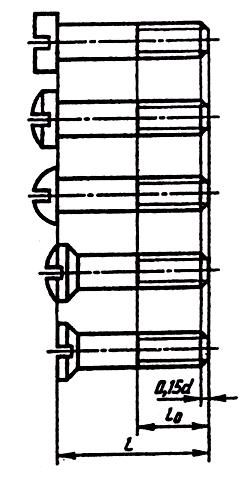
Болты с шестигранными головками имеют до пяти исполнений:
Исполнение 1 – без отверстия в стержне.
Исполнение 2 – с отверстием в стержне под шплинт.
Исполнение 3 – с двумя сквозными отверстиями в головке, предназначенными для прошплинтовки проволокой в целях предотвращения самоотвинчивания болта.
Исполнение 4 – с круглым отверстием в торце головки болта.
Исполнение 5 – с круглым отверстием в торце головки болта и отверстием в стержне.
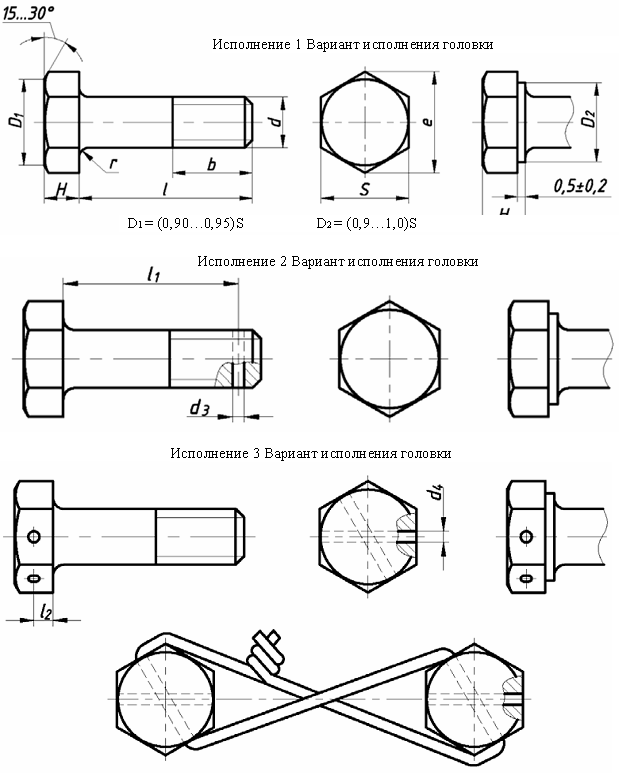

П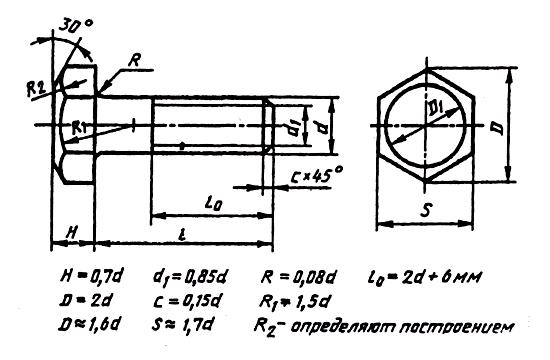 ри
изображении болта на чертеже выполняют
два вида по общим правилам и наносят
размеры:
ри
изображении болта на чертеже выполняют
два вида по общим правилам и наносят
размеры:
длина L болта;
длина резьбы Lо;
размер под ключ S;
обозначение резьбы Md.
Высота H головки в длину болта не включается.
БИЛЕТ 23
Разрезы
2. Шпилечное соединение
Ш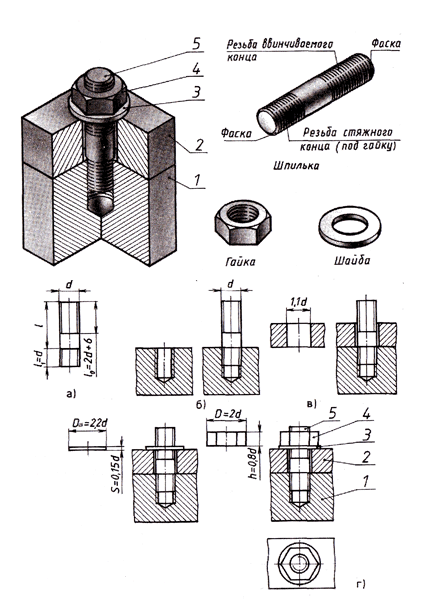 пилечное
соединение состоит из:
пилечное
соединение состоит из:
соединяемых деталей (1, 2);
шайбы (3);
гайки (4);
шпильки (5).
Соединение деталей шпилькой применяется тогда, когда нет места для головки болта или когда одна из соединяемых деталей имеет значительную толщину. В этом случае экономически нецелесообразно сверлить глубокое отверстие и ставить болт большой длины.
Соединение шпилькой уменьшает массу конструкций.
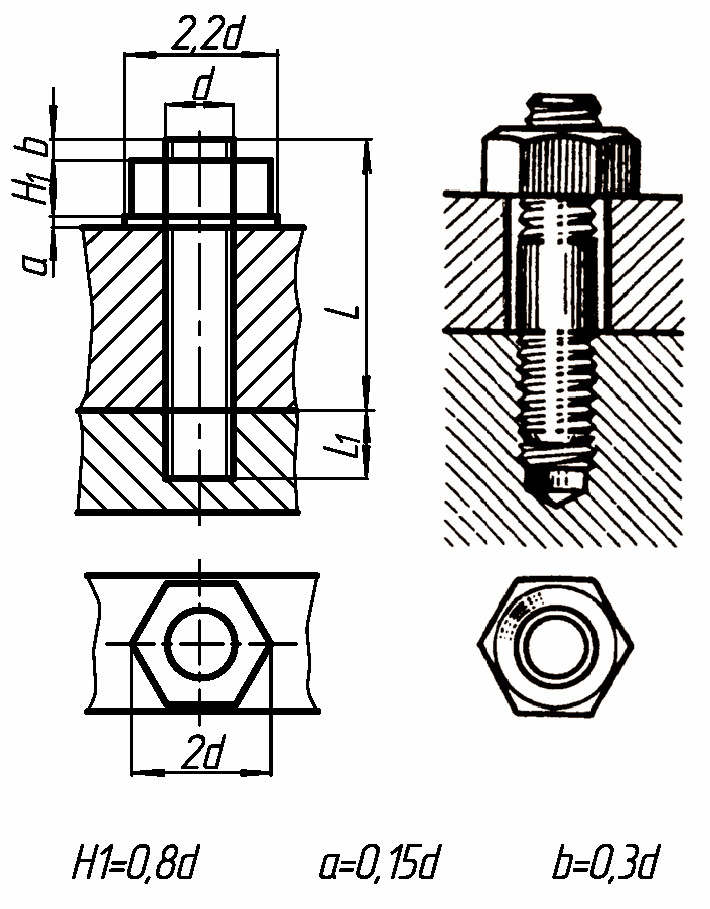
Длина резьбового конца |
Номер ГОСТа |
Применяемый материал |
l1=1,0d |
ГОСТ 22032—76 |
шпилька ввертывается в сталь, бронзу, латунь |
l1 = 1,25d |
ГОСТ 22034—76 |
шпилька ввертывается в чугун |
L1 = 1,6d |
ГОСТ 22036—76 |
|
l1 = 2d |
ГОСТ 22038—76 |
шпилька ввертывается в легкие сплавы |
l1 = 2,5d |
ГОСТ 22040—76 |
Чертеж шпилечного соединения выполняют в следующей последовательности:
1. Изображают деталь с резьбовым отверстием.
2. Изображают шпильку.
3. Вычерчивают изображение второй соединяемой детали.
4. Изображают шайбу.
5. Изображают гайку.
Примеры условного обозначения шпилек:
Шпилька М8 х 60 ГОСТ 22038—76 — с крупной метрической резьбой диаметром 8 мм, длина шпильки 60 мм, предназначена для ввертывания в легкие сплавы, длина ввинчиваемого конца 16 мм;
Шпилька М8 х 1,0 х 60 ГОСТ 22038—76 — та же, но с мелким шагом резьбы —1,0 мм
БИЛЕТ 24
Внутреннее сопряжение двух дуг окружностей
2. Зубчатые передачи
Зубчатое (шлицевое) соединение
З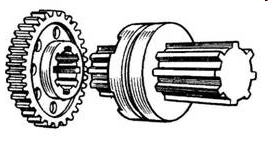 убчатое
(шлицевое)
соединение
представляет собой многошпоночное
соединение, в котором шпонка выполнена
заодно с валом и расположена параллельно
его оси.
убчатое
(шлицевое)
соединение
представляет собой многошпоночное
соединение, в котором шпонка выполнена
заодно с валом и расположена параллельно
его оси.
Зубчатые соединения используются для передачи крутящего момента, а также в конструкциях, требующих перемещения деталей вдоль оси вала, например в коробках скоростей.
Благодаря большому числу выступов на валу зубчатое соединение может передавать большие мощности и обеспечивать лучшую центровку вала и колеса.
ГОСТ 2.409—74 устанавливает условные изображения зубчатых валов, отверстий и их соединений.
БИЛЕТ 25
Единая система технологической документации
2. Пружины
БИЛЕТ 26
Внешневнутреннее сопряжение двух дуг окружностей
2. Винтовое соединение
В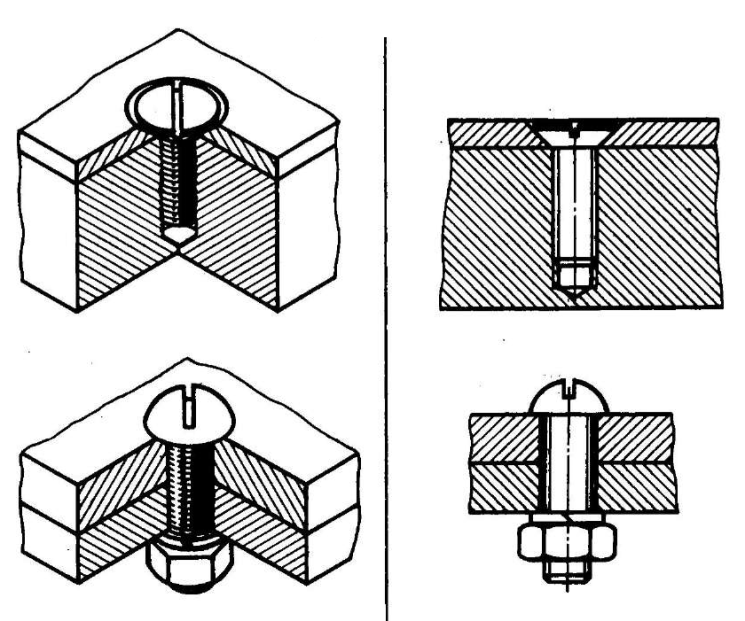 инт
представляет собой резьбовой стержень
с головкой, форма и размеры которой
отличаются от головок болтов.
инт
представляет собой резьбовой стержень
с головкой, форма и размеры которой
отличаются от головок болтов.
В зависимости от формы головки винтов они могут завинчиваться ключами или отвертками, для чего в головке винта выполняют специальный шлиц (прорезь) для отвертки
Винт отличается от болта наличием прорези (шлица) под отвертку.
В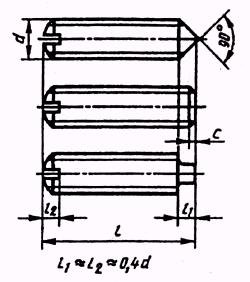 интовое
соединение - соединение деталей,
осуществляемое с помощью винта,
ввинчиваемого в одну из соединяемых
деталей, либо винта, шайбы и гайки
интовое
соединение - соединение деталей,
осуществляемое с помощью винта,
ввинчиваемого в одну из соединяемых
деталей, либо винта, шайбы и гайки
Соединение винтом включает соединяемые детали и винт с шайбой.
В соединениях винтами с потайной головкой и установочными винтами шайбу не ставят.
По назначению винты разделяются на:
крепежные - применяются для соединения деталей путем ввертывания винта резьбовой частью в одну из соединяемых деталей.
у
 становочные
- используются для взаимного фиксирования
деталей.
становочные
- используются для взаимного фиксирования
деталей.
установочных винтах стержень нарезан полностью и они имеют нажимной конец цилиндрический, конический или плоский
В зависимости от условий работы винты изготовляются:
с цилиндрической головкой (ГОСТ 1491—80),
полукруглой головкой (ГОСТ 17473—80),
полупотайной головкой (ГОСТ 17474—80),
потайной головкой (ГОСТ 17475—80) со шлицем,
с головкой под ключ и с рифлением.
На чертеже форму винта со шлицем полностью передает одно изображение на плоскости, параллель оси винта.
При этом указывают:
размер резьбы;
длину винта;
длину нарезанной части (lо = 2d + 6 мм);
условное обозначение винта по соответствующему стандарту.
Последовательность выполнения чертежа винтового соединения:
Изображают соединяемые детали. Одна из них имеет резьбовое отверстие, в которое ввинчивается резьбовой конец винта.
На разрезе резьбовое отверстие показывается частично закрытым резьбовым концом стержня винта.
Другая соединяемая деталь показывается с зазором, существующим между цилиндрическим отверстием верхней соединяемой детали и винтом.
Изображают винт.
Примеры условных обозначений винтов:
1. Винт М12х50 ГОСТ 1491-80 - с цилиндрической головкой, исполнение 1, с резьбой М12 с крупным шагом, длиной 50 мм;
2. Винт 2M12x1, 25x50 ГОСТ 17475-80 - с потайной головкой, исполнение 2, с мелкой метрической резьбой диаметром 12 мм и шагом 1,25 мм, длина винта 50 мм.
БИЛЕТ 27.
С
 опряжение
дуги окружности и прямой линии дугой
опряжение
дуги окружности и прямой линии дугой
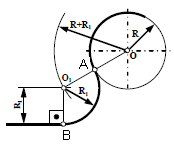
Внешнее сопряжение
При построении внешнего сопряжения радиуса R1:
Параллельно заданной прямой на расстоянии R1 в сторону окружности проводят вспомогательную прямую;
Из центра О радиусом равным (R+R1) проводят вспомогательную окружность;
На их пересечении получают точку О1 - центр сопрягающей окружности;
Из центра О1 радиусом R проводят сопрягающую дугу между точками А и В
Внутреннее сопряжение
При построении внутреннего сопряжения радиуса R1:
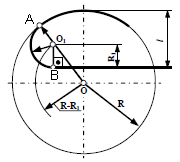 Параллельно
заданной прямой на расстоянии R1 в
сторону окружности проводят
вспомогательную прямую;
Параллельно
заданной прямой на расстоянии R1 в
сторону окружности проводят
вспомогательную прямую;Из центра О радиусом равным (R-R1) проводят вспомогательную окружность;
На их пересечении получают точку О1 - центр сопрягающей окружности;
Из центра О1 радиусом R проводят сопрягающую дугу между точками А и В.
2. Сварные соединения
Сварка – один из наиболее прогрессивных способов соединения составных частей изделия и имеет значительные преимущества перед литьем и соединением заклепками.
Сваркой называют процесс получения неразъемного соединения твердых предметов, состоящих из металлов, пластмасс или других материалов, путем местного их нагревания до расплавленного или пластического состояния без применения или с применением механических усилий.
Существует множество видов сварки и способов их осуществления,:
ручная дуговая (ГОСТ 5264-80);
автоматическая и полуавтоматическая сварка под флюсом (ГОСТ 11533-75);
дуговая сварка в защитном газе (ГОСТ 14771-76);
контактная сварка (ГОСТ 15878-79) и др.
Подробно способы сварки описаны в
ГОСТ 19521–74 «Сварка металлов. Классификация»
Сварное соединение - неразъемное соединение, выполненное сваркой. Сварное соединение включает четыре образующиеся в результате сварки зоны металла в изделии:
зону сварного шва (1);
зону сплавления (2);
зону термического влияния (3);
часть основного металла (4), прилегающую к зоне термического влияния.
Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва - сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл - металл соединяемых частей подвергающихся сварке.
Зона сплавления - зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
З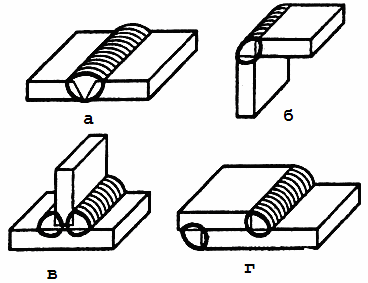 она
термического влияния - участок основного
металла, не подвергшийся расплавлению,
структура и свойства которого изменились
в результате нагрева при сварке, наплавке
или резке.
она
термического влияния - участок основного
металла, не подвергшийся расплавлению,
структура и свойства которого изменились
в результате нагрева при сварке, наплавке
или резке.
По способу взаимного расположения свариваемых деталей различают соединения:
стыковые - сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности;
угловые - сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев;
тавровые - сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента;
внахлестку - сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
В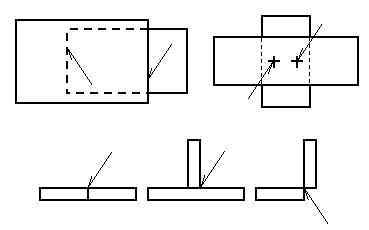 ид
соединения определяет вид сварного
шва.
ид
соединения определяет вид сварного
шва.
Условные изображения и обозначение швов сварных соединений выполняются в соответствии с ГОСТ 2.312-72.
Сварные швы изображают:
если шов видимый - сплошными основными линиями;
если шов невидимый – штриховыми линиями.
От изображения шва проводят одностороннюю стрелку с линией-выноской
У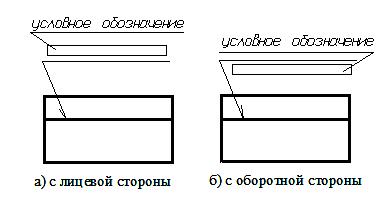 словное
обозначение шва наносят:
словное
обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны.
За лицевую сторону принимают:
для одностороннего шва сварного соединения - сторону, с которой производят сварку;
для двустороннего шва сварного соединения с несимметрично подготовленными кромками - сторону, с которой производят сварку основного шва.
двустороннего шва сварного соединения с симметрично подготовленными кромками - может быть принята любая сторона.
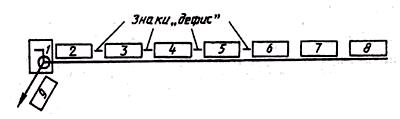
Структура условного обозначения стандартного шва: