

1 Вариант:

 (1)
(1)


где: W1,W2 ,W3 расходы фракций соответственно 140°-180°, 180°-230°С, 230°-360°С;
T1, T2, T3 - температуры выкипания 98% соответственно фракций 140°-180°, 180°-230°С и 50% фракции 230-360°С; Uj (Fn,Fo,S1,S2,S3,t1,t2,t3,tн) - вектор управляющих параметров, где F - расход пара; F0 - расход острого орошения; S1, - расход верхнего циркуляционного орошения (ЦО); S2 - расход 1-го ЦО; S3 - расход 2-го ЦО; P - давление в колонне; t1- температура верха колонны; t2 - температура 1-го ЦО в колонну; t3- температура 2-го ЦО в колонну; tн - температура низа колонны.X (F,tf) – вектор входных параметров (F – расход отбензиненной нефти, tf – температура нефти).Черта внизу параметра (например, W1) означает его нижнее (минимальное) значение, черта сверху параметра – верхнее (максимальное) значение в диапазоне изменения данного параметра.При этом величины ограничений на выходные переменные (Ti) и управляющие воздействия могут изменяться в соответствии с технологическими требованиями ведения процесса.
Задача оптимизации статических режимов колонны в постановке сводится к следующему: при заданном значении вектора входных параметров X (F,tf)– определить максимум выхода фракции 180°-230°С (W2) при выполнении заданных ограничений на расходы фракций 140-180° (W1) 230-360°(W3) и температуры выкипания 98% фракций 140-180° (Т1) 180°-230° (T2), выкипания 50% (96%) фракции 230°-360° (T3).
Решение задачи оптимизации в этом случае получается в виде зависимости управляющих параметров процесса U от входных параметров Х
 (2)
(2)
2-й вариант. Математическая постановка задачи оптимизации формулируется следующим образом:

(3)

данном варианте задача оптимизации статических режимов работы колонны К-102 сводится при заданном значении вектора Х(F, f) к реализации заданных значений расходов всех фракций W1, W2, W3 при выполнении заданных ограничений на заданные показатели: температуры выкипания 98% фракций Т1=140-180 оС, и Т2=180-230 оС, и 50%(96%) фракции при 230-300 оС. Кроме того, накладываются позиционные ограничения на все управляющие воздействия Uj(j=1, 2, …,10).Решение задачи оптимизации в данном случае получается в виде зависимости:
 (2)
(2)
Режим советчика оператору реализован в виде программы «Оптимизация», представляющей собой средство для проведения расчетов оптимальных режимов работы колонны с использованием 2-х вариантов алгоритмов оптимизации для всех режимов работы по видам сырья и номенклатуре получаемой продукции в указанных интервалах расхода и температуры отбензиненной нефти.
При проведении расчетов по программе вначале рассчитывается и отображается в редактируемых полях величины ограничений (минимальные и максимальные значения) управляющих Uj и выходных параметров Yk,
Результатом работы программы является расчет и отображение численных значений в соответствующем поле оптимальных значений всех управляющих параметров и соответствующих им величин расходов фракций и их качественных показателей. Эти данные являются рекомендацией оператору для управления процессом в колонне при соответствующем варианте работы при заданной нагрузке по сырью.
Для расчета оптимальных режимов колонны К-102 по первому варианту алгоритма оптимизации запускается программа и на экране появляется окно (с заголовком «Оптимизация») В левой половине окна находятся наименования параметров, правее каждого из них расположено два поля ввода численных значений их интервалов ограничений. Слева от каждого наименования параметра находится переключатель для выбора режима ввода интервалов ограничений в ручном режиме. По умолчанию численные значения всех параметров равны 0. Против наименований «Расход отбензиненной нефти» и «Температура отбензиненной нефти» находится соответствующее поле ввода конкретных значений этих параметров.
Выбор варианта работы колонны по виду нефти и номенклатуре получаемых продуктов производится путем переключения соответствующего указателя с помощью курсора мыши.После выбора данного варианта против параметров «Расход от бензиненной нефти» и «Температура отбензиненной нефти» отображаются диапазоны изменения данных параметров, в рамках которых может выполняться оптимизация процесса в колонне.
Задание в соответствующих редактируемых полях «Расход отбензиненной нефти» и «Температура отбензиненной нефти» и нажатие кнопки «Вычислить» повторяет вышеприведенную процедуру расчетов и отображений вначале интервалов ограничений, а затем, и оптимального режима работы колонны. Если при вводе в ручном режиме значение минимума меньше минимального значения либо больше.
Затем в соответствующих редактируемых полях задаются величины расхода отбензиненой нефти и ее температуры. В результате происходит расчет всех диапазонов ограничений всех параметров, которые отображаются в соответствующих редактируемых полях, а для выходов фракций – в скобках против (правее) наименований этих выходов.
В соответствии с технологической целью ведения процесса из области ограничений на выходы фракций задаются их конкретные значения для каждой фракции, которые отображаются в соответствующих редактируемых полях.
Нажатием кнопки «Вычислить» запускается программа вычислений и их результаты отображаются на расчетном поле против каждого параметра процесса. Кнопкой «Закрыть» закрывается окно программы.
5-1. Инструментальное обеспечение АСУ
Один из основных факторов успешного развития и внедрения автоматизированного управления — рациональное использование инструментальной базы, включающей технические, программные и телекоммуникационные средства. Определяющим моментом является унификация и стандартизация всех компонентов, в том числе и инструментальной базы. Проведенный анализ всех составляющих инструментальной базы автоматизированного управления показывает сложившиеся тенденции их развития, позволяет ориентироваться на сложившемся рынке вычислительных и сетевых видов продукции
Включают в себя:
Технические средства АСУ
Это компьютеры и контроллеры с разными архитектурами, работающие по следующим принципам:
1) работа в режиме реального времени, т.е. обеспечение высокой реактивности на запросы обслуживания со стороны объекта управления;
2) повышенные требования к надежности функционирования;
3) автоматический перезапуск в случае «зависания» программы;
4) конструкция, приспособленная для работы в цеховых («полевых») условиях (повышенные вибрации, электромагнитные помехи, запыленность, перепады температуры, иногда взрывоопасность);
5) возможность встраивания дополнительных блоков управляющей, регистрирующей, сопрягающей аппаратуры, что помимо специальных конструкторских решений обеспечивается использованием стандартных шин и увеличением числа плат расширения;
6) минимальное потребление энергии и рассеяние тепла в условиях ограниченной мощности источника питания и отсутствия элементов принудительной вентиляции и охлаждения
Телекоммуникационные средства АСУ
Строится на основе эталонной модель взаимодействия открытых систем (OSI - модель), которая базируется на следующих уровнях реализации:
1 Физический Физическое (механическое и электрическое) соединение среды передачи данных
2 Канальный Передача по физическому адресу в сети, доступ к среде передачи данных
3 Сетевой Логическая адресация и маршрутизация
4 Транспортный Прозрачная передача пакетов данных по сети
5 Сеансовый Управление диалогом между устройствами сети
6 Представительный Преобразование данных при передаче информации между устройствами с различными форматами данных
7 Прикладной Предоставление сетевого сервиса для программ пользователя
Основные топологии связи:
1 кольцо,2 шина, звезда
Информационное обеспечение автоматизированного управления
Строится на объектно-ориентированных СУБД
В настоящее время насчитывается свыше 300 объектно-ориентированных СУБД (ООСУБД).
В технологии разработки ООБД конкурируют два направления:
1) Distributed Object Linking and Embedding (OLE) фирмы Microsoft.
2) Common Object Request Broker Architecture (CORBA) группы OBDMG, поддерживаемое фирмами IBM, Novell, DEC, с ориентацией на все платформы. В рамках этого направления выделены и сформированы указанные ранее язык определения объектов Object Definition Language (ODL); объектный язык запроса Object Query Language (OQL); язык определения интерфейсов Interface Definition Language (IDL).
Строятся на основе распределенных баз данных
До сих пор рассматривались централизованные, локальные базы данных. В то же время распределенные базы данных (РБД) находят все более широкое применение в связи с массовым распространением «сетевых» технологий.
Теория создания, использования и функционирования РБД имеет свои особенности по сравнению с централизованными БД. Базы данных явились в значительной мере следствием развития АСУ. Первоначально АСУ строились по централизованному принципу: данные из источников передавались в центральный вычислительный центр с суперЭВМ и там обрабатывались. В силу этого базы данных первоначально назывались банками данных.
5-2. Критерии выбора SCADA-системы.
Общие подходы
При оценке возможности использования SCADA-системы необходимо учитывать:
‑объем данных (производительность, поддержка стандартных сетевых протоколов и форматов данных);
‑ удобство в работе (стандартизация пользовательского интерфейса, наличие и удобство языка описания данных и процессов);
‑описание пакета и эксплуатационных инструкций на русском языке;
‑уровень технической поддержки (с учетом доступности);
‑надежность (отсутствие рекламаций);
·‑число инсталляций за рубежом и в СНГ (особенно применимость в промышленных АСУ);
‑цена программного продукта.
Эксплуатационные показатели
Характеризуют скорость освоения продукта и разработки прикладных систем (что в конечном итоге, очень отражается на стоимости составляющих системы управления):
‑качество документации SCADA-системы: полнота, ясность и наглядность описания первичных документов; русификация и ее качество (экраны, подсказки, справочная система, всевозможные обозначения и т. д.).
‑доступность диалога: наглядность представления необходимой информации на экране, удобство использования справочной системы, информативность оперативных подсказок и т. д.;
‑уровень сопровождения системы при ее эксплуатации: возможность внесения изменений в базу данных, коррекции мнемосхем без остановки системы, полнота средств диагностики системы при сбоях и отказах, возможность наращивания разнообразных функций системы, трудоемкость при инсталляции системы и т. д. Сюда можно отнести и доставку необходимой информации на верхний уровень управления;
‑наличие и качество поддержки SCADA-системы: услуги организации-разработчика, обслуживание (в т. ч. консультации, которые необходимо проводить не только с программистами-разработчиками по месту создания системы, но иногда по месту внедрения на объекте), обучение специалистов, условия обновления версий.
Экономические показатели
Выражаются в стоимости следующих составляющих:
‑аппаратной платформы;
‑системы (средства разработки и среда исполнения);
‑разработки системы;
‑освоения системы (обучение пользователей);
‑сопровождения (консультации, смены версий продукта, прочиеуслуги);
‑окупаемости.
Технические показатели
‑Программно-аппаратные платформы, на которых реализуется SCADA-система
‑Средства сетевой поддержки.
‑Поддерживаемые базы данных
‑Встроенные командные языки.
‑Открытость систем.
‑Реальное время
‑OPC. Используемым для связи с внешним миром
5-3. АРМ диспетчера энергоблока теплоэлектростанции: назначение, функции и состав
АРМ диспетчера энергоблока теплоэлектростанции предназначено для запуска технологических задач, ведения нормативно-справочной информации и отображения результатов работы в табличном и графическом виде. Оно реализует следующие функции:
— запуск технологических задач в заданное время с определенной цикличностью;
— ведение нормативно-справочной информации;
— отображение результатов работы технологических задач в табличном и графическом виде реальном времени;
— запуск технологических задач по архивным данным;
— отображение результатов работы технологических задач в табличном виде по архивным данным;
— хранение выходных форм в виде файлов в формате Excel.
Пользователь может:
— просмотреть и распечатать выходные формы и графики (за оперативный интервал и накопленные) на АРМ;
— откорректировать (имея права доступа и пароль) нормативно-справочную и вручную вводимую информацию;
— просмотреть и скопировать с АРМ файлы с выходными формами в формате EXCEL;
— запустить ряд задач на архивных данных и получить результаты в виде выходных форм на АРМ и форм в формате Excel;
— просмотреть и распечатать графики изменения расчетных параметров на архивной станции;
— просмотреть ряд выходных форм на операторской станции.
6-1. Технические средства АСУ
Основу технического обеспечения автоматизированных систем составляют компьютеры, являющиеся ядром любой информационной системы.
В настоящее время существует следующая классификация архитектур компьютеров:
— архитектура с одиночным потоком команд и одиночным потоком данных (SISD) центральный процессор работает с парами «атрибут-значение». Атрибут (метка) используется для локализации соответствующего значения в памяти, а одиночная команда, обрабатывающая содержимое накопителя (регистра) и значение, выдает результат. В каждой итерации из входного потока данных используется только одно значение;
— архитектура с одиночным потоком команд и множественным потоком данных (SIMD)состоит из одного контроллера, управляющего комплексом одинаковых процессоров (типы процессоров матричные, ассоциативные процессоры, процессорные ансамбли, конвейерные процессоры).
— архитектура с множественным потоком команд и одиночным потоком данных (MISD); отнесена единственная архитектура ‑‑ конвейер, но при условии, что каждый этап выполнения запроса является отдельной командой.
— архитектура с множественным потоком команд и множественным потоком данных (MIMD) относят следующие конфигурации: мультипроцессорные системы; системы с мультиобработкой; вычислительные системы из многих машин; вычислительные сети. Общим для данного класса является наличие ряда процессоров и мультиобработки. В отличие от параллельных матричных систем число процессоров невелико, а термин «мультиобработка» понимается в широком смысле для обозначения функционально распределенной обработки Базовым аппаратным средством уровня непосредственного цифрового управления является автономное программируемое устройство сбора и обработки информации — промышленный контроллер.
В отличие от персонального компьютера он рассчитан на решение ограниченного круга задач и должен обладать следующими основными свойствами:
1) работа в режиме реального времени, т.е. обеспечение высокой реактивности на запросы обслуживания со стороны объекта управления;
2) повышенные требования к надежности функционирования;
3) автоматический перезапуск в случае «зависания» программы;
4) конструкция, приспособленная для работы в цеховых («полевых») условиях (повышенные вибрации, электромагнитные помехи, запыленность, перепады температуры, иногда взрывоопасность);
5) возможность встраивания дополнительных блоков управляющей, регистрирующей, сопрягающей аппаратуры, что помимо специальных конструкторских решений обеспечивается использованием стандартных шин и увеличением числа плат расширения;
6) минимальное потребление энергии и рассеяние тепла в условиях ограниченной мощности источника питания и отсутствия элементов принудительной вентиляции и охлаждения
Основные требования к программному обеспечению для PLC:
— автономность;
— поддержка процессов сбора, анализа информации и управления, а также локальных баз данных в реальном времени;
— возможность дистанционного управления со стороны центрального диспетчерского пункта (станции);
— сетевая поддержка.
Программное обеспечение распределенной системы (компьютер-PLC) включает следующие основные компоненты:
— тестовое программное обеспечение;
— базовое программное обеспечение;
— прикладное технологическое программное обеспечение.
Тестовое программное обеспечение выполняет тестирование (отладку) отдельных PLC и системы в целом (включая тестирование и диагностику различных конфигураций) и содержит следующие компоненты:
— программы инициализации и конфигурирования, а также начальные тесты для PLC и сетевых адаптеров (внутреннее программное обеспечение, расположенное в ПЗУ);
— программы для тестирования PLC через линию связи с компьютером высшего уровня или специализированной наладочной аппаратурой;
— программы для тестирования, наладки и сбора статистики локальной сети распределенной системы;
— комплексное тестирование распределенной системы в целом;
— специализированное тестовое программное обеспечение для наладочных пультов, стендов, эмуляторов и т.д.
Отладка PLC выполняется с помощью компьютеров или специальных пультов, обеспечивающих доступ к памяти и портам PLC с целью отладки и оперативного ввода данных, уставок, управляющей информации. Отладчик позволяет перевести работу PLC в режим пошагового исполнения внутренних программ, эмулировать подачу внешних сигналов, отслеживать изменения состояний регистров и т.п.
6-2. SCADA-системы: HMI на базе операторских панелей.
Операторская панель представляет собой компактную вычислительную машину со встроенным жидкокристаллическим дисплеем. Для реализации функций управления панели снабжаются блоками кнопочного управления и/или сенсорными экранами (touch screens).
Типовая панель предоставляет пользователю следующий функционал:
1. Визуализация переменных технологического процесса в текстовом или графическом режимах;
2. Управление и обработка аварийных сообщений, регистрация времени и даты возникновения аварийных сообщений;
3. Ручное управление с помощью функциональных кнопок или сенсорного экрана;
4. Возможность свободного программирования графики и настройки функциональных клавиш;
5. Построение диаграмм и трендов, отображение сводных отчетов.
Можно выделить следующие важные характеристики панелей оператора:
1. Тип и размер экрана. Экран может быт как монохромным, так и цветным с разрешением от 128x128 до 1024x768.
2. Организация управления. Происходит или с помощью прозрачного сенсорного экрана, наклеиваемого на ЖК-экран, или с помощью функциональных кнопок и манипуляторов, расположенных на фронтальной стороне. Возможен и комбинированный вариант.
3. Количество поддерживаемых сетевых протоколов. Обычно панели имеют встроенную поддержку нескольких коммуникационных протоколов, например, Profibus DP и Industrial Ethernet.
4. Степень защиты. Для фронтальной части – это, как правило, IP65, для остальной части корпуса – IP20. Наибольшее значение имеет степень защиты именно фронтальной части, что связанно с особенностью монтажа.
5. Быстродействие процессора и объем встроенной Flash-памяти.
Наиболее часто применяются следующие варианты монтажа операторских панелей:
1. Установка целиком внутри шкафа с прозрачными дверьми;
2. Врезка в дверь шкафа так, чтобы снаружи находилась только фронтальная часть панели (остальная часть корпуса находится внутри шкафа)
Для программирования панель подключают к персональному компьютеру или программатору. Чаще всего подключение осуществляется по интерфейсу RS-232 через обычные COM-порты. На компьютере инсталлируется специальный программный пакет для конфигурирования HMI (например, для панели MP370-12 это пакет WinCC Flexible). После того, как разработка HMI закончена, сконфигурированный проект загружается с компьютера в панель оператора, и на ней можно начинать работать. Стоит отметить, что программное обеспечение для конфигурирования панелей поставляется, как правило, отдельно и стоит немалых денег.
6-3. АРМ диспетчера энергоблока теплоэлектростанции: диспетчер технологических задач
Большая часть технологических задач представляет собой единый информационный комплекс. Это следует иметь в виду при анализе результатов, особенно при появлении сомнительных или ошибочных данных. Следует рассматривать результаты расчетов выходные формы задач - совместно с ведомостью недостоверных параметров. Не все измеряемые параметры возможно контролировать на достоверность, поэтому при появлении ошибочных и сомнительных данных следует обратить внимание и на состояние измеряемой информации по данным операторской или архивной станций. Оператор вычислительного центра должен следить за работой программного обеспечения вычислительной станции, наличием сетевой связи, проверять в протоколе диспетчера наличие сообщений об ошибках при работе задач и принимать меры к их устранению.
Запуску диспетчера предшествует этап создания и подготовки базы данных диспетчера. Диспетчер вызывается в режиме автозапуска при загрузке системы
Меню состоит из пунктов View и Help. Пункт View позволяет активизировать панель функциональных кнопок и панель состояния. Пункт Help содержит справку по работе с диспетчером.
Панель функциональных кнопок состоит из: кнопки справки, кнопки P ON/OFF; кнопкиUP; кнопки HL; кнопки P15M; кнопки P1M.
При нажатии кнопки P ON/OFF на экран выводится панель управления протоколом, позволяющая посредством флажков включать или отключать ведение протокола задач соответствующего периода.
По кнопке UP обновляются данные из базы диспетчера. Если в процессе работы диспетчера производилась корректировка базы диспетчера, то необходимо выполнить данную операцию. Изменения вступят в силу только после перезагрузки данных из базы диспетчера.
По кнопке HL выводится справка по работе с диспетчером.
По кнопкам P15M и P1M на экран выводятся протоколы 15-минутных или 1-минутных задач соответственно.
Для просмотра результатов работы технологических задач в виде форм и графиков необходимо запустить главное окно «ТЭП_энергоблока»
Главное окно задачи содержит ряд функциональных кнопок: «О программе», «НСИ задач», «Формы», «Графики», «НСИ. Графики», «Ввод информации вручную», «Архивы», «Формы по архивным данным», «Выход».
Выполнение действий по кнопкам «НСИ задач», «НСИ. Графики», «Ввод информации вручную» возможно только после ввода пароля.
При нажатии на кнопку «НСИ задач» появится окно «Справочник технологических задач», состоящее из двух полей.
Верхнее поле «Список задач» содержит перечень технологических задач, функционирующих на вычислительной станции. Нижнее поле «Список таблиц» отображает список имен таблиц базы данных, содержащих нормативно-справочную информацию по выбранной задаче.
Любую таблицу базы данных, относящуюся к выбранной задаче, можно отредактировать, вызвав ее на экран двойным нажатием левой клавиши мыши по имени таблицы в нижнем поле.
При нажатии кнопки «Графики» на экране появится окно «Меню графиков»,
При нажатии кнопки «Ввод информации вручную» появляется
окно «Информация вводимая вручную»
7-1. Эталонная модель взаимодействия открытых систем (OSI-модель)
Информационный обмен между различными уровнями АСУ осуществляются посредством локальных вычислительных сетей. Сети охватывают относительно небольшие территории (до 5-10 км) внутри отдельных предприятий и объединяют с помощью общего канала связи сотни абонентских узлов (сетевой абонентский узел — это компьютер, PLC, панель визуализации и т. д.). Они могут подключаться к другим локальным сетям, а также региональным и глобальным сетям.
Локальные вычислительные сети, обеспечивающие физическую и логическую связь между распределенными промышленными контроллерами, измерительными преобразователями и исполнительными механизмами и их интеграцию в единую систему управления технологическим процессом, называются локальными промышленными сетями (ЛПС) (Fieldbus — «полевая» шина).
Основными требованиями к сетям, эксплуатирующимся в промышленных условиях, являются:
— высокая надежность;
— высокая скорость передачи данных (что отличает их, например, от глобальных сетей, которые могут вносить в передачу данных значительные задержки);
— простота монтажа.
два уровня: верхний (уровни АСУ) и нижний (уровень датчиков и уровень производственного процесса):
— ЛПС для уровня ввода-вывода (sensor/actuator level) — объединение простых устройств: датчиков и исполнительных механизмов распределенной АСУ. Каждое из этих устройств должно иметь специальную интерфейсную микросхему. Сети данного уровня обеспечивают высокоскоростную передачу коротких сообщений. Длина сегмента сети обычно порядка 100 м, число узлов — несколько десятков, цикл опроса шины — порядка 10 мс, объем передаваемых данных за цикл — от одного до нескольких десятков байт. Примерами этих сетей являются ASI и Profibus DP;
— ЛПС для уровня производственного процесса (field level) — объединение промышленных контроллеров для сбора, обработки информации и управления технологическим процессом. Сеть может объединять сотни узлов и предназначена для передачи больших объемов данных (цикл шины — порядка 100 мс). Примерами таких сетей являются Profibus FMS и Bitbus.
Строится на основе эталонной модель взаимодействия открытых систем (OSI - модель), которая базируется на следующих уровнях реализации:
1 Физический Физическое (механическое и электрическое) соединение среды передачи данных
2 Канальный Передача по физическому адресу в сети, доступ к среде передачи данных
3 Сетевой Логическая адресация и маршрутизация
4 Транспортный Прозрачная передача пакетов данных по сети
5 Сеансовый Управление диалогом между устройствами сети
6 Представительный Преобразование данных при передаче информации между устройствами с различными форматами данных
7 Прикладной Предоставление сетевого сервиса для программ пользователя
Модель OSI представляет собой стандартизированный каркас и общие рекомендации, требования же к конкретным компонентам сетевого программного обеспечения задаются протоколами.
Локальные промышленные сети, как правило, реализуют физический, канальный и прикладной уровни OSI-модели, остальные уровни в большинстве случаев избыточны
7-2. SCADA-системы: HMI на базе операторских станций.
Аппаратно рабочая станция оператора (OS, operator station) представляет собой персональный компьютер. Как правило, станция снабжается несколькими широкоэкранными мониторами, функциональной клавиатурой и необходимыми сетевыми адаптерами для подключения к сетям верхнего уровня (например, на базе Industrial Ethernet). Станция оператора несколько отличается от офисных компьютеров, прежде всего, своим промышленным исполнением и эксплуатационными характеристиками
На станции оператора устанавливается программный пакет визуализации технологического процесса (часто называемый SCADA).
Программное обеспечение визуализации призвано выполнять следующие задачи:
1. Отображение технологической информации в удобной для человека графической форме (как правило, в виде интерактивных мнемосхем) – Process Visualization;
2. Отображение аварийных сигнализаций технологического про цесса – Alarm Visualization;
3. Архивирование технологических данных (сбор истории процесса) – Historical Archiving;
4. Предоставление оператору возможности манипулировать (управлять) объектами управления – Operator Control.
5. Контроль доступа и протоколирование действий оператора – Access Control and Operator’s Actions Archiving.
6. Автоматизированное составление отчетов за произвольный интервал времени (посменные отчеты, еженедельные, ежемесячные и т.д.) – Automated Reporting
Как правило, SCADA состоит из двух частей:
1. Среды разработки, где проектировщик рисует и программирует технологические мнемосхемы;
2. Среды исполнения, необходимой для выполнения сконфигурированных мнемосхем в режиме runtime. Фактически это режим повседневной эксплуатации.
Существует две схемы подключения операторских станций:.1) Подключение происхожит на прямую или с помощью промежуточного коммутатора. Подключенная таким образом операторская станция работает независимо от других станций сети, и поэтому часто называется одиночной.2) операторские станции подключают к серверу или резервированной паре серверов, а серверы в свою очередь подключаются к промышленным контроллерам. Таким образом, сервер, являясь неким буфером, постоянно считывает данные с контроллера и предоставляет их по запросу рабочим станциям. Станции, подключенные по такой схеме, часто называют клиентами
Для взаимодействия пакета визуализации и драйвера ввода/вывода используется несколько протоколов, наиболее популярные из которых OPC (OLE for Process Control) и NetDDE (Network Dynamic Data Exchange). Обобщенно можно сказать, что OPC и NetDDE – это протоколы информационного обмена между различными приложениями, которые могут выполняться как на одном, так и на разных компьютерах.
SCADA инженеры часто измеряют понятием как «тэг» (tag). Тэг является по существу некой переменной программы визуализации и может быть использован как для локального хранения данных внутри программы.
7-3. АРМ диспетчера энергоблока теплоэлектростанции: технологические задачи и их базы данных
Большая часть технологических задач представляет собой единый информационный комплекс. Это следует иметь в виду при анализе результатов, особенно при появлении сомнительных или ошибочных данных. Следует рассматривать результаты расчетов выходные формы задач - совместно с ведомостью недостоверных параметров. Не все измеряемые параметры возможно контролировать на достоверность, поэтому при появлении ошибочных и сомнительных данных следует обратить внимание и на состояние измеряемой информации по данным операторской или архивной станций. Оператор вычислительного центра должен следить за работой программного обеспечения вычислительной станции, наличием сетевой связи, проверять в протоколе диспетчера наличие сообщений об ошибках при работе задач и принимать меры к их устранению.
Программное обеспечение АРМ включает в себя программное обеспечение следующих расчетных технологических задач:
1)Задачи, работающие в реальном времени, с интервалом вызова 1 минута:
‑ Передача усредненной аналоговой и дискретной информации в базу данных
‑ Формирование ведомостей отклонений от допустимых значений тепломеханических параметров турбины и температурного режима металла котла и турбины. Расчет выработанного ресурса
‑ Расчет ТЭП для анализа качества работы оперативного персонала в регулировочном диапазоне нагрузок энергоблока
‑ Формирование суточной ведомости
‑ Формирование ведомостей длительности (израсходованного ресурса) работы оборудования
2) Задачи, работающие в реальном времени, с интервалом вызова 15 минут:
‑ Контроль достоверности используемых в расчетах ТЭП усредненных значений измеряемых параметров Расчет логических признаков работы оборудования Расчет нормативов по графикам для данного режима работы
‑ Расчет параметров тепловой схемы
‑ Расчет и анализ ТЭП для оперативного персонала
‑ Диагностика технического состояния конвективных поверхностей котла
‑ Диагностика технического состояния конденсационной установки
‑ Расчет материального и теплового баланса
‑ Расчет обобщенных показателей работы энергоблока
‑ Диагностика технического состояния проточной части. Диагностика технического состояния питательного турбонасоса
‑ Усреднение и накопление измеряемых параметров, необходимых для расчета ТЭП по форме 3-тэк ТЭС
‑ Формирование инициативных сообщений на операторских станциях по изменениям экономичности технологической схемы и оборудования энергоблока Задачи, работающие на информации, передаваемой с архивной станции
‑ Формирование ведомостей отклонений от допустимых значений тепломеханических параметров турбины и температурного режима металла котла и турбины
‑ Формирование ведомостей пусков энергоблока
‑ Оценка качества пусков котла и паровой турбины
‑ Усреднение и накопление измеряемых параметров, необходимых для расчета ТЭП по форме 3-тэк ТЭС.
‑ Формирование суточной ведомости
Отчетов
Показатели экономичности по оперативно регулируемым параметрам
Показатели эффективности работы узлов котла
Контроль состояния конвективной шахты
Показатели состояния поверхностей нагрева до и после ремонта
Изменение экономичности котлоагрегата на оперативных интервалах
Температурный режим металла котла
Дополнительно выработанный ресурс металла поверхностей нагрева котла
Отклонения параметров, влияющих на надежность энергоблока
Пусковая ведомость
Оценка качества пуска
Показатели работы вахт
Суточные ведомости
Сменная ведомость
Сведения о работе механизмов собственных нужд
Сведения о состоянии автоматических регуляторов
Усредненные параметры для расчета формы 3-тэк
Ведомость параметров, контролируемых на достоверность
Ведомость недостоверных параметров
Отображение одного графика
Отображение двух графиков
Отображение до пяти графиков
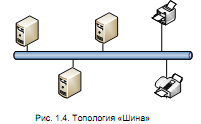
8-1. Топология локальной промышленной сети.
Топология сети описывает способ объединения различных сетевых устройств. Выбор топологии влияет на характеристики сети: способ доступа к сети, возможность ее расширения, надежность. Основными топологиями являются: шина (bus), кольцо (ring), звезда (star).
При построении сетей используются два варианта подключения сетевых устройств: радиальное и магистральное:
— радиальное соединение между двумя сетевыми устройствами (компьютером, PLC и т.п.) называется соединением точка к точке (point to point interface);
— магистральное соединение сетевых устройств, при котором сетевые устройства независимо выходят на общую линию передачи, называется «многоточечным» соединением (multipoint).
Топология «Шина» (магистраль). Наиболее простые и распространенные сети. Для объединения группы устройств в сеть здесь применяется единый (магистральный) кабель, имеющий несколько промежуточных ответвлений, которые используются для соединения магистрального провода с сетевыми устройствами (рис.1.4). Тип соединения — многоточечный. Каждое сетевое устройство может передавать данные только в том случае, если другие «молчат».
Сеть с такой топологией отличается легкостью расширения, однако чем больше абонентских узлов в сети, тем ниже ее производительность. Выход из строя магистрального кабеля влечет за собой остановку всей сети, однако выход из строя одного узла не нарушает работоспособности сети.

Топология «Кольцо». Информация передается от узла к узлу последовательно по физическому кольцу. Каждый узел передает информацию только одному из узлов (рис.1.5). Тип соединения — точка к точке. Приемный узел выступает в роли повторителя, регенерируя полученную информацию.
К передатчикам и приемникам здесь предъявляются более низкие требования, чем в широковещательных конфигурациях, где передаваемые данные получают все узлы сети. На различных участках сети могут использоваться разные виды физической передающей среды. Выход из строя линии связи приводит к отказу сети.
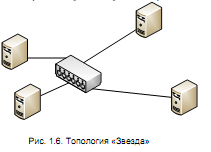
Топология «Звезда». Все сетевые узлы подключены собственным физическим каналом связи к центральному концентратору или промышленному контроллеру (рис.1.6). Тип соединения — точка к точке. Информация от периферийного передающего узла поступает к другим периферийным узлам через центральный узел.
Центральный узел должен отличаться повышенной надежностью, поскольку выход его из строя останавливает всю сеть. Выход из строя периферийного узла или одного физического канала связи отключает только один сетевой узел и не влияет на работоспособность остальной сети.
8-2. Основные механизмы обработки информации в SCADA-системах: мнемосхемы – назначение, графические возможности, принципы построения.
Назначение. Мнемосхема (экранная форма) – наглядное графическое изображение технологического процесса, интегрированное со средствами контроля и управления. Она является важнейшим источником информации о характере и структуре связей, текущем состоянии переменных (в том числе связанных с нарушением технологических режимов, авариями и т. п.) и позволяет оператору-технологу:
• облегчить запоминание хода технологического процесса и назначения устройств и органов управления;
• определить способы действия при различных режимах работы объекта;
• способствовать упрощению поиска и опознания нужной информации для оперативного принятия правильных решений.
Графические компоненты. Все SCADA-системы имеют в своем составе средства, позволяющие создавать как статические элементы мнемосхем (контурные изображения технологических аппаратов, трубопроводы и т. д.), так и оживлять (анимировать) эти элементы (создавать динамические объекты). В состав этих средств входят:
• наборы графических примитивов рисования (линия, прямоугольник, эллипс, кривые, текст) и средства их компоновки для создания уникальных собственных объектов);
• готовые библиотеки типовых графических объектов: технологические объекты (аппараты, механизмы, машины и т. д.), табло, указатели, ползунки, кнопки, переключатели, служащие для отображения переменных и управления процессом. Данные библиотеки могут быть расширены пользователем.
При построении мнемосхемы вначале осуществляется прорисовка статического изображения рабочего окна. Обычно это аппараты технологического процесса или их технологическая последовательность, трубопроводы, фон, поясняющий текст и т. п.
Следующим шагом является придание мнемосхеме динамики, т. е. анимация нарисованных (или выбранных из библиотек) элементов. Под анимацией понимается способность элементов менять свои свойства при изменении переменных технологического процесса. Изменяемыми свойствами являются толщина, цвет и стиль линии, цвет и тиль заливки (если это фигура с заполнением), а также размеры, положение и ориентация элементов. Предусматривается также непосредственный ввод переменных (цифрами и текстом, ползунковыми устройствами) и управление процессом с помощью кнопок и переключателей (Пуск/Останов, Включение/Выключение, Вызов Окна и т. д.).
Принципы построения. При большом разнообразии технологических процессов спроектировать хорошую мнемосхему во многом искусство, но можно рекомендовать общие принципы построения:
– лаконичность и наглядность – мнемосхема должна быть простой (контуры и пропорции аппаратов приближены к виду реальных прототипов), не должна содержать второстепенных элементов, а отображаемая информация четкой и конкретной, удобной для восприятия и дальнейшей переработки. Мнемосхема должна предоставлять минимальное, но адекватное для контроля и управления количество переменных, не должна «перегружена» информацией для уточнения (второстепенные тренды), которую удобнее делать вложенной в виде всплывающих окон, вызываемых по требованию оператора;
– максимальная линейность изображения процесса, т.е. желательно выделять основную линию процесса, подчиняясь правилу визуальности: чтение «слева направо» и «сверху вниз», минимальное применение параллельных контуров, что значительно упростит восприятие схемы.
- автономность – обособление друг от друга участков мнемосхемы, соответствующих автономно контролируемым и управляемым объектам и агрегатам. Эти обособленные участки должны быть четко отделены от других и иметь завершенную, легко запоминающуюся и отличающуюся от других структуру.
– унификация – символы сходных объектов и процессов необходимо по возможности объединять и унифицировать;
- визуальный акцент к элементам контроля и управления – В первую очередь должны быть выделены (размерами, формой или цветом) элементы, существенные для оценки состояния, принятия решения и воздействия на управляемый объект (т.е. помогают быстро ориентироваться, определять и устранять отклонения и неисправности);
– учет человеческого фактора – мнемосхема должна разрабатываться и совершенствоваться с учётом мнения эксплуатирующего персонала.
Для оценки мнемосхем используются:
– коэффициент информативности – отношение числа пассивных (статических) элементов и активных (динамических);
– коэффициент заполнения поля – отношение числа пассивных элементов мнемосхем к общему числу элементов мнемосхемы.
8-3. ERP-системы. Управление проектами и программами.
Одна из тенденций развития производства состоит в росте доли продукции, не производимой на склад и даже не собираемой под заказ, а проектируемой по заказам. Таким образом, проект становится самостоятельным объектом управления и источником заказов, поэтому в ERP-системах существуют модули, предназначенные для управления проектами или программами.
В основе управления проектами лежат сетевые модел, использующие два метода — метод критического пути и метод оценки и пересмотра программ (ПЕРТ). Различие методов состоит в том, что в первом оценки продолжительности операций предполагаются детерминированными величинами, а во втором — случайными. Оба метода объединены в рамках единого подхода, получившего название сетевого планирования и управления
Сетевое планирование и управление включает три основных этапа:
• структурное планирование – разбиение проекта на операции; оценка продолжительности операций и построение сетевой модели; анализ модели на непротиворечивость.
• календарное планирование: расчет критического пути с выявлением критических операций; определение ранних и поздних времен завершения операций; определение резервов времени для некритических операций.
• оперативное управление: решении на сетевой модели задач учета, контроля, регулирования, в ходе которых корректировке могут подвергаться не только параметры модели, но и ее структура.
В ходе расчета сетевой модели определяются критические и некритические операции проекта:
• критическая операция, если задержка ее начала приводит к увеличению срока окончания всего проекта. Критический путь определяет непрерывную последовательность критических операций, связывающих исходное и завершающее событие;
• некритическая операция имеет резерв (запас) времени, поскольку промежуток времени между ее ранним началом и поздним окончанием больше ее длительности.
Различают два основных вида резервов времени:
1. Полный резерв. Он определяется соотношением:
Полный резерв = (позднее время завершения операции – раннее время начала операции) – длительность операции.
2. Свободный резерв. Он определяется в предположении, что все операции в сети начинаются в ранние сроки (т. е. имеется в виду левое крайнее расписание работ). У критических операций полные и свободные резервы равны нулю. У некритических операций полные резервы не равны нулю, а свободные резервы могут принимать значения как ненулевые, так и нулевые.
Резервы важны, потому что, сдвигая работы в рамках резервов, можно добиться удовлетворения ограничений на ресурсы или их наиболее равномерного использования. При распределении ресурсов возникает многовариантная задача, которая может быть описана как оптимизационная.
В больших и долгосрочных проектах может появиться неопределенность временных оценок работ, учитываемая введением для каждой операции трех вероятностных оценок ее длительности:
t0 — оптимистическая (минимальная) оценка;
tp — пессимистическая (максимальная) оценка;
tm — наиболее вероятная оценка.
Три оценки для каждой операции позволяют вычислить характеристики нормального распределения — длительность и дисперсию для каждого пути в сети, а затем высказать вероятностные суждения относительно пути.
Стоимостной аспект управления проектами вводится в схему календарного планирования с помощью зависимости «стоимость-время» для каждой операции проекта. Расчет с учетом стоимостных факторов направлен на поиск оптимального соотношения «затраты-время» для всего проекта. При этом учитывается, что сжатие первоначального варианта сопровождается ростом прямых затрат и уменьшением косвенных затрат.
9-1. Аппаратные компоненты локальной промышленной сети.
Локальная промышленная сеть использует последовательную передачу данных по каналу связи. В качестве физической среды передачи данных обычно применяется витая пара, коаксиальный кабель или оптоволокно, реже — канал беспроводной связи.
Витая пара представляет собой пару изолированных проводящих жил, скрученных друг с другом и помещенных в общую диэлектрическую оболочку. Достоинство — низкая стоимость и простота применения.
Коаксиальный кабель представляет собой медную токоведущую жилу, окруженную слоем диэлектрика и покрытием в виде металлической оплетки или фольги. Существует в двух вариантах: тонкий — 6 мм (10 Base2 /IEEE 802.3) и толстый — 12 мм (10 Base5/IEEE802.3). Достоинство — возможность прямых ответвлений (путем прокалывания изоляционного слоя), благодаря чему сеть может легко наращиваться, а также помехозащищенность.
Оптоволоконный кабель состоит из оптоволокна и защитного покрытия. Оптоволокно изготавливается из стекла или специального пластика и служит для передачи световых сигналов. Оптоволокно покрывается светоотражающим составом, предотвращающим рассеивание света. Снаружи оптоволокно покрыто поливинилхлоридом или каким-либо другим защитным покрытием, повышающим прочность кабеля. Используется в основном оптоволокно двух типов. Первый тип предполагает параллельную передачу нескольких световых сигналов и применяется для передач на расстояние до 2000 м, источник сигнала — диод. Второй тип предусматривает одиночный режим передачи, применяется для передачи сигнала на расстояние до 5000 м, источник сигнала — лазер. Достоинства— высокая скорость передачи данных и устойчивость к электромагнитным помехам, так как оптоволокно не является электропроводящим материалом.
Физические интерфейсы определяются рядом стандартов (RS-232, RS-422 и RS-485), устанавливающим требования (к характеристикам электрических сигналов (фронты и уровни напряжения или тока); способам кодирования данных, типам разъемов и т.д.).
Стандарт RS-232C. Применяется при относительно медленной передаче сигналов — скорость передачи данных от 50 до 38 400 бит/с; максимальная длина соединения (без повторителей) — 15 м. Информация передается последовательно бит за битом асинхронным способом. Передаваемый байт данных содержит бит паритета и сопровождается стартовым и стоповыми битами. Единица и нуль кодируются импульсами напряжения положительной и отрицательной полярности.
Стандарты RS-422 и RS-485. Разработанные позднее стандарты интерфейсов последовательной передачи данных RS-422 и RS-485 допускают значительно большие скорости и дальность передачи данных. Наибольшее распространение нашел стандарт RS-485. Интерфейсы на базе этого стандарта реализованы практически во всех промышленных контроллерах.
Доступ к среде передачи данных использует два основных метода передачи данных — централизованный и децентрализованный.
Централизованный метод доступа (метод «ведущий/ведомый» — master/slave) предполагает наделение одного из узлов правами ведущего, или хозяина (master). Другие узлы являются ведомыми (slave). Ведущий узел определяет порядок и время доступа ведомых узлов к шине, инициирует циклы обмена данными по шине с ведомыми узлами. Сообщения могут передаваться только одному узлу или всем узлам одновременно. В последнем случае это широковещательный (broadcast) режим, не требующий адресации каждого абонента сети. При отказе ведущего узла обмен по шине приостанавливается. Централизованный метод используется, как правило, на нижнем уровне управления — уровне контроллеров, датчиков, исполнительных механизмов.
Децентрализованный метод доступа к шине предполагает наделение правами ведущего группы устройств сети. Этот метод получил наибольшее развитие. Функции ведущего в этом случае могут передаваться от одного узла к другому.
Основными специализированными сетевыми устройствами, используемыми в локальных сетях, являются:
— трансивер (tranceiver) — устройство, которое служит для подключения сетевого узла к основной магистрали сети из коаксиального кабеля или оптоволокна;
— концентратор (hub) — используется при создании инфраструктуры сети. Соединяет сегменты кабеля, восстанавливает и усиливает передаваемый сигнал;
— интеллектуальный концентратор (switcher) — обладает возможностью коммутировать приходящие пакеты, т.е. ретранслировать их по сегментам, выделенным на основе анализа адресной информации. Трансивер и концентратор реализуют функции физического уровня OSI-модели;
— мост (bridge) — интеллектуальное устройство, которое служит для соединения двух различных сетей, например Profibus и Ethernet. Передает пакеты из одной сети в другую по адресу назначения и реализует функции канального уровня OSI-модели;
— маршрутизатор (router) — используется в сложных сетях в точках разветвления маршрутов для определения дальнейшего наилучшего пути пакета, функционирует на сетевом уровне OSI-модели. В качестве маршрутизатора может использоваться сетевая станция, имеющая несколько сетевых интерфейсов и соответствующее прграммное обеспечение;
— сетевой адаптер. Каждый из узлов сети содержит сетевой адаптер (плату или микросхему интерфейсного контроллера) реализующий функции физического и канального уровней OSI-модели и предназначенный для сопряжения сети со средой передачи данных. В его функции входят: контроль возможности доступа к сети, идентификация адреса, кодирование и декодирование сигнала, преобразование параллельного кода в последовательный и обратное преобразование соответственно при передаче и приеме, промежуточное хранение данных в буферной памяти, контроль ошибок.
9-2. Основные механизмы обработки информации в SCADA-системах: протоколирование (архивирование) и обработка процессных переменных.
Протоколирование (архивирование, на техническом жаргоне «история», history) и обработка процессных переменных позволяет оператору-технологу:
1. оценить динамику изменения технологических переменных за длительный период времени, что полезно для понимания поведения процесса в различных (в том числе аварийных) ситуациях, а, следовательно, и пополнения знаний о конкретной технологии;
2. оценить качество и эффективность управления на основе ретроспективного анализа ключевых технологических (процессных) переменных, что позволяет судить о том, в какой мере достигнута поставленная цель управления;
3. установить причины возникновения различных аварийных и нештатных ситуаций. Так, изучив журнал аварийных ситуаций, можно определить, какое именно действие привело к отклонению от регламента или аварии.
Процессные переменные – это численные значения переменных (обычно, сигналы ввода/вывода), определяющие текущее состояние технологического процесса. Они делятся на дискретные и аналоговые:
• дискретная переменная принимает конечное число значений из узкого диапазона. На практике под дискретной переменной чаще всего подразумевают величину булевского типа (двоичную), указывающую на одно их двух возможных состояний объекта (или управляющего сигнала), т. е. включено/выключено);
• аналоговая переменная принимает любую величину из ограниченного непрерывного диапазона значений.
Существуют две техники регистрации значений процессных переменных в архиве SCADA-систем:
1. Циклическая запись (cyclic archiving) – запись текущего значения процессной переменной через заданные пользователем интервалы времени вне зависимости от величины и скорости изменения данной переменной (рис. 1). Интервал циклической записи для каждой переменной настраивается индивидуально и, как правило, лежит в диапазоне от 0.5 с до 10 мин. Хотя эта техника не очень экономична, она довольно часто используется для архивации аналоговых переменных.
2. Архивация по изменению переменной (дельта-архивированиe, delta-archiving) – запись переменной в архив только тогда, когда изменение ее значения по сравнению с предыдущим записанным значением (абсолютная разность) достигает определенной величины – дельты (рис. 2). Дельта настраивается пользователем и может быть выражена как в абсолютных единицах измерения, так и в процентах от шкалы. Эта техника более экономична, чем циклическая запись, так как адаптируется к скорости изменения архивируемой величины.
Для дискретных величин – этот подход незаменим. Допустим, у нас есть дискретная переменная, которая изменяется, скажем, раз в час. Зачем же ее архивировать каждую секунду или минуту? Ведь гораздо логичнее записывать значение переменной в архив только в те моменты, когда это значение переходит из 1 в 0 или наоборот.
Хранить архив в одном большом файле – это не очень хорошо с точки зрения скорости доступа к данным. Поэтому он состоит из множества последовательно создаваемых файлов (система генерирует новый файл архива каждую рабочую смену или сутки).
Существует три варианта записи процессных переменных в архив:
1. в обычный текстовый файл в формате CSV (comma separated values). Преимущество хранения –просмотр любым текстовым редактором, экспорт в MS Excel и просмотр в виде таблицы, применяя необходимые сортировки и фильтры. Недостаток – неэкономичность хранения, т. к. архив занимает много места на жестком диске. Для уменьшения объема архива применяют сжатие по алгоритму ZIP или RAR.
2. в двоичный файл, формат которого зависит от используемого программного обеспечения визуализации технологического процесса (SCADA). Это более экономичное представление архива, однако формат архива у разных производителей SCADA-систем может сильно различаться.
3. в реляционную базу данных с поддержкой СУБД SQL, что позволяет достичь большой скорости работы с архивом (добавление записей, чтение и обработка данных). При этом сервер SQL может обеспечить доступ к архиву сразу нескольким десяткам удаленных клиентов. Поскольку доступ осуществляется по открытому интерфейсу SQL, разработчики имеют возможность создавать клиентские приложения под свои нужды. Но главное преимущество заключается в том, что архив на базе SQL – это отличная возможность для интеграции с информационными системами более высокого уровня (например, уровня MES-систем).
Архив отображают в виде специального динамического (обновляемого автоматически) графика, называемого трендом (trend). Тренд помещается на мнемосхемы операторского интерфейса в тех места, где это необходимо и удобно оператору.
9-3. ERP-система: планирование производства и составление графика выпуска продукции.
Графики производства — это краткосрочные планы производства товаров или конечной продукции.
Планирование производства включает следующие шаги:
1. Прогноз продаж и фиксация фактического спроса для каждого вида продукции. Он показывает количества, которые должны быть проданы в каждый временной период (неделю, месяц, квартал) планового горизонта (обычно от 6 до 18 месяцев).
2. Сведение воедино в общий прогноз данных по всем отдельным видам продукции и услуг.
3. Преобразование суммарного спроса в каждом периоде в численность рабочих, оборудования и других составляющих производственных мощностей, требуемых для его удовлетворения.
4. Разработка альтернативных схем использования ресурсов, позволяющих обеспечить производственные возможности, удовлетворяющие суммарный спрос.
5. Отбор из альтернатив такого плана использования мощностей, который позволяет удовлетворить спрос и наилучшим образом отвечает целям организации.
Основными источниками для определения возможностей предприятия при разработке среднесрочных планов являются: основное и сверхурочное рабочее время; запасы продукции, образованные в предшествующие периоды; субконтракты на поставку продукции или выполнение услуг внешними партнерами.
Различают следующие виды среднесрочных планов: сбалансированный и план с фиксированным уровнем мощности.
Сбалансированный план. В каждый момент времени располагаемые мощности равны потребностям, вытекающим из прогнозируемого спроса.
План с фиксированным уровнем мощностей. Мощности являются постоянными на всем горизонте планирования. Отклонение меняющегося спроса от возможностей постоянных производственных мощностей компенсируется с помощью запасов, отложенного спроса, сверхурочных работ и субконтрактов.
На практике целесообразно рассматривать несколько вариантов планов с различными подходами к компенсации колебания спроса.
График выпуска продукции создается на основе информации о заказах, прогнозах спроса, состоянии запасов и производственных мощностях. В ходе построения графика выполняется проверка вариантов графика на недогрузку или перегрузку производственных мощностей.
График является динамичным и периодически обновляется. При этом решается задача учета хода производства, начало и окончание горизонта планирования сдвигаются вправо на одну неделю, заново пересматривается оценка спроса. В связи с тем, что спросы, расположенные в дальних периодах, вероятнее всего, изменяются по мере приближения временного интервала к фиксированному виду, требования к точности оценки спроса для начальных периодов выше, чем для отдаленных. Планирование производства на уровне графика выпуска продукции имеет ряд отличительных особенностей в зависимости от того, работает предприятие на склад или по заказам. В наибольшей степени изменениям подвержены управление спросом, размер партий запуска и количество выпускаемой продукции. В производстве, выполняющем заказы, при оценке спроса доминируют поступившие изданный момент заказы. График составляется обычно на основе портфеля заказов. Размер партии и количество выпускаемой продукции обычно совпадают и определяются заказом. Процесс составления графика для таких предприятий наиболее сложен и трудоемок, особенно для многономенклатурного производства.
10-1. Информационное обеспечение АСУ на основе объектно-ориентированных и объектно-реляционных баз данных.
Суть объектно-ориентированной БД определяется объектно-ориентированным подходом, который подразумевает объектно-ориентированное проектирование и объектно-ориентированное программирование.
Объектно-ориентированное проектирование — методология проектирования, соединяющая в себе процесс объектной декомпозиции и приемы представления логических и физических, а также статических и динамических моделей проектируемой системы.
Объектно-ориентированное программирование — методология программирования, основанная на представлении программ в виде связанной совокупности объектов, каждый из которых является экземпляром определенного класса, а классы образуют иерархию по наследованию. Объектно-ориентированное проектирование предполагает не только деление (декомпозицию) базы знаний или базы данных на составные части, но и рассмотрение общей этапности реализации БД, выбор инструмента реализации с учетом оговоренных в техническом задании вариантов реализации.
В объектно-ориентированном программировании используют три основных принципа: инкапсуляция, наследование, полиморфизм.
Инкапсуляция — выделение класса с доступом к нему через свойства или методы.
Наследование — трансформация класса путем изменения свойств и методов с помощью методов, называемых конструктором и деструктором.
Полиморфизм позволяет использовать метод с одним именем как в базовом, так и в производных классах. Дело в том, что количество классов значительно: уже сейчас оно приближается к ста и продолжает расти. Если для производных классов применять для однотипных, «похожих» методов (например, начертание квадрата и окружности) разные имена, пользователю, особенно начинающему, будет сложно освоиться с таким разнообразием имен.
Таким образом, чтобы воспользоваться объектно-ориентированным подходом в построении собственно БД, необходимо:
1) провести инкапсуляцию данных, т. е. выделить классы и объекты;
2) определить возможные виды структуры реализуемых таблиц:
3) создать наследование классов данных;
4) обеспечить полиморфизм.
Объектно-реляционная модель (ОРБД), появление которой вызвано двумя причинами:
— сложностью построения новой модели данных «с листа». Удобнее это делать на основе имеющихся проверенных разработок;
— преемственностью с широко используемыми реляционными моделями, которые нельзя мгновенно заменить на объектно-ориентированные БД.
Различают две разновидности ОРБД — гибридные и расширенные.
В гибридных ОРБД интерфейс пользователя и алгоритм приложения выполнены с учетом объектно-ориентированного подхода, тогда как собственно БД является реляционной.
В расширенных (постреляционных) ОРБД предполагается объектно-ориентированное построение собственно базы данных путем использования известных и введения новых типов данных, связанных между собой.
К достоинствам ОРБД следует отнести:
— устранение ряда недостатков реляционных БД;
— повторное использование компонентов;
— использование накопленных знаний по реляционным БД.
К недостаткам ОРБД можно отнести:
— усложнение структуры БД и частичную утрату простой обозримости результатов, как в реляционных БД;
— сложность построения абстрактных типов данных и методов, связывающих типы в иерархию;
— менее широкий набор типов связей, определяемых языком программирования SQL, чем в объектно-ориентированных БД;
— менее продуманный, отлаженный и стандартизованный набор типов данных, чем в ООБД.
10-2. Основные механизмы обработки информации в SCADA-системах: протоколирование и обработка особых состояний.
Характерной особенностью SCADA-систем является встроенный механизм обработки особых состояний (Тревоги и События) с обеспечением их отображения, записи и печати:
• тревоги – предупреждения о ненормальном ходе технологического процесса, как правило, требующие немедленной реакции оператора. Типичным примером тревоги является превышение какой-либо переменной (например, температурой) заранее заданного предела (уставки), неожиданное отключение механизма, пропадание давления рабочей жидкости и т.п. Сообщения об этих тревогах передаются оператору, который должен подтвердить факт получения данного сообщения («квитировать» сообщение).
• события – информация об изменениях в статусе технологического процесса (например, возврат параметра из аварийного состояния в нормальное) или о действиях обслуживающего персонала (например, регистрация оператора) и не предполагают немедленной реакции оператора.
На основании тревог и событий формируется аварийная сигнализация (alarm) – это оповещение оператора о наступлении определенного состояния, связанного с нарушением или угрозой нарушения регламентного течения технологического процесса.
Аварийные сигнализации настраиваются путем задания предельных значений (границ, thresholds) индивидуально для каждой процессной переменной. Система автоматически отслеживает изменение процессной переменной и сопоставляет ее значение с заранее настроенными границами. В случае выхода переменной за нормальные границы система генерирует оповещение и фиксирует его в журнале аварийных сигнализаций.
Важность (или критичность) аварийной сигнализации определяется приоритетом (целое число). Как правило, чем выше приоритет у аварийной сигнализации, тем критичнее она для производства, и тем быстрее на нее надо обратить внимание.
Совершенно очевидно, что различные тревоги имеют различную степень опасности – превышение давления в котле может вызвать взрыв, в то время как превышение уровня воды может вызвать только протечку. Поэтому каждой конкретной тревоге присваивается приоритет, определяющий ее опасность. Далее по этому приоритету можно фильтровать тревоги, например, при появлении наиболее опасных – включать сирену, а по менее опасным – только менять цвет соответствующего объекта или выдавать текстовое сообщение. Другим способом фильтрации тревог может быть вывод их на различные табло (на различные рабочие места).
Аварийные сигнализации и оповещения регистрируются сразу после их появления в специальном архиве – журнале аварийных сигнализаций (alarm journal, alarm list).
10-3. ERP-системы: управление запасами (независимые системы).
В ходе управления производством сталкиваются две тенденции. Первая заключается в том, что запасы материальных ресурсов различного вида необходимы. Вторая заключается в том, что они нежелательны. Каждая из них порождена определенными причинами и находит отражение в методах управления запасами. Подходы к управлению во многом зависят от вида материального ресурса. В роли такого ресурса могут выступать: конечная продукция, незавершенное производство, материалы и полуфабрикаты.
Существует ряд причин, по которым целесообразно стремиться к снижению уровня запасов. С ростом запасов увеличиваются следующие затраты и потери: прямые и косвенные затраты, связанные с хранением; затраты на управление запасами; потери, связанные со снижением отдачи от вложения в материальные ресурсы; затраты, которые рассматриваются как скрытое падение мощностей, поскольку часть мощностей используется на производство запасов, а не готовой продукции; потери, связанные со снижением качества при хранении.
В основу систем управления запасами в ERP-системах положен ряд моделей и методов, которые пользователи могут применять по собственному выбору.
Спрос на материальные ресурсы может быть независимым и зависимым. Независимым называется спрос, который не зависит от спроса на другие материальные ресурсы, проходящие через запасы. В частности, независимым всегда является спрос на конечную продукцию, поскольку он определяется исходя из прогноза и/или заказов потребителей. Зависимым называется спрос, который зависит от спроса на другие материальные ресурсы, проходящие через запасы. Зависимым является спрос на изделия, являющиеся компонентами готовой продукции. В то же время независимым является спрос на те же самые изделия, если они становятся конечной продукцией, например запасными частями. В данном подразделе обсуждаются подходы к управлению запасами в условиях независимого спроса. Описание систем с зависимым спросом содержится в следующем разделе.
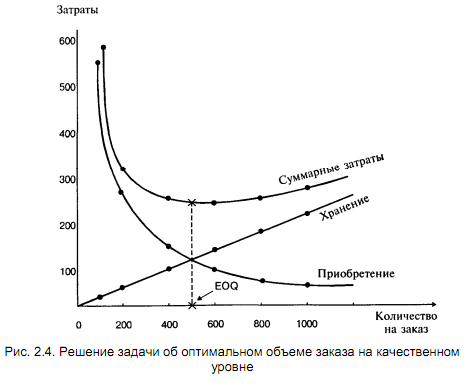
Основной задачей управления запасами является определение оптимального размера заказа на материальные ресурсы при пополнении запасов.
Рис. 2.4 иллюстрирует решение задачи об оптимальном объеме заказа на качественном уровне. С ростом объема одного заказа увеличиваются затраты на хранение и снижаются затраты на приобретение и обработку заказов. Суммарные затраты на складирование могут иметь точку минимума, соответствующую оптимальному объему заказа (EOQ — Economic order quantity).
11-1. Информационное обеспечение АСУ на основе распределенных баз данных.
Распределенные базы данных (РБД) находят все более широкое применение в связи с массовым распространением «сетевых» технологий.
Теория создания, использования и функционирования РБД имеет свои особенности по сравнению с централизованными БД.
Базы данных явились в значительной мере следствием развития АСУ. Первоначально АСУ строились по централизованному принципу: данные из источников передавались в центральный вычислительный центр с суперЭВМ и там обрабатывались. В силу этого базы данных первоначально назывались банками данных.
К концу 1980-х годов возникли новые условия работы для БД: большие объемы информации возникли во многих местах; источником большого количества данных мог быть и центр, но к этим данным требовался быстрый доступ с периферии (географически распределенное производство, работающее по одному графику). К тому же данные могли запрашиваться и центром, и удаленными потребителями. Появилось большое количество данных, которые должны использоваться в срочных запросах.
К достоинствам РБД относятся:
— соответствие структуры РБД структуре организаций;
— гибкое взаимодействие локальных БД;
— широкие возможности централизации узлов;
— непосредственный доступ к информации, снижение стоимости передач (за счет уплотнения и концентрации данных);
— высокие системные характеристики (малое время отклика за счет распараллеливания процессов, высокая надежность);
— модульная реализация взаимодействия, расширения аппаратных средств, возможность использования объектно-ориентированного подхода в программировании;
— возможность распределения файлов в соответствии с их активностью;
— независимые разработки локальных БД через стандартный интерфейс.
Вместе с тем РБД обладают более сложной структурой, что вызывает появление дополнительных проблем (избыточность, несогласованность данных по времени, согласование процессов обновления и запросов, использования телекоммуникационных ресурсов, учет работы дополнительно подсоединенных локальных БД, стандартизация общего интерфейса, усложнение защиты данных) согласования работы элементов.
Распределенная база данных (РБД) — система логически интегрированных и территориально распределенных БД, языковых, программных, технических и организационных средств, предназначенных для создания, ведения и обработки информации. Это означает, что информация физически хранится на разных компьютерах, связанных сетью передачи данных. Любой узел (участок) может выполнять приложение и участвовать в работе по крайней мере одного приложения.
Большинство требований, предъявляемых к РБД, аналогично требованиям к централизованным БД, но их реализация имеет свою, рассмотренную ниже, специфику. В частности, в РБД иногда полезна избыточность.
Дополнительными специфическими требованиями являются:
— доступ должен быть коллективным к любой области РБД с соответствующей защитой информации;
— подсхемы должны быть определены в месте сосредоточения алгоритмов (приложений, процессов) пользователя;
— степень централизации должна быть разумной;
— необходимы сбор и обработка информации об эффективности функционирования РБД.
11-2. Архитектура системы архивирования в SCADA-системах.
Для работы с базами данных истории в большинстве систем управления используются СУБД MS SQL Server или MySQL (Oracle).
Наиболее часто применяются следующие схемы архивирования:
1. Каждая операторская станция накапливает на своем жестком диске собственный архив (или определенную часть архива) независимо от работы других станций. При этом станция имеет доступ как к своему архиву, так и к архиву, хранящемуся на соседней станции. Как правило, на каждой операторской станции устанавливается СУБД на базе SQL для ведения журнала аварийных сигнализаций и журнала действий оператора. Во многих системах архив процессных переменных также записывается в локальную базу данных и обслуживается движком на базе SQL. При такой схеме архивы, хранящиеся на разных станциях, не синхронизируются и поэтому могут значительно отличаться друг от друга. Такая организация архивирования больше характерна для систем с одиночными операторскими станциями.
2. При клиент-серверной архитектуре операторского уровня история накапливается и хранится на общем сервере. В случае использования резервированной пары серверов система обеспечивает идентичность хранящихся на них экземпляров архива, проводя их периодическую синхронизацию. Операторские станции получают по запросу архивные данные от общего сервера (или серверов). Работа с архивами организуется с помощью СУБД на базе SQL.
3. Для долговременного хранения истории часто выделяют отдельный центральный сервер архива (central archive server, CAS). Как правило, это мощная серверная платформа с дисками большой емкости или даже RAID-массивом. Главное предназначение CAS – это сбор и хранение технологической истории в течение нескольких лет.
CAS берет исторические данные с общего сервера, обеспечивает их хранения и поставляет их операторским станциям (как, впрочем, и любому другому обратившемуся к ним клиенту). Такая схема архивирования позволяет освободить общий сервер и операторские станции от такой ресурсоемкой задачи как сбор истории. В некоторых системах сервер CAS резервируется.
Система архивирования должна отвечать следующим требованиям:
1. Большая глубина (продолжительность) архива. Выражается в способности непрерывного архивирования технологических переменных в течение нескольких лет. Архив накапливается в виде последовательно создаваемых частей определенного размера. Когда суммарный размер всех частей достигает угрожающего размера, система автоматически пересылает самые старые части на Backup-сервер или осуществляет их запись на съемный накопитель, тем самым высвобождая место под новые.
2. Производительность (скорость архивирования) и максимальное количество архивируемых переменных. Это достигается путем модификации стандартной СУБД (например, надстройки над SQL-сервером), что позволяет добиться более высокой скорости работы с базой данных, чем в обычных офисных приложениях. Например, продукт Wonderware Industrial SQL Server версии 9.0 позволяет записывать до 2000 аналоговых переменных в секунду и поддерживает в сумме до 60000 переменных, а система SIMATIC PCS7 Central Archive Server – до 120000 переменных.
3. Поддержка открытых коммуникационных протоколов. Доступ к архиву со стороны клиентов должен быть возможен с использованием стандартных, всем известных протоколов (например, OPC) или с использованием SQL-запросов. Это требование связано с тем, что архивом пользуются не только операторские станции, входящие непосредственно в состав SCADA-систем, но и сторонние пользователи такие как: удаленные клиенты, серверы приложений MES-систем (рабочая станция начальника цеха) и т. д.
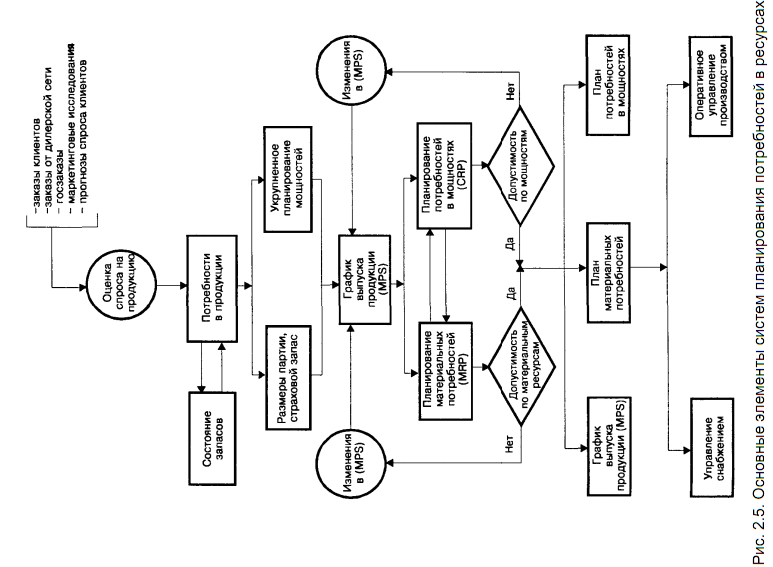
11-3. ERP-системы. Планирование потребности в ресурсах.
Системы планирования потребностей в ресурсах определяют количество и время всех производственных ресурсов, необходимых, чтобы произвести конечную продукцию, заданную в графике выпуска продукции. Производственные ресурсы включают материалы и полуфабрикаты, покупные изделия, изделия собственного производства, персонал, финансы и производственные мощности.
На рис. 2.5 показаны основные элементы систем планирования потребностей в ресурсах. Здесь выясняется, можно ли получить необходимые материальные ресурсы от поставщиков и достаточны ли производственные мощности, чтобы обеспечить выполнение графика выпуска продукции. Если экономически обоснованные возможности недостаточны, то график должен быть изменен. После того как определено, что график выпуска продукции допустим, планы потребностей в материальных ресурсах и мощностях становятся ядром краткосрочного плана производства. Исходя из плана потребностей в материальных ресурсах службы снабжения формируют план поставок всех приобретаемых материальных ресурсов, а службы управления производством составляют оперативные производственные планы.
Ниже описываются два основных элемента систем планирования потребностей в ресурсах — планирование материальных потребностей (MRP) и планирование потребностей в мощностях (CRP).
Планирование материальных потребностей базируется на том, что они определяются как зависимые. Спрос на ресурсы определяется как сумма потребностей по всем видам продукции, которые должны быть произведены.
Подсистема MRP выполняет следующие функции:
— воспринимает информацию MPS (графика выпуска продукции - Master Production Scheduling);
— рассчитывает на основе MPS потребности в материалах, полуфабрикатах, DCE по интервалам планового горизонта;
— уменьшает эти потребности для тех материальных ресурсов, которые есть в запасах;
— строит график заказов на приобретение и производство в планируемом периоде.
MRP обеспечивает управленцев информацией, которая позволяет выдерживать сроки поставки продукции заказчикам и обеспечивает своевременность выполнения внутренних заказов в ходе производственного процесса.
Подсистема CRP выбирает информацию о заказах, порожденную в планах MRP, и приписывает заказы к рабочим местам в соответствии с маршрутными технологиями. В маршрутных технологиях задана последовательность производственных процессов для каждого заказа. Затем информация о партиях материальных ресурсов преобразуется в данные о нагрузке на мощности на основе норм затрат труда и времени работы оборудования. Затем составляются графики нагрузки по всем заказам для каждого рабочего места. Если мощность достаточна по всем рабочим местам во всех временных периодах, то график MPS утверждается. Если нет, то должно быть выяснено, нельзя ли изменить мощности каким-либо рациональным способом — за счет сверхурочных, установки дополнительного оборудования или передачей заказов на сторону по субконтракту. Если таких возможностей нет, то необходимо пересмотреть маршруты с целью снижения нагрузки на «узкие места» или пересмотреть график выпуска с точки зрения изменения в первую очередь сроков запуска и, если возможно, сроков выпуска.
12-1. Концепция MRP, MRP-2
На предприятиях со сложным многономенклатурным производством, была основной задачей является расчет материальных потребностей на производственную программу.
Ранние системы, решавшие эту задачу, получили название MRP (Material Requirements Planning — «Планирование материальных потребностей»). Постепенно был совершен переход от автоматизации управления производством на уровне локальных задач к интегрированным системам, охватывающим выполнение всех функций управления производством. Итогом этого процесса явились системы, получившие название MRP-2 (Manufacturing Resource Planning — «Планирование производственных ресурсов»).
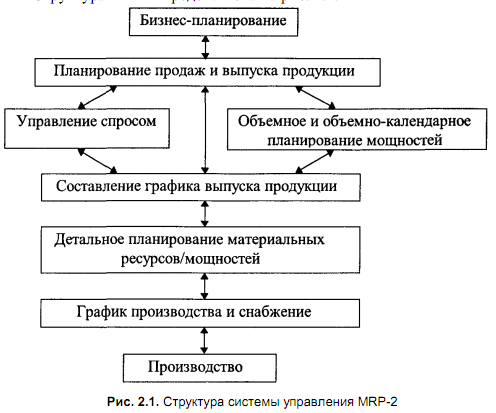
Бизнес-планирование. Процесс формирования плана предприятия наиболее высокого уровня. Планирование долгосрочное, план составляется в стоимостном выражении. Наименее формализованный процесс выработки решений.
Планирование продаж и деятельности предприятия в целом. Бизнес-план преобразуется в планы продаж основных видов продукции (как правило, от 5 до 10). При этом производственные мощности могут не учитываться или учитываться укрупненно. План носит среднесрочный характер.
Планирование производства. План продаж по видам продукции (семейства однородной продукции) преобразуется в объемный или объемно-календарный план производства видов продукции. В этом плане впервые в качестве планово-учетных единиц выступают изделия, но представления о них носят усредненный характер. Например, речь может идти обо всех легковых переднеприводных автомобилях, выпускаемых на заводе, без уточнения моделей. Часто этот модуль объединяется с предыдущим.
Формирование графика выпуска продукции. План производства преобразуется в график выпуска продукции. Как правило, это среднесрочный объемно-календарный план, задающий количества конкретных изделий (или партий) со сроками их изготовления.
Планирование потребностей в материальных ресурсах. В ходе планирования на этом уровне определяются, в количественном выражении и по срокам, потребности в материальных ресурсах, необходимых для обеспечения графика выпуска продукции.
Планирование производственных мощностей. Как правило, в этом модуле выполняются расчеты по определению и сравнению располагаемых и потребных производственных мощностей. С небольшими изменениями этот модуль может применяться не только для производственных мощностей, но и для других видов производственных ресурсов, способных повлиять на пропускную способность предприятия. Подобные расчеты, как правило, производятся после формирования планов практически всех предыдущих уровней с целью повышения надежности системы планирования. Иногда решение данной задачи включают в модуль соответствующего уровня.
Оперативное управление производством. Здесь формируются оперативные планы-графики. В качестве планово-учетных единиц могут выступать детали (партии), сборочные единицы глубокого уровня, детале-(партие) операции и т. п. Период, охватываемый планированием, невелик (от нескольких дней до месяца).
12-2. Инструментальное обеспечение АСУ.
Один из основных факторов успешного развития и внедрения автоматизированного управления — рациональное использование инструментальной базы, включающей технические, программные и телекоммуникационные средства. Определяющим моментом является унификация и стандартизация всех компонентов, в том числе и инструментальной базы. Проведенный анализ всех составляющих инструментальной базы автоматизированного управления показывает сложившиеся тенденции их развития, позволяет ориентироваться на сложившемся рынке вычислительных и сетевых видов продукции.
Основу технического обеспечения автоматизированных систем составляют компьютеры, являющиеся ядром любой информационной системы.
Базовым аппаратным средством уровня непосредственного цифрового управления является автономное программируемое устройство сбора и обработки информации — промышленный контроллер.
В отличие от персонального компьютера он рассчитан на решение ограниченного круга задач и должен обладать следующими основными свойствами:
1) работа в режиме реального времени, т.е. обеспечение высокой реактивности на запросы обслуживания со стороны объекта управления;
2) повышенные требования к надежности функционирования;
3) автоматический перезапуск в случае «зависания» программы;
4) конструкция, приспособленная для работы в цеховых («полевых») условиях (повышенные вибрации, электромагнитные помехи, запыленность, перепады температуры, иногда взрывоопасность);
5) возможность встраивания дополнительных блоков управляющей, регистрирующей, сопрягающей аппаратуры, что помимо специальных конструкторских решений обеспечивается использованием стандартных шин и увеличением числа плат расширения;
6) минимальное потребление энергии и рассеяние тепла в условиях ограниченной мощности источника питания и отсутствия элементов принудительной вентиляции и охлаждения.
Основные требования к программному обеспечению для PLC:
— автономность;
— поддержка процессов сбора, анализа информации и управления, а также локальных баз данных в реальном времени;
— возможность дистанционного управления со стороны центрального диспетчерского пункта (станции);
— сетевая поддержка.
Программное обеспечение распределенной системы (компьютер-PLC) включает следующие основные компоненты:
— тестовое программное обеспечение;
— базовое программное обеспечение;
— прикладное технологическое программное обеспечение.
Телекоммуникационные средства АСУ. Информационный обмен между различными уровнями АСУ осуществляются посредством локальных вычислительных сетей. Сети охватывают относительно небольшие территории (до 5-10 км) внутри отдельных предприятий и объединяют с помощью общего канала связи сотни абонентских узлов (сетевой абонентский узел — это компьютер, PLC, панель визуализации и т. д.). Они могут подключаться к другим локальным сетям, а также региональным и глобальным сетям.
Локальные вычислительные сети, обеспечивающие физическую и логическую связь между распределенными промышленными контроллерами, измерительными преобразователями и исполнительными механизмами и их интеграцию в единую систему управления технологическим процессом, называются локальными промышленными сетями (ЛПС) (Fieldbus — «полевая» шина).
Основными требованиями к сетям, эксплуатирующимся в промышленных условиях, являются:
— высокая надежность;
— высокая скорость передачи данных (что отличает их, например, от глобальных сетей, которые могут вносить в передачу данных значительные задержки);
— простота монтажа.
12-3. ERP-системы. Оперативное управление производством.
Практически во всех базовых ERP-системах можно встретить две обособленные подсистемы для оперативного управления производством. Первая предназначена для мелкосерийного и индивидуального производства, организованного по технологическому принципу, а вторая — крупносерийного и массового — производства, организованного по предметному принципу.
В ходе оперативного управления выполняются следующие действия:
1. Каждому заказу приписывается приоритет, который определяет относительную важность заказа. Это позволяет задать очередность обработки заказов в участках.
2. Выдаются диспетчерские списки (dispatching list) для каждого участка. В диспетчерских списках задается следующая информация: перечень заказов, приоритеты, сроки выпуска заказа из участка. Иногда диспетчерские списки формируются только для отстающих позиций.
3. Постоянно корректируется информация о запасах незавершенного производства. Определяются следующие параметры: местонахождение каждого заказа и количество предметов в нем; передачи заказов между участками; уровень брака; количество изделий, требующих доработки; размеры дефицита по заказу.
4. Обеспечивается управление запуском-выпуском по всем участкам. Это возможно на основании информации о передачах работ между участками.
5. Ведется учет производительности и загрузки оборудования и персонала на каждом участке.
Важный момент в оперативном управлении — задание приоритетов для работ на участке. Практическое решение задачи оперативно-календарного планирования заключается в применении правил приоритетов.
Широко применяются следующие правила приоритетов:
1. Первый пришел — первым обслужен (First-come first served (FCFS)).
2. По наименьшему времени выполнения (Shortest processing time (SPT)).
3. С наиболее ранней требуемой датой выполнения (Earliest due date (EDO)).
4. Критическое число (Critical ratio (CR)). Первой выполняется работа с наименьшим критическим числом, которое представляет собой отношение времени до требуемой даты выпуска к общему оставшемуся времени выполнения работы.
5. Наименьшие затраты на переналадку (Least changeover cost (LCC)). Очередность выполнения работ определяется на основе анализа общих затрат на переналадку между этими работами.
Опыт использования правил предпочтения показал, что не существует какого-либо одного правила, приводящего к наилучшим результатам по всем критериям и при всех условиях.
13-1. Концепции ERP.
«Планирование ресурсов предприятия» (Enterprise Resource Planning — ERP). Системы этого класса в большей степени ориентированы на работу с финансовой информацией для решения задач управления большими корпорациями с разнесенными территориально ресурсами. Сюда включается все, что необходимо для получения ресурсов, изготовления продукции, ее транспортировки и расчетов по заказам клиентов.
Системы типа ERP дополнены следующими функциональными модулями:
— прогнозирования спроса;
— управления проектами;
— управления затратами;
— управления составом продукции;
— ведения технологической информации;
— модули управления кадрами и финансовой деятельностью предприятия.
Прогнозирование спроса. Оценка будущего состояния или поведения внешней среды или элементов производственного процесса. Цель — оценить требуемые параметры в условиях неопределенности. Недостаток информации связан, как правило, с временным фактором. Прогнозирование может носить как самостоятельный характер, так и, предшествуя планированию, представлять собой первый шаг в решении задачи планирования.
Управление проектами и программами. В производственных системах, предназначенных для выпуска сложной продукции, собственно производство является одним из этапов полного производственного цикла. Ему предшествуют проектирование, конструкторская и технологическая подготовка, а произведенная продукция подвергается испытаниям и модификации. Для сложной продукции характерны: большая длительность цикла, большое количество предприятий-смежников, сложность внутренних и внешних связей. Отсюда следует необходимость управления проектами и программами в целом и включение соответствующих функций в систему управления.
Ведение информации о составе продукции. Обеспечивает информацией требуемого уровня о продукции, изделиях, сборочных единицах, деталях, материалах, а также об оснастке и приспособлениях.
Ведение информации о технологических маршрутах. Обеспечивает информацией о последовательности операций, входящих в технологические маршруты, длительности операций и количестве исполнителей или рабочих мест, требуемых для их выполнения.
Управление затратами. Обеспечивает связь между управлением производством и управлением финансовой деятельностью с помощью планирования, учета, контроля и регулирования затрат (плановых и фактических). Решается в различных разрезах — по подразделениям, проектам, типам и видам продукции, изделиям и т. п.
Управление финансами. Обеспечивает управление финансовой деятельностью. В нее входят четыре основные подсистемы — «Главная бухгалтерская книга», «Расчеты с заказчиками», «Расчеты с поставщиками», «Управление основными средствами».
Управление кадрами. Решает задачи управления кадровыми ресурсами предприятия. Задачи, решаемые в подсистеме управления кадрами, связаны с набором, штатным расписанием, переподготовкой, продвижением по службе, оплатой и т. п.
13-2. Технические средства АСУ.
Основу технического обеспечения автоматизированных систем составляют компьютеры, являющиеся ядром любой информационной системы.
В настоящее время существует следующая классификация архитектур компьютеров:
— архитектура с одиночным потоком команд и одиночным потоком данных (SISD);
— архитектура с одиночным потоком команд и множественным потоком данных (SIMD);
— архитектура с множественным потоком команд и одиночным потоком данных (MISD);
— архитектура с множественным потоком команд и множественным потоком данных (MIMD).
К классу SISD относят современные однопроцессорные системы. В этой архитектуре центральный процессор работает с парами «атрибут-значение». Атрибут (метка) используется для локализации соответствующего значения в памяти, а одиночная команда, обрабатывающая содержимое накопителя (регистра) и значение, выдает результат. В каждой итерации из входного потока данных используется только одно значение.
К классу SIMD относят большой класс архитектур, основная структура которых состоит из одного контроллера, управляющего комплексом одинаковых процессоров.
К классу MISD может быть отнесена единственная архитектура — конвейер, но при условии, что каждый этап выполнения запроса является отдельной командой.
К классу MIMD, хотя и не всегда однозначно, относят следующие конфигурации:
— мультипроцессорные системы;
— системы с мультиобработкой;
— вычислительные системы из многих машин;
— вычислительные сети.
В настоящее время наиболее распространенным типом архитектуры является архитектура процессоров, выпускаемых фирмой Intel, поддерживаемая большинством производителей персональных компьютеров и программного обеспечения.
Архитектура Intel не является единственной. Второй микропроцессорной архитектурой, на которой строятся персональные компьютеры, является архитектура, предложенная фирмой Apple, которая в свое время была первой фирмой, начавшей выпуск персональных компьютеров. Сейчас около 10% персональных компьютеров в мире — это компьютеры Macintosh (или сокращенно Маc), выпускаемые фирмой Apple.
Базовым аппаратным средством уровня непосредственного цифрового управления является автономное программируемое устройство сбора и обработки информации — промышленный контроллер.
В отличие от персонального компьютера он рассчитан на решение ограниченного круга задач и должен обладать следующими основными свойствами:
1) работа в режиме реального времени, т.е. обеспечение высокой реактивности на запросы обслуживания со стороны объекта управления;
2) повышенные требования к надежности функционирования;
3) автоматический перезапуск в случае «зависания» программы;
4) конструкция, приспособленная для работы в цеховых («полевых») условиях (повышенные вибрации, электромагнитные помехи, запыленность, перепады температуры, иногда взрывоопасность);
5) возможность встраивания дополнительных блоков управляющей, регистрирующей, сопрягающей аппаратуры, что помимо специальных конструкторских решений обеспечивается использованием стандартных шин и увеличением числа плат расширения;
6) минимальное потребление энергии и рассеяние тепла в условиях ограниченной мощности источника питания и отсутствия элементов принудительной вентиляции и охлаждения.
Использование PLC как в закрытых промышленных объектах (цех, участок, склад и т.д.), так и на открытых площадках (транспортеры, дозирующие устройства и т.д.), предполагает расширенный температурный диапазон, влияние атмосферных и механических воздействий, а также высокий уровень электромагнитных помех, возникающих от кабелей электропитания, блуждающих токов в арматуре зданий и т.д.
Основные требования к программному обеспечению для PLC:
— автономность;
— поддержка процессов сбора, анализа информации и управления, а также локальных баз данных в реальном времени;
— возможность дистанционного управления со стороны центрального диспетчерского пункта (станции);
— сетевая поддержка.
Программное обеспечение распределенной системы (компьютер-PLC) включает следующие основные компоненты:
— тестовое программное обеспечение;
— базовое программное обеспечение;
— прикладное технологическое программное обеспечение.
13-3. ERP-системы: управление материальными ресурсами и снабжением.
В рамках производственного процесса существует материальная система, которая охватывает все материальные ресурсы, участвующие в производственном процессе, начиная от находящихся у поставщиков и заканчивая отправленными заказчику.
Процесс управления охватывает все виды материальных потоков, существующих на стадиях снабжения, производства, хранения, отгрузки и распределения готовой продукции.
Материальное управление в различных системах может отличаться, но, как правило, включает управление закупкой, логистиками, хранением, темпом выполнения операций.
Наиболее часто встречаются следующие функции по управлению закупками:
1. Ведение баз данных о поставщиках. Здесь содержится информация о поставщиках, их настоящей и будущей продукции, качестве продукции и ценах.
2. Отбор поставщиков для каждого вида материальных ресурсов. Отбор выполняется на основе анализа поставщиков.
3. Заключение контрактов с поставщиками. В контракты обычно включаются такие условия и требования, как цена, платежи, скидки, график поставки, качество, условия эксплуатации, условия оплаты.
4. Обеспечение связи всех подразделений фирмы с поставщиками.
5. Основными документами, с которыми работает отдел закупок, являются: материальная спецификация, заявка на закупку, запрос о ценах, заказ на закупку.
Логистикой называют управление движением материальных ресурсов внутри предприятия, отгрузкой материалов от поставщика и отгрузкой готовой продукции заказчику.
Управление осуществляется следующими процессами:
1. Выгрузкой материала из транспортного средства и размещением его во входном складе.
2. Перемещением материала из входного склада к месту входного контроля.
3. Перемещением материала от места входного контроля к месту хранения и его пребывания там, пока он не понадобится.
4. Отпуском материала со склада и подачей его к месту использования в производстве.
5. Перемещением материала между операциями.
6. Перемещением готовой продукции после окончательной сборки в склад готовой продукции.
7. Отпуском готовой продукции и передачей ее на упаковку и отгрузку.
8. Перемещением готовой продукции на грузовую площадку.
9. Загрузкой готовой продукции в транспортное средство на грузовой площадке.
С логистикой тесно связаны методы управления хранением материалов и продукции от момента получения от поставщика до момента отгрузки заказчику.
Под хранением материалов на складе понимают комплекс функций, включающих помещение в склад, размещение внутри склада, заказ на отпуск и инвентаризацию. Эти функции выполняются для всех видов материальных ресурсов от материалов и полуфабрикатов до готовой продукции.
Системы типа ERP активно применяются также для решения задач оптимизации маршрутов перевозок, оптимизации загрузки транспортных средств, обеспечения связи между участниками процесса транспортировки и отправителями, формирование планов отгрузки продукции и запасных частей. Одна из тенденций современных ERP-систем — интеграция систем управления логистикой, транспортировкой и распределительными системами.
14-1. ERP-системы: прогнозирование экономических процессов.
Прогнозирование может потребоваться на разных уровнях системы управления предприятием, поскольку спрос на продукцию и/или услуги может изменяться с неодинаковой периодичностью.
Важными компонентами при прогнозировании являются:
— иерархия прогнозов;
— качественные методы прогнозирования;
— количественные методы прогнозирования;
— сочетание прогнозирования и планирования
Качественные методы прогнозирования. Базируются на выявлении факторов, которые определяют объемы продаж и/или услуг. И на их основе формируются суждения относительно вероятностей проявления этих факторов в будущем.
Основными качественными методами являются:
• мозговой штурм. Рабочей группе предоставляется любая необходимая информация из БД предприятия и внешних БД. Участники группы создают индивидуальные прогнозы. Крайние прогнозы отбрасываются, а роль компромиссного выполняет прогноз, основанный на оставшихся индивидуальных прогнозах.
• метод Делфи. В этом методе участники анонимно отвечают на вопросы, получают информацию об ответах всех участников, а затем процесс повторяется вновь до достижения согласия.
• анализ деятельности по продажам. Оценка продаж в будущем по регионам получается здесь на основе оценок отдельных продавцов.
• анализ информации от покупателей. Оценки будущих продаж получаются прямо от покупателе и сводятся воедино.
• исторические аналогии. Маркетинговые исследования: опросы, интервью, пробные продажи позволяют сформировать основу для проверки гипотез относительно поведения реального рынка.
Количественные методы прогнозирования. Реализуются с помощью математических моделей, учитывающих предысторию работы предприятия и базирующихся на временных рядах, полученных путем измерений в определенных временных периодах.
В результате временные ряды могут быть разложены на несколько составляющих:
— тренд — постоянная, долговременная тенденция;
— циклическая составляющая — описывает ту часть процесса, которая повторяется с низкой частотой;
— сезонная составляющая — описывает циклы, повторяющиеся с высокой частотой в течение года.
— случайная флуктуация — представляет собой случайное отклонение временного ряда от неслучайной функции, описываемой трендом, циклической и сезонной составляющими.
Прогнозирование на основе количественных методов заключается в определении вида и параметров математических моделей, описывающих неслучайные составляющие.
Наиболее часто применяются следующие количественные модели прогнозирования.
— линейная регрессия. Модель направлена на выявление связи между зависимой переменной (т. е. прогнозируемой величиной) и одной или более независимыми переменными, которые представлены в виде данных о предыстории. В простой регрессии имеется только одна независимая переменная, а во множественной регрессии их несколько. Если предыстория представлена в виде временного ряда, то независимая переменная — это временной период, а зависимая — прогнозируемая величина, например объем продаж;
— методы скользящего среднего (для краткосрочных прогнозов), основанна на временных рядах. В ней среднее арифметическое фактических показателей, вычисленное для принятого числа последних прошедших временных периодов, принимается за прогноз на следующий временной период;
— метод взвешенного скользящего среднего. Работает подобно предыдущей модели, но в ней вычисляется не среднее, а средневзвешенное значение, которое и принимается за прогноз на ближайший временной период. Меньшие веса приписываются более отдаленным периодам;
— экспоненциальное сглаживание. Это модель, использующая временные ряды и предназначенная для краткосрочных прогнозов. В данном методе величина, спрогнозированная для последнего периода, корректируется на основе информации об ошибке прогноза в последнем периоде. Скорректированный за последний период прогноз становится прогнозом на следующий период.
Сочетание функции прогнозирования и планирования. Данные функции могут пересекаться, поскольку пересекаются периоды прогнозирования и планирования, а объектом прогнозирования и планирования может быть одна и та же продукция. При этом объектом планирования является продукция, на которую есть заказы, т.к. прогнозирование напрямую не связано с имеющимися заказами.
14-2. АСУ «1С:Предприятие 8.0»: общая концепция, базовые модули.
Общая концепция. Автоматизированная система управления «1C: Предприятие 8.0. Управление производственным предприятием» является комплексным прикладным решением, охватывающим основные контуры управления и учета на производственном предприятии.
Она создает единое информационное пространство для отображения финансово-хозяйственной деятельности предприятия, охватывая основные бизнес-процессы. В то же время четко разграничивается доступ к хранимым сведениям, а также возможности тех или иных действий в зависимости от статуса работников.
В прикладном решении принято следующее соотношение данных различных учетов:
— независимость данных управленческого, бухгалтерского и налогового учета;
— сопоставимость данных управленческого, бухгалтерского и налогового учета;
— совпадение суммовых и количественных оценок активов и обязательств по данным управленческого, бухгалтерского и налогового учета, при отсутствии объективных причин их расхождения.
АСУ «1C: Предприятие 8.0. Управление производственным предприятием» может использоваться в ряде подразделений и служб производственных предприятий, включая:
— дирекцию (генеральный директор, финансовый директор, коммерческий директор, директор по производству, главный инженер, директор по кадрам и т.д.);
— производственные цеха;
— склады материалов и готовой продукции;
— отделы главного конструктора, главного технолога, главного механика, сбыта, материально-технического обеспечения (снабжения), маркетинга, планово-экономический, кадров, административно-хозяйственный, капитального строительства;
— бухгалтерию;
— информационно-аналитический отдел;
АСУ «1С: Предприятие 8.0. Управление производственным предприятием» предоставляет:
— руководству предприятия и управленцам, отвечающим за развитие предприятия, — широкие возможности анализа, планирования и гибкого управления ресурсами компании для повышения ее конкурентоспособности;
— руководителям подразделений, менеджерам и сотрудникам, непосредственно занимающимся производственной, сбытовой, снабженческой и иной деятельностью по обеспечению процесса производства, — инструменты, позволяющие повысить эффективность ежедневной работы по своим направлениям;
— работникам учетных служб предприятия — средства для автоматизированного ведения учета в полном соответствии с требованиями законодательства и стандартами предприятия.
Базовые модули.
1) Управление торговлей. Конфигурация позволяет автоматизировать задачи контроля и анализа торговых операций в комплексе со смежными задачами управленческого учета:
— планирование продаж и планирование закупок;
— управление отношениями с клиентами (CRM);
— управление поставками и запасами;
— управление взаиморасчетами с контрагентами;
— бюджетирование.
Конфигурация имеет следующие функциональные возможности:
— построение различных схем формирования цен и скидок;
— формирование отпускных цен с учетом плановой себестоимости продукции и нормы прибыли;
— контроль за соблюдением сотрудниками установленной ценовой политики;
— хранение информации о ценах конкурентов и поставщиков;
— сопоставление отпускных цен предприятия с ценами поставщиков и конкурентов.
2) Управление поставками и запасами. Использование подсистемы управления запасами позволяет эффективно организовать складское хозяйство, повысить производительность труда работников склада, сотрудников снабженческо-сбытовых структур.
Прикладное решение позволяет:
— управлять остатками товарно-материальных ценностей в различных единицах измерения на множестве складов;
— вести раздельный учет собственных товаров, товаров, принятых и переданных на реализацию, возвратной тары;
— учитывать серийные номера, сроки годности и сертификаты;
— контролировать правильность списания серийных номеров и товаров с определенными сроками годности и сертификатами;
— задавать произвольные характеристики партии (цвет, размер и т.д.) и вести партионный учет в разрезе складов;
— комплектовать и разукомплектовывать товарно-материальные ценности;
— резервировать товарно-материальные ценности.
3) Управление производством. Производство представляет собой один из наиболее сложных процессов на предприятии. Управление производством тесно связано с управлением закупками, продажами, основными средствами, персоналом, финансами.
Конфигурация предоставляет следующие возможности:
— ведение массивов нормативно-справочной информации, необходимых для планирования и учета производства готовой продукции, включая формирование норм расходов сырья и вспомогательных материалов;
— планирование и учет выпуска готовой продукции;
— контроль выполнения производственных заданий;
— обработка производственных заказов;
— учет расхода сырья и материалов, незавершенного производства;
— учет собственного и давальческого сырья, материалов, полуфабрикатов и готовой продукции;
— учет брака;
— учет спецодежды и спецоснастки;
— учет производственных затрат, расчет плановой и фактической себестоимости с использованием методов отражения косвенных затрат;
— анализ выпуска готовой продукции в разрезе различных производственных показателей.
Производственные операции автоматически отражаются в бухгалтерском и налоговом учете.
4) Управление основными средствами. Предоставляются следующие ключевые возможности:
— автоматизация операций по учету оборудования и основных средств;
— учет затрат на выполнение строительных, монтажных и ремонтных работ;
— учет затрат на реконструкцию и модернизацию основных средств;
— формирование отчетности по необходимым разрезам;
— отражение операций с оборудованием и основными средствами в бухгалтерском учете.
5) Управление отношениями с клиентами (CRM). Концепция CRM предполагает регулярный сбор и анализ информации о каждом клиенте, реальном и потенциальном. Конфигурация позволяет делать следующее:
— хранить полную контактную информацию по контрагентам и их сотрудникам, историю взаимодействия с ними;
— регистрировать информацию о поставщиках: условия доставки товаров, надежность, сроки исполнения заказов, номенклатура и ценыпоставляемых товаров и материалов;
— планировать рабочее время и контролировать рабочие планы работников;
— анализировать незавершенные и планировать предстоящие сделки с покупателями и потенциальными клиентами;
— оперативно контролировать состояние запланированных контактов и сделок;
— проводить интегрированный анализ отношений с клиентами;
— проводить анализ причин срыва выполнения заказов покупателей и объемов закрытых заказов;
— анализировать и оценивать эффективность рекламных и маркетинговых акций.
6) Планирование. Конфигурация предусматривает планирование по следующим направлениям деятельности: продажи, производство, закупки. Планы для отдельных направлений увязываются между собой. Составлять планы удобно в следующей последовательности: в первую очередь составляется план продаж, затем — план производства, в последнюю очередь — план закупок. На основании планов продаж, производства, закупок составляются планы для отдельных участков деятельности и отдельных объектов планирования.
7) Бюджетирование. С помощью конфигурации реализуются следующие функции бюджетирования:
— планирование движения средств предприятия на любой период в разрезе временных интервалов, подразделений предприятия, проектов, номенклатуры и т.д.;
— финансовое планирование по нескольким сценариям; формирование текущих бюджетов на основе стратегических бюджетов и с коррекцией по фактическому исполнению бюджета в завершенном периоде;
— мониторинг фактической деятельности предприятия в тех же разрезах, в которых проводилось планирование;
— составление сводной отчетности по результатам мониторинга;
— контроль соответствия заявок на расходование денежных средств рабочему плану на период;
— финансовый анализ;
— анализ доступности денежных средств;
— анализ отклонений плановых и фактических данных.
С механизмами бюджетирования активно взаимодействуют механизмы управления денежными средствами.
8) Управление денежными средствами. В конфигурации формируются денежные документы (платежные поручения, приходные и расходные кассовые ордера и др.), обеспечивается взаимодействие со специализированными банковскими программами типа «Клиент банка», контролируются финансовые потоки, контролируется наличие денежных средств в местах хранения. Предусмотрена возможность денежных расчетов в иностранных валютах.
9) Бухгалтерский учет. Ведется в соответствии с законодательством по всем участкам:
— операции по банку и кассе;
— основные средства и нематериальные активы;
— учет материалов, товаров, продукции;
— учет затрат и расчет себестоимости;
— валютные операции;
—расчеты с организациями, с подотчетными лицами, с персоналом по оплате труда, с бюджетом.
10) Отчетность. Конфигурация обеспечивает построение разнообразных отчетов, предназначенных для анализа всех аспектов деятельности предприятия. Отчеты объединены в комплекты по направлениям деятельности предприятия. Между собой отчеты различаются критериями отбора и принципами отображения информации, степенью детализации. Все отчеты содержат дружественный механизм управления, с помощью которого пользователь может изменять временной период отчета, набор отображаемых показателей, степень детализации, порядок группировки, форму отображения информации и т.д., если его не устраивают настройки по умолчанию.
11) Управление персоналом. Прикладное решение автоматизирует следующие направления деятельности по управлению персоналом:
— планирование потребностей в персонале;
— планирование занятости и графика отпусков работников;
— решение задач обеспечения бизнеса кадрами: подбор, анкетирование и оценка;
— кадровый учет и анализ кадрового состава;
— анализ уровня и причин текучести кадров.
14-3. Особенности развития ERP-систем.
Развитие идей, методов и средств управления производственными системами привело к появлению систем нового поколения, получивших название «продвинутых систем управления» (Advanced Planning and Scheduling System — APS). Их нельзя рассматривать исключительно как новые информационные технологии. Напротив, новые технологии в них используются для реализации новых методов организации и управления производством.
Можно выделить следующие направления, в которых совершается переход от ERP к APS:
— повышение степени детализации при планировании мощностей, что позволяет принимать более обоснованные плановые решения;
— появление новых информационных технологий, позволяющих одновременно повысить степень детализации и решать в реальном времени задачи анализа и моделирования;
— включение в системы специальных средств, которые приспособлены к работе высшего звена;
— рассмотрение задач с одновременными ограничениями на доступные материальные ресурсы и мощности;
— формирование плановых решений одновременно для многих заводов;
— улучшение обратной связи в виде задач учета фактического состояния процессов за счет повышения точности и оперативности;
— широкое применение методов оптимизации плановых решений;
— динамический подход к ведению информации о производственных циклах.
В современных системах APS применяется широкий спектр алгоритмов оптимизации.
Наиболее часто встречаются следующие подходы.
Линейное программирование. Задача оптимизации решается для линейной целевой функции при линейных ограничениях и ограничениях на переменные.
Алгоритмы типа случайного поиска. Группа методов, основанная на принципе генерирования, анализа и отбора лучшего варианта плана. При этом лучший текущий план может явиться для следующей итерации базовым, в окрестности которого будет продолжаться поиск.
Алгоритмы, основанные на теории ограничений. Теория ограничений представляет собой подход к календарному планированию, в котором сначала строится план для «узкого места» в системе, а затем от него для всех остальных элементов системы.
Эвристические алгоритмы. Развитая группа методов, доступная благодаря мощности современных ЭВМ. Это, как правило, алгоритмы неслучайного поиска, которые заключаются в просмотре переменных в положительном и отрицательном направлении с целью улучшить план. При этом активно используется специфика задачи. Одна из особенностей реализации эвристических алгоритмов: фирмы-производители систем APS часто продают их в виде «черных ящиков», не раскрывая их содержания.
Практически все APS-системы обладают возможностями моделирования. Диапазон возможностей широк — от ведения многочисленных копий планов для пошагового сравнения до возможности анализа затрат для различных планов. Многие программные системы имеют встроенные панели, которые отображают результаты оптимизации и организуют их передачу для имитационного моделирования.
15-1. ERP-системы. Управление проектами и программами.
Одна из тенденций развития производства состоит в росте доли продукции, не производимой на склад и даже не собираемой под заказ, а проектируемой по заказам. Таким образом, проект становится самостоятельным объектом управления и источником заказов, поэтому в ERP-системах существуют модули, предназначенные для управления проектами или программами.
В основе управления проектами лежат сетевые модел, использующие два метода — метод критического пути и метод оценки и пересмотра программ (ПЕРТ). Различие методов состоит в том, что в первом оценки продолжительности операций предполагаются детерминированными величинами, а во втором — случайными. Оба метода объединены в рамках единого подхода, получившего название сетевого планирования и управления. Сетевое планирование и управление включает три основных этапа:
· структурное планирование – разбиение проекта на операции; оценка продолжительности операций и построение сетевой модели; анализ модели на непротиворечивость.
· календарное планирование: расчет критического пути с выявлением критических операций; определение ранних и поздних времен завершения операций; определение резервов времени
для некритических операций.
· оперативное управление: решении на сетевой модели задач учета, контроля, регулирования, в ходе которых корректировке могут подвергаться не только параметры модели, но и ее структура.
В ходе расчета сетевой модели определяются критические и некритические операции проекта:
· критическая операция, если задержка ее начала приводит к увеличению срока окончания всего проекта. Критический путь определяет непрерывную последовательность критических
операций, связывающих исходное и завершающее событие;
·некритическая операция имеет резерв (запас) времени, поскольку промежуток времени между ее ранним началом и поздним окончанием больше ее длительности.
Различают два основных вида резервов времени:
1. Полный резерв. Он определяется соотношением: Полный резерв = (позднее время завершения операции – раннее время начала операции) – длительность операции.
2. Свободный резерв. Он определяется в предположении, что все операции в сети начинаются в ранние сроки (т. е. имеется в виду левое крайнее расписание работ). У критических операций полные и свободные резервы равны нулю. У некритических операций полные резервы не равны нулю, а свободные резервы могут принимать значения как ненулевые, так и нулевые.
Резервы важны, потому что, сдвигая работы в рамках резервов, можно добиться удовлетворения ограничений на ресурсы или их наиболее равномерного использования. При распределении ресурсов возникает многовариантная задача, которая может быть описана как оптимизационная.
В больших и долгосрочных проектах может появиться неопределенность временных оценок работ, учитываемая введением для каждой операции трех вероятностных оценок ее длительности:
t0 — оптимистическая (минимальная) оценка;
tp — пессимистическая (максимальная) оценка;
tm — наиболее вероятная оценка.
Из этих трех оценок получаются математическое ожидание te и дисперсия V по формулам:
te = (t0 + 4 tm + tp)/6,
V = [(tp - t0)/6]2 .
Три оценки для каждой операции позволяют вычислить характеристики нормального распределения — длительность и дисперсию для каждого пути в сети, а затем высказать вероятностные суждения относительно пути. Например:
— вероятность того, что критический путь будет больше 3,5 недель, равна 0,1.
— вероятность того, что проект можно будет завершить раньше чем за 50 недель, равна 0,35.
Стоимостной аспект управления проектами вводится в схему календарного планирования с помощью зависимости «стоимость-время» для каждой операции проекта. Расчет с учетом стоимостных факторов направлен на поиск оптимального соотношения «затраты-время» для
всего проекта. При этом учитывается, что сжатие первоначального варианта сопровождается ростом прямых затрат и уменьшением косвенных затрат.
15-2. MES-системы: назначение и типовые функции
MES (manufacturing execution systems) — это «производственная исполнительная система». Международная ассоциация MESA предлагает следующее определение MES: «Система, состоящая из набора программных и аппаратных средств, обеспечивающих функции управления производственной деятельностью: от заказа на изготовление партии продукции и до завершения производства». В самом обобщенном понимании MES-система:
— инициирует производственный процесс;
— следит за тем, как он проходит в реальном времени;
— реагирует на изменяющуюся в производстве ситуацию;
— составляет отчеты о производственных процессах по мере их протекания в реальном времени;
— обменивается информацией о цеховых процессах с другими инженерными и бизнес-подразделениями предприятия.
Ассоциация MESA выделила 11 основных функций, которые определяют место MES-систем в автоматизированной системе управления промышленным предприятием:
1. Контроль состояния и распределение ресурсов (RAS) – обеспечивает управление ресурсами производства (машинами, инструментальными средствами, методиками работ, материалами, оборудованием) и другими объектами, например, документами о порядке выполнения каждой производственной операции. В рамках этой функции описывается детальная история ресурсов и гарантируется правильность настройки оборудования в производственном процессе,
а также отслеживается состояние оборудования в режиме реального времени.
2. Оперативное/Детальное планирование (ODS) – обеспечивает оперативное и детальное планирование работы, основанное на приоритетах, атрибутах, характеристиках и свойствах конкретного вида продукции, а также детально и оптимально вычисляет загрузку оборудования при работе конкретной смены.
3. Диспетчеризация производства (DPU) – обеспечивает текущий мониторинг и диспетчеризацию процесса производства, отслеживая выполнение операций, занятость оборудования и людей, выполнение заказов, объемов, партий и контролирует в реальном времени выполнение работ в соответствии с планом. В режиме реального времени отслеживаются все происходящие изменения и вносятся корректировки в план цеха.
4. Управление документами (DOC) – контролирует содержание и прохождение документов, которые должны сопровождать выпускаемое изделие (включая инструкции и нормативы работ, способы выполнения, чертежи, процедуры стандартных операций, программы обработки деталей, записи партий продукции, сообщения о технических изменениях, передачу информации от смены к смене), а также обеспечивает возможность вести плановую и отчетную цеховую документацию. Предусматривается архивирование информации.
5. Сбор и хранение данных (DCA) – обеспечивает информационное взаимодействие различных производственных подсистем для получения, накопления и передачи технологических и управляющих данных, циркулирующих в производственной среде предприятия. Данные о ходе производства могут вводиться как вручную персоналом, так и автоматически с заданной периодичностью непосредственно с производственных линий.
6. Управление персоналом (LM) – предоставляет информацию о персонале с заданной периодичностью, включая отчеты о времени и присутствии на рабочем месте, слежение за соответствием сертификации, а также возможность учитывать и контролировать основные, дополнительные и совмещаемые обязанности персонала, такие как выполнение подготовительных операций, расширение зоны работы.
7. Управление качеством продукции (QM) – предоставляет данные измерений о качестве продукции, в том числе и в режиме реального времени, собранные с производственного уровня, обеспечивая должный контроль качества и заостряя внимание на критических точках. Может предложить действия по исправлению ситуации в данной точке на основе анализа корреляционных зависимостей и статистических данных причинно-следственных связей контролируемых событий.
8. Управление производственными процессами (PM) – отслеживает заданный производственный процесс, а также автоматически вносит корректировку или предлагает соответствующее решение оператору для исправления или повышение качества текущих работ.
9. Управление производственными фондами (техобслуживание) (MM) – поддерживает процесс технического обслуживания, планового и оперативного ремонта производственного и технологического оборудования и инструментов в течение всего производственного процесса.
10. Отслеживание истории продукта (PTG) – предоставляет информацию о том, где и в каком порядке велась работа с данной продукцией. Информация о состоянии может включать в себя: отчет о персонале, работающем с этим видом продукции, компоненты продукции, материалы от поставщика, партию, серийный номер, текущие условия производства, несоответствия установленным нормам, индивидуальный технологический паспорт изделия.
11. Анализ производительности (PA) – предоставляет отчеты о реальных результатах производственных операций, а также сравнивает с предыдущими и ожидаемыми результатами. Представленные отчеты могут включать в себя такие измерения, как использование ресурсов, наличие ресурсов, время цикла производственного ресурса, соответствие плану, стандартам и другие. Несмотря на кажущееся многообразие функций MES все они имеют оперативный характер и регламентируют соответствующие требования не к предприятию в целом, а к той его единице – цеху, для которого ведется планирование работ. Основными функциями MES-систем из перечисленных выше являются
— оперативно-календарное (детальное) планирование (ODS);
— диспетчеризация производственных процессов в цеху (DPU).
Именно эти две функции определяют MES-систему как систему оперативного характера, нацеленную на формирование расписаний работы оборудования и оперативное управление производственными процессами в цеху.
15-3. Автоматизированная система контроля и учета электроэнергии на предприятии
Доля потребленных энергоресурсов в себестоимости продукции любого производственного предприятия значительна. В связи с этим возрастает роль автоматизированных систем контроля и учета энергии (АСКУЭ), которые позволяют проанализировать потребление энергии и найти пути ее экономии.
Автоматизированная система учета электроэнергии на предпри-ятии, как правило, является многоуровневой.
Первый, или нижний уровень системы учета образуют цифровые многофункциональные электронные счетчики электроэнергии совме-стно с измерительными трансформаторами, их первичными цепями и соединительными линиями.
Второй, или промежуточный уровень системы учета образуют специализированные устройства сбора и передачи данных (УСПД). УСПД обеспечивают круглосуточный, автоматический, с программи-руемой дискретностью опроса, дистанционный сбор данных со счет-чиков, подключенных к этим средствам через цифровые интерфейсы по проводным каналам связи.
Третий, или верхний уровень системы для учета электроэнергии образуют персональный компьютер (ПК) и программное обеспечение.
Для технической реализации таких систем учета используется УСПД сумматор СЭМ-2.01, обеспечивающий прием информации со счетчиков различных типов по цифровому интерфейсу RS485.
Алгоритм работы УСПД СЭМ-2.01 основывается на опросе 30-минутных профилей энергии, сохраненных в памяти счетчиков ниж-него уровня системы, и позволяет восстанавливать информацию со счетчиков при нарушении питания или связи.
Важнейшей характеристикой системы является поддержание точ-ного времени всех ее элементов: счетчиков, УСПД и ПК. Сумматор автоматически корректирует время и дату счетчиков, а при возникно-вении ситуации, когда это невозможно, сигнализирует в ПК об ава-рийной ситуации. Программное обеспечение верхнего уровня имеет возможность контроля синхронизации времени всей системы.
На рис. 4.11 приведена типовая структурная схема автоматизированной системы учета, состоящая из трех уровней. Верхний уровень
— это АРМ энергетика и прочие ПК, соединенные с помощью ком-пьютерной сети Ethernet. АРМ энергетика постоянно осуществляет
сбор данных с двух УСПД СЭМ-2.01, которые каждые 3 минуты сни-мают информацию с 37 счетчиков «Меркурий-230» с профилями на-грузки
На всех ПК системы установлено программное обеспечение предназначенное для сбора на ПК информации о потреблении электроэнергии или других видов учитываемых энер-горесурсов, изучения динамики их потребления, анализа данных. На базе этих сведений формируется отчет о потреблении электроэнергии за месяц по подразделениям предприятия.
16-1. Планирование производства и составление графика выпуска продукции.
Долгосрочные, среднесрочные и краткосрочные планы создаются на различных организационных уровнях и охватывают различные временные периоды. Созданные на высшем уровне, долгосрочные планы отражают стратегические цели организации. Они становятся основой для средне- и краткосрочных планов. Среднесрочные планы подразделяются на планы занятости, укрупненные планы образования запасов или производства, планы загрузки, планы модернизации мощностей, контракты с поставщиками. Эти укрупненные планы являются основой для построения краткосрочных планов. Краткосрочные планы обычно распространяются от нескольких недель до нескольких месяцев и включают графики выпуска продукции, графики производства компонент, графики материального снабжения, оперативные производственные графики и графики использования мощностей. Графики производства — это краткосрочные планы производства товаров или конечной продукции. Планирование производства включает следующие шаги:
1. Прогноз продаж и фиксация фактического спроса для каждого вида продукции. Он показывает количества, которые должны быть проданы в каждый временной период (неделю, месяц, квартал) планового горизонта (обычно от 6 до 18 месяцев).
2. Сведение воедино в общий прогноз данных по всем отдельным видам продукции и услуг.
3. Преобразование суммарного спроса в каждом периоде в численность рабочих, оборудования и других составляющих производственных мощностей, требуемых для его удовлетворения.
4. Разработка альтернативных схем использования ресурсов, позволяющих обеспечить производственные возможности, удовлетворяющие суммарный спрос.
5. Отбор из альтернатив такого плана использования мощностей, который позволяет удовлетворить спрос и наилучшим образом отвечает целям организации.
Шаг 5 предполагает, что производственная система обязана удовлетворять прогнозируемый спрос. Есть, однако, случаи, когда производственные мощности не могут быть увеличены или когда продукцию выгоднее производить в объеме, меньшем прогнозируемого или фактического спроса. В ERP-системах предполагается, что цель предприятия заключается в удовлетворении спроса. Центральное место в планировании производства занимают сле-
дующие вопросы:
— сколько производственных ресурсов каждого вида имеется в наличии?
— какой уровень мощности обеспечивает ресурс каждого вида?
— каким образом определяется мощность исходя из имеющихся ресурсов?
— сколько стоит изменение мощностей в сторону увеличения или уменьшения?
Основными источниками для определения возможностей предприятия при разработке среднесрочных планов являются: основное и сверхурочное рабочее время; запасы продукции, образованные в предшествующие периоды; субконтракты на поставку продукции или выполнение услуг внешними партнерами. Различают следующие виды среднесрочных планов: сбалансированный и план с фиксированным уровнем мощности.
Сбалансированный план. В каждый момент времени располагаемые мощности равны потребностям, вытекающим из прогнозируемого спроса.
План с фиксированным уровнем мощностей. Мощности являются постоянными на всем горизонте планирования. Отклонение меняющегося спроса от возможностей постоянных производственных мощностей компенсируется с помощью запасов, отложенного спроса, сверхурочных работ и субконтрактов.
На практике целесообразно рассматривать несколько вариантов планов с различными подходами к компенсации колебания спроса. Для решения задач планирования производства разработаны и применяются в основном следующие подходы.
Линейное программирование используется, как правило, для минимизации суммарных затрат в плановом периоде. В затраты включаются: основная зарплата, сверхурочные, на субконтракты, увольнение и найм работающих, хранение запасов. Ограничения модели обычно включают максимальные мощности и ограничения на степень удовлетворения спроса в плановом периоде. Линейные решающие правила базируются на применении квадратической функции затрат для конкретной производственной системы. Функция позволяет определять суммарные затраты, включающие: основную зарплату, сверхурочные, субконтракты, затраты на изменение численности работающих и хранение запасов. В качестве независимых переменных применяются объем выпуска продукции и численность работающих. Функция строится для каждого планируемого периода горизонта планирования. После численного дифференцирования получаются два независимых линейных уравнения, которые позволяют для очередного планируемого периода определять объемы выпуска продукции и необходимую численность работающих.
Управляющие коэффициенты. В основе этого подхода лежит предположение, что лицо принимающее решение строит план на основе сложного критерия и собственного опыта. Этот метод использует данные о предыстории, связанные с решениями в прошлом, и позволяет построить регрессию, которая должна быть использована для построения плана.
Моделирование на компьютере позволяет проверять путем перебора многочисленные сочетания производственных ресурсов с целью поиска наилучшего плана на период и на горизонт.
Среднесрочные планы определяют количество продукции, которое экономически целесообразно производить на предприятии. По среднесрочным планам составляются графики выпуска продукции. В графике выпуска продукции устанавливается количество конечной продукции, которое должно быть выпущено в каждый период краткосрочного горизонта планирования. Длительность горизонта планирования — от нескольких недель до нескольких месяцев.
При составлении графика определенные ранее объемы производства распределяются в виде заказов на выпуск продукции. Графики выпуска продукции в общем случае состоят из четырех участков, отделенных друг от друга тремя границами. Они носят следующие названия: закрепленный, фиксированный, заполненный, открытый.
Изменения на закрепленном участке обычно запрещены, поскольку они влекут за собой изменения планов снабжения и производства предметов после их запуска, что приводит к росту затрат. Фиксированный участок представляет собой период времени, на котором изменения могут происходить, но только в исключительных ситуациях.
Заполненный участок соответствует временному интервалу, на котором все производственные мощности распределены между заказами. Изменения на этом участке допускаются и могут привести к значительным изменениям сроков выполнения заказов. Открытый участок — это временной интервал, на котором не все производственные мощности распределены, и новые заказы обычно размещаются на этом участке.
График выпуска продукции создается на основе информации о заказах, прогнозах спроса, состоянии запасов и производственных мощностях. В ходе построения графика выполняется проверка вариантов графика на недогрузку или перегрузку производственных мощностей.
График является динамичным и периодически обновляется. При этом решается задача учета хода производства, начало и окончание горизонта планирования сдвигаются вправо на одну неделю, заново пересматривается оценка спроса. В связи с тем, что спросы, расположенные в дальних периодах, вероятнее всего, изменяются по мере приближения временного интервала к фиксированному виду, требования к точности оценки спроса для начальных периодов выше, чем для отдаленных. Планирование производства на уровне графика выпуска продукции имеет ряд отличительных особенностей в зависимости от того, работает предприятие на склад или по заказам. В наибольшей степени изменениям подвержены управление спросом, размер партий запуска и количество выпускаемой продукции.
В производстве, выполняющем заказы, при оценке спроса доминируют поступившие изданный момент заказы. График составляется обычно на основе портфеля заказов. Размер партии и количество выпускаемой продукции обычно совпадают и определяются заказом.
Процесс составления графика для таких предприятий наиболее сложен и трудоемок, особенно для многономенклатурного производства. В производстве, работающем на склад, заказы поступают со склада готовой продукции. Заказы формируются на основе прогнозируемого спроса со стороны потенциальных заказчиков. В этих условиях возрастает роль прогнозирования. В начальных периодах горизонта планирования возможно наличие портфеля заказов, однако их удельный вес, как правило, невелик. Размер партии здесь очень важен и определяется исходя из соображений экономической эффективности. Уменьшение размера партии приводит к росту доли постоянных расходов на единицу продукции, а увеличение размеров партии — к росту запасов и затрат на их хранение. Оптимальным является размер партии, при котором минимизируются суммарные затраты.
Плановый горизонт может изменяться в широких пределах — от нескольких недель до года и более. На выбор планового горизонта влияют многие факторы, но один фактор является решающим. В ERP-системах используется правило, согласно которому плановый горизонт должен быть не менее наибольшего производственного цикла среди всех изделий, рассматриваемых при составлении графика. Широко применяется подход к созданию графика, при котором в ходе планирования определенная часть заказов или планово-учетных единиц из предыдущего графика фиксируется, и новый график состоит в итоге из двух частей: фиксированной составляющей прежнего графика и изменений к нему. Все современные прикладные системы содержат модули для построения графика выпуска продукции. Планирование производства на уровне графика выпуска продукции является одной из наиболее важных функций в ERP-системах. При ее неудовлетворительной реализации возникают перегрузки и недогрузки мощностей, чрезмерный рост запасов на одни изделия и дефицит других изделий. Напротив, при удовлетворительной реализации улучшается обслуживание заказчиков, снижается уровень запасов, более эффективно используются производственные мощности.
В результате решения задачи составления графика становятся известными времена и объемы выпуска продукции. Управление снабжением, производством деталей и сборочных единиц и другими составляющими производственного процесса зависят от того, какие системы организации и управления используются. В практике управления и в литературе принята следующая классификация: системы с расходом запасов, системы с «проталкиванием», системы с «протягиванием» и системы, сконцентрированные на «узких местах».
Системы с расходом запасов сконцентрированы на поддержании резервов материальных ресурсов, необходимых для производства. Так как производители не знают заранее сроков и количества потребных заказчику ресурсов, многие виды продукции в таких системах производятся заранее и складируются в виде запасов готовой продукции или деталей и сборочных единиц. По мере уменьшения запасов продукция или ее компоненты производятся для их пополнения.
В системах с «проталкиванием» центр тяжести смещается на использование информации о заказчиках, поставщиках и продукции, чтобы управлять материальными потоками. Поставка партий материалов и полуфабрикатов на предприятие планируется как можно ближе к срокам изготовления деталей и сборочных единиц. Детали и сборочные единицы производятся как можно ближе к срокам подачи на сборку, готовая продукция собирается и отправляется как можно ближе к требуемому времени выполнения заказа. Материальные потоки «проталкиваются» сквозь все фазы производства.
Системы с «протягиванием» ориентированы прежде всего на сокращение уровня запасов на каждой производственной фазе. Если в предыдущей системе роль графика состояла в определении того, что делать дальше, то в данной системе просматривается только следующая стадия, выясняется, что необходимо делать для ее выполнения, и производятся необходимые
действия. Партии в производстве перемещаются от ранних стадий к поздним без промежуточного складирования. Существует немало разновидностей и наименований для подобных систем: «точно-в-срок» (Just-in-Time), производство с коротким циклом, системы с визуальным управлением, производство без промежуточных складов, поточное производство, синхронизированное производство, система фирмы «Тойота». Как правило, в литературе применяется аббревиатура первого наименования — JТ. Системы типа JТ ввиду сокращения незавершенного производства чувствительны к возмущениям производственного процесса. Вне-
дрение подобных систем требует большой подготовительной работы. Управление в системах четвертого типа сконцентрировано на так называемых «узких местах» — операциях, станках или стадиях производственного процесса, которые тормозят производство, поскольку их производительность меньше, чем в других участках производственной системы.
16-2. Оперативно-календарное (детальное) планирование
MES-система получает объем работ, который либо представлен ERP на этапе объемно-календарного планирования, либо выдается APS-системой в виде допустимого для предприятия план-графика работы цеха, и в дальнейшем сама не только строит более точные расписания для оборудования, но и в оперативном режиме отслеживает их выполнение. Различия в функциях планирования ERP, APS и MES-систем представлены на рис. 3.1.
Цель планирования MES-системы – не только выполнить заданный объем с указанными сроками выполнения тех или иных заказов, но выполнить как можно лучше с точки зрения экономических показателей цеха.

APS-системы формируют некие исходные расписания работы первой степени приближения еще до начала реализации производственных планов. При этом, ввиду большой размерности задачи, не учитываются многие технологические и организационные факторы. MES-система уже на этапе выполнения, получая такой предварительный план, оптимизирует его по ряду критериев. При этом, после оптимизации и построения нового план-графика работы цеха, очень часто за счет уплотнения работы оборудования, отыскиваются дополнительные резервы, появляется возможность в рамках планируемого периода выполнить дополнительные заказы. Тем самым достигается эффект увеличения пропускной способности производственных структур. В отличие от APS-систем, MES-системы оперируют меньшими размерностями назначения – до 200 станков и 10000 операций на горизонте планирования, который обычно составляет не более трех-десяти смен. Уменьшение размерности связано с тем, что в MES учи-
тывается гораздо большее количество ограничений технологического характера.
Еще одним отличием является то, что MES-системы обычно оперируют не одним или двумя критериями построения расписания, а, зачастую, несколькими десятками, что дает возможность диспетчеру цеха строить расписание с учетом различных производственных ситуаций. И только MES-системы оперируют так называемыми векторными, интегральными критериями построения расписаний, когда в один критерий собираются несколько частных критериев.
При этом диспетчер, составляя расписание, может указать, что он хочет видеть в конкретном расписании: уменьшение календарной длительности выполнения всего задания, уменьшение длительности операций переналадок, высвобождение станков, имеющих небольшую загрузку и т.п. Оперативность составления и пересчета расписания является также прерогативой MES, поскольку пересчет может вестись с дискретой в одну минуту. Это не означает, конечно же, что каждую минуту рабочему будут выдаваться новые задания, но это означает, что все процессы в цеху контролируются в режиме реального времени и это позволяет заранее предвидеть все возможные нарушения расписаний и вовремя принимать соответствующие меры.
Алгоритмы MES-систем, хотя и базируются, в большинстве случаев, на эвристике, но, как правило, значительно сложнее и «умнее» алгоритмов APS. Вначале алгоритм MES находит допустимое решение с учетом всех ограничений и выбранного критерия (частного или интегрального). В дальнейшем на этапе оптимизации происходит поиск лучшего расписания.
Конечно, полученное расписание также не является оптимальным в полном смысле слова, поскольку поиск оптимума в таких задачах всегда сопровождается со значительными временными затратами (MES-системы строят расписания за 0,1–5 мин.), но полученные при этом расписания, как правило, уже намного ближе к оптимуму, нежели расписания, построенные APS-системами. В ряде случаев MES-системы могут составлять расписания не только для станков, но также для транспортных средств и обслуживающих устройств, а также бригад наладчиков. Важным свойством MES-систем является выполнимость расписаний. Встроенные в планирующий контур ERP, APS-системы составляют производственные расписания только в случае внесения в портфель заказов новых изделий или работ; корректировать их в режиме
реального времени крайне сложно, что приводит к серьезным проблемам использования APS-систем в мелкосерийном производстве. MES-системы в таких случаях работают более гибко и оперативно, пересчитывая и корректируя расписания при любых отклонениях производственных процессов, что повышает гибкость и динамичность производства. Если расписания APS-системы больше подходят для производств с крупносерийным характером выпуска продукции, где резких отклонений от производственной программы, как правило, не бывает (устойчивый характер производства), то MES-системы являются незаменимыми в мелкосерийном и позаказном производстве. При этом если для APS-систем цех с большим объемом технологической и оперативной информации является в какой-то мере «черным ящиком», то MES-системы при выполнении заданий опираются на принцип расчета и коррекции производственных расписаний по фактическому состоянию производства. Эти системы достаточно чутко реагируют на отклонения во времени выполнения технологических операций, на непредвиденный выход из строя оборудования, на появление брака в процессе обработки изделий и другие возмущения внутреннего характера. В отличие от систем классов ERP и APS, MES-системы являются предметно-ориентированными: для химической технологии, дерево-
обработки, полиграфии и т.д. Поэтому они максимально полно отражают особенности технологии конкретных производственных процессов и зачастую включают в себя развитые средства поддержки технологической подготовки того или иного типа производства.
16-3. АСКУЭ «Меркурий-Энергоучет»
««Меркурий PLC» — это АСКУЭ(автоматизированная система контроля и учета энергии)) ориентированная на применение в промышленных и офисных зданиях предприятия. Эта система сбора данных с абонентских устройств учёта потреблённой электроэнергии предназначена для организации автоматизированного сбора данных о потреблении электроэнергии одно- и трёхфазными абонентами рас-пределительной электросети переменного тока 220/380В 50Гц.
Отличительной особенностью системы от множества других яв-ляется то, что контроль за потреблением электроэнергии осуществля-ется по силовой сети 220 В. Обеспечивая функциональность АСКУЭ, построенных на базе счётчиков с проводными цифровыми интерфей-сами RS-485 или подобными, система «Меркурий PLC», за счёт от-сутствия объединяющего интерфейсного кабеля резко удешевляет стоимость монтажных работ и последующую эксплуатацию системы, увеличивает надежность функционирования.
Оборудование системы состоит из концентратора данных «Мер-курий 225», который является основным узлом системы и множество (в любых сочетаниях) одно- и трёхфазных счётчиков типов «Мерку-рий-200, 201, 201, 230, 231» со встроенными PLC-модемами (рис. 4.12).
Концентратор устанавливается в любом подходящем месте трёх-фазной сети, например, в электрощитовой промышленного и/или офисного здания, а чаще на трансформаторной подстанции и подклю-чаются ко всем трём фазам. Основные его функции — обеспечить синхронизацию передачи данных счётчиками и собрать информацию об энергопотреблении с её последующем сохранением в собственной энергонезависимой памяти. Кроме этого он осуществляет раздачу сигналов точного времени и изменяет режимы работы счётчиков. Концентратор оснащён последовательными интерфейсами RS-485 и RS-232 через которые подключаются дополнительные контроллеры и устройства передачи информации на компьютер центрального дис-петчерского пункта. Это могут быть GSM-шлюзы, радиомодемы, адаптеры сети Ethernet. Возможен съём накопленной информации на переносной компьютер оператора непосредственно на месте установ-ки концентратора.
В основу обмена информацией в системе положен принцип пере-дачи данных с использованием всех известных видов разделения сиг-налов — временного, частотного и кодового. Обмен данными между счётчиками и концентратором происходит с помощью широкополос-ных сигналов с различной модуляцией. Все данные в системе переда-ются строго периодическими пакетами по 64 бита, и в случае сильных помех концентратор может накапливать сигнал для повышения рабо-чего соотношения сигнал/шум.
Система сбора данных работает следующим образом. Концентра-тор периодически (раз в несколько секунд) излучает синхросигнал длительностью 2,5 сек, принимаемый всеми подчинёнными узлами системы, которые интерпретируют факт приёма синхросигнала как команду на передачу одного бита своих данных. При этом узел № 1 передаёт свой бит сразу после окончания сигнала синхронизации, узел №2- с задержкой на 10 мс. Узел №3 с задержкой на 20 мс и т.д.
Сегмент сети обслуживаемый одним концентратором может включать до 1008 точек учёта. Периодичность передачи данных об энергопотреблении зависит от количества подчинённых узлов и со-ставляет от 3 минут (при 16-ти счётчиках) и до 14 минут (при 1000). Расстояние устойчивого приема от крайнего счетчика до концентра-тора не менее 500 метров при любом состоянии силовой сети и не за-висит от времени суток. При хорошем состоянии связь обеспечивает-ся на расстоянии в 1000 и более метров.
17-1. Управление запасами (независимые системы).
В ходе управления производством сталкиваются две тенденции.
Первая заключается в том, что запасы материальных ресурсов различного вида необходимы. Вторая заключается в том, что они нежелательны. Каждая из них порождена определенными причинами и находит отражение в методах управления запасами. Подходы к управлению во многом зависят от вида материального ресурса. В роли такого ресурса могут выступать: конечная продукция, незавершенное производство, материалы и полуфабрикаты. Существует ряд причин, по которым целесообразно стремиться к снижению уровня запасов. С ростом запасов увеличиваются следующие затраты и потери: прямые и косвенные затраты, связанные с хранением; затраты на управление запасами; потери, связанные со снижением отдачи от вложения в материальные ресурсы; затраты, которые рассматриваются как скрытое падение мощностей, поскольку часть мощностей используется на производство запасов, а не готовой
продукции; потери, связанные со снижением качества при хранении. Некоторые из этих затрат являются косвенными и слабо вычисляемыми, но несомненно то, что политика снижения запасов до оптимального уровня способствует повышению эффективности производства.
В основу систем управления запасами в ERP-системах положен ряд моделей и методов, которые пользователи могут применять по собственному выбору. Спрос на материальные ресурсы может быть независимым и зависимым. Независимым называется спрос, который не зависит от спроса на другие материальные ресурсы, проходящие через запасы. В частности, независимым всегда является спрос на конечную продукцию, поскольку он определяется исходя из прогноза и/или заказов потребителей. Зависимым называется спрос, который зависит от спроса на другие материальные ресурсы, проходящие через запасы. Зависимым является спрос на изделия, являющиеся компонентами готовой продукции. В то же время независимым является спрос на те же самые изделия, если они становятся конечной продукцией, например запасными частями. В данном подразделе обсуждаются подходы к управлению запасами в условиях независимого спроса. Основной задачей управления запасами является определение оп-
тимального размера заказа на материальные ресурсы при пополнении запасов.
Рис. 2.4 иллюстрирует решение задачи об оптимальном объеме заказа на качественном уровне. С ростом объема одного заказа увеличиваются затраты на хранение и снижаются затраты на приобретение и обработку заказов. Суммарные затраты на складировке могут иметь точку минимума, соответствующую оптимальному объему заказа.
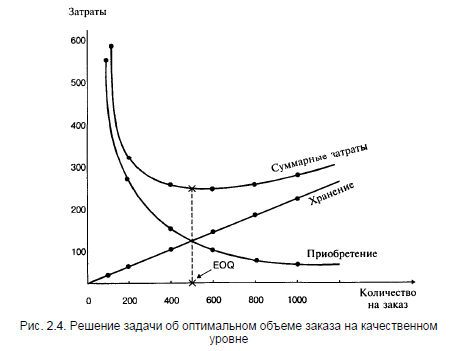
Различают системы с фиксированным объемом заказа и системы с фиксированным временем заказа. Основное свойство системы с фиксированным объемом заказа (FOQ-системы) состоит в том, что заказы на пополнение запасов имеют постоянную величину. При этом время подачи заказов может изменяться. Точка заказа достигается, когда запасы уменьшаются до критического уровня. Точка заказа определяется исходя из оценки ожидаемого расхода и поступлений материального ресурса. С прибытием очередной партии материалов заказы возрастают на фиксированную величину.
В системе FOQ обычно предполагается непрерывный учет запасов. Этот учет обеспечивается немедленным отражением в базе данных всех операций, прихода и расхода ресурсов. Для системы FOQ основными являются две задачи: об объеме заказа и о точке заказа.
Решение задачи об оптимальном объеме заказа зависит от условий, для которых формулируется задача. В различных системах можно встретить три модели для оценки оптимального размера заказа:
модель 1 — базовая модель определения EOQ;
модель 2 — определение EOQ для производственных партий;
модель 3 — определение EOQ с учетом ценовой политики.
Модель 1 имеет следующий вид.
Предположения:
1. Общий годовой спрос, затраты на хранение и приобретение материалов поддаются оценке.
2. Средний уровень запасов равен 0,5 величины заказа. Это равносильно введению следующих упрощающих предположений: страховой запас отсутствует; заказанное количество поступает в запасы полностью и одновременно; материалы расходуются равномерно; материалы оказываются полностью израсходованными к прибытию очередного заказа.
3. Потери от дефицита и неудовлетворенного спроса отсутствуют.
4. Цены на материалы постоянны (какая-либо специальная ценовая политика типа скидок отсутствует).
Оптимальный объем заказа, при котором
минимизируются суммарные годовые
затраты на размещение в запасах,
вычисляется по формуле:
![]()
где D — годовой спрос на материал; С — затраты на хранение единицы материала в течение года; S — средние затраты на работы по приобретению материала по одному заказу (условно-постоянные расходы). Формула носит характер предварительной оценки, так как получена для условий, которые на практике встречаются крайне редко.
Модель 2 имеет следующий вид. По сравнению
с моделью 1 введено только одно
предположение — заказы производством
или поставщиком выполняются не
единовременно, а представляют собой
процесс с равномерным поступлением
материальных ресурсов. В результате
для модели 2 получена формула:
![]()
где р — ставка производства; d — ставка спроса.
Поставщики, работающие в условиях рыночной экономики, как правило, предоставляют скидки в зависимости от объема закупок (quantity discounting). В этих условиях возникает необходимость оптимизации объема заказа с целью воспользоваться скидками, но не проиграть при этом за счет роста затрат на хранение.
Модель 3 позволяет оценить влияние скидок на размер партии. Из сказанного следует, что при работе с базовой системой ERP пользователь должен тщательно изучить предположения, при которых построены методы управления запасами, включенные в систему.
Вторым важным вопросом для систем управления запасами является определение точек заказа. В основе подхода к определению точки заказа в системах с фиксированным объемом заказа лежит признание случайного характера спроса во время выполнения заказа. Спрос во время выполнения заказа (demand during lead time (DDLT)) представляет собой количество материального ресурса, которое будет запрошено во время ожидания прибытия заказанного количества и пополнения запаса. Случайный характер спроса в течение времени выполнения заказа
особенно опасен для управления, поскольку очень трудно предсказать колебания спроса именно тогда, когда предприятие особенно уязвимо — оно находится в состоянии ожидания прибытия заказа, а уровень запасов низок. В случае задержки прибытия заказа или при превышении уровня ожидаемого спроса возникает ситуация дефицита. Дополнительный запас, называемый страховым, необходим, чтобы уменьшить вероятность возникновения дефицита. При увеличении страхового запаса возрастают затраты на его хранение, при его уменьшении возрастают потери, вызванные дефицитом.
Из сказанного ясно, что величина страхового запаса имеет оптимальное в некотором смысле значение. Для его определения должны быть известны потери от дефицита. Задача определения потерь от дефицита непроста, поскольку в них должны включаться потери, вызванные внешними и внутренними причинами. К внешним можно отнести, например, падение доходов из-за невыполнения обязательств перед заказчиками. К внутренним — дополнительные затраты, связанные с изменением графика выпуска продукции, остановкой производства и т. п. Именно в связи с трудностью определения потерь из-за дефицита на практике применяется подход к определению страховых запасов, основанный на вероятности обслуживания, задаваемой управленцами.
Другим методом оптимизации страхового запаса является подход, основанный на таблицах платежей. Этот подход позволяет минимизировать сумму ожидаемых затрат и потерь для каждой дискретной точки заказа. В затраты включаются расходы на хранение единицы мате-
риального ресурса во время выполнения заказа. В потери включается все, что связано с дефицитом: потери прибыли, дополнительные затраты на транспортировку, ускорение поставок и т. п. В системах с фиксированным периодом заказа просмотр уровня запасов выполняется через фиксированные временные интервалы, а заказы размещаются на такое количество материальных ресурсов, чтобы довести уровень запасов до некоторого заранее заданного уровня. Объем заказа определяется по формуле: Объем заказа = Верхний уровень запасов – Текущий уровень запасов + Ожидаемый спрос
Системы подобного типа применяются там, где периодически проводится физическая инвентаризация запасов. Очевидным недостатком этих систем является повышенный риск возникновения дефицита, поскольку уровень запасов отслеживается только в строго определенные моменты времени. Поэтому в отличие от предыдущей системы здесь требуется больший уровень страхового запаса. Самый важный момент для систем с фиксированным периодом —
выбор оптимального момента времени (точки) заказа. При малом периоде возрастают затраты на обработку заказов. При большом периоде резко возрастают уровень запасов и затраты на
хранение и повышается вероятность дефицита. Следовательно, временной интервал между просмотрами должен быть таким, чтобы суммарные затраты были минимальными. Ниже представлены предпосылки, при которых построена оптимизационная модель для систем с фиксированным периодом:
1. Годовой спрос, затраты на хранение, затраты на обработку заказа известны.
2. Средний уровень запаса равен 0,5 от среднего размера заказа. Это предположение соответствует: отсутствию страхового запаса; немедленному выполнению заказа в полном объеме; равномерному и одинаковому расходу материалов.
3. Потери, вызванные дефицитом и неудовлетворенностью заказчиков, не учитываются.
4. Скидки в зависимости от объема заказа не учитываются. Помимо моделей, описывающих поведение систем с фиксированным количеством и фиксированным периодом, применяются и другие модели. Наиболее известны среди них гибридные модели и модели с одним периодом.
Гибридные модели объединяют в себе некоторые, но не все свойства моделей с фиксированным объемом и периодом. Одной из них является модель с необязательным пополнением запасов. Подобно системам с фиксированным периодом, просмотр запасов ведется в заданные моменты времени, а заказ дается на пополнение запасов до верхнего предела. Но в отличие от этих систем, пополнение не производится, если в момент просмотра запасы не снизятся ниже заданного уровня. Эта модель предотвращает подачу малых заказов и может быть эффективной при больших затратах на обработку заказа.
Другая довольно простая модель начинает свою работу с установления определенного уровня запаса. Затем, когда бы ни был произведен расход, немедленно подается заказ на пополнение, равный расходу. Эта модель предполагает, что запас будет поддерживаться приблизительно на одном уровне. Начальный запас принимается обычно равным ожидаемому спросу плюс страховой запас, и многие пополнения делаются относительно малыми партиями. В ходе практической реализации систем управления запасами возникает ряд трудностей, для преодоления которых разработан ряд приемов. Один из таких приемов — применение так называемой АВС-классификации. Большое количество материальных ресурсов, используемых в больших производственных системах, вызывает потребность в их классификации по стоимостям. Подход, называемый АВС-классификацией, базируется на использовании того факта, что малый процент материальных ресурсов в натуральных единицах составляет основную долю в запасах в стоимостном выражении.
В табл. 1 показан пример АВС-классификации. Все виды анализа, связанные с управлением запасами, должны чаще применяться к группе А, реже — к группе В, еще реже — к группе С.
Модели оптимизации размера партии при сохранении общего подхода развиваются в трех направлениях — увеличение числа составляющих затрат, обобщение модели для стохастического случая, адаптация к изменяющимся условиям. Сегодня существуют многочисленные прикладные системы, комплексно решающие задачи управления запасами. В качестве таких
систем можно назвать системы IBM, BAAN, R/3.
17-2. Диспетчеризация производственных процессов в цеху
Любой план только тогда может называться планом, если он выполним в реальной ситуации. Основой MES дли дискретного производства являются два модуля – ODS (оператиное/детальное планирование) и DPU (диспетчеризация производства). Точность времени рождается в деталях, — если каждая запланированная работа будет выполнена в срок, то и весь план работы большого предприятия тоже будет осуществим. Но зачем нужная такая минутная или секундная точность расписания, если масса субъективных факторов на отдельных рабочих местах может свести на нет результаты любого расчета? Без обратной связи, без контура диспетчиризации ни одно расписание, как бы точно оно не было построено, невыполнимо. Модули ODS и DPU – это основа точности выполнения всех запланированных процессов. Если убрать модуль ODS, то невозможно будет понять что же надо изготавливать в тот или иной момент времени, а если убрать модуль DPU, то станет ясно, что ODS бесполезна как таковая, уже после первой незапланированной остановки станка. Поэтому в MES-системах модули ODS и DPU органично связны между собой и представляют единую систему исполнения задуманного. В MES-системах функция DPU реализована в виде специального модуля диспетчирования, с которым работает диспетчер. Задачей диспетчера является фиксация всех событий в производственной системе: моментов действительного окончания обработки партий деталей, отказов оборудования по различным причинам, любых опережений и запаздываний тех или иных процессов и т.п. (рис. 3.2.). Все эти события вводятся диспетчером, обычно, вручную, по мере поступления к нему новой информации о состоянии производственных процессов в цеху.
Далее MES-система, с определенным интервалом времени, автоматически анализирует информацию, полученную с диспетчерских терминалов, и если фактическое состояние дел существенно расходится с плановым заданием (изменяются моменты окончания обработки партий деталей), то диспетчер оповещается системой о наличии данных расхождений.
При этом диспетчеру предлагаются варианты таких решений:
— временной сдвиг моментов окончаний некоторых работ с последующим оповещением;
— пересчет расписаний (при существенных расхождениях плана с фактом);
— приостановка работы тех или иных рабочих центров (РЦ);
— изменение приоритетов запуска тех или иных партий деталей и т.п.
После принятия решения диспетчером, а это, чаще всего, либо временной сдвиг работ, либо пересчет расписания, скорректированное расписание вновь вступает в работу с обязательным оповещением на те РЦ, которых затронули коррективы. Какова оперативность внесения информации по ходу технологических процессов, кто и как будет оповещать диспетчера обо всех событиях, какое оборудование для этого нужно? Оперативность внесения информации – «как только». Как только она появилась у диспетчера, он обязан ее внести. Потеря двух-трех и более минут при передаче информации с РЦ диспетчеру особого значения не имеет, поскольку процесс диспетчирования непрерывен и если в какой-то момент времени «пропало» несколько минут, они обязательно обнаружатся в следующий момент времени. MES-системы, как правило, через каждые пять минут автоматически сканируют входящую информацию о состоянии материальных потоков и станочной системы. Но это не означает, что каждые пять
минут план будет пересматриваться, т.к. коррекции подлежит лишь существенное расхождение плана с его фактическим выполнением, что при нормальном протекании процессов — маловероятно.
Процедура оповещение диспетчера о событиях может быть реализована различными способами – обходом РЦ, сообщениями от рабочих данных РЦ или контролеров, принявших партию обработанных деталей, как устно, так и с помощью средств автоматизации (начиная
от сообщений по локальной сети и заканчивая обычной «кнопочной» сигнализацией) вплоть до АРМ мастера (рис. 3.3). Главное – вовремя передать информацию и оповестить диспетчера.
17-3. Автоматизированное диспетчерское управление технологическими процессами в нефтегазовой отрасли
Нефтегазовая отрасль обладает большим разнообразием технологических процессов, обеспечивающих все этапы сложного пути нефти и газа от извлечения из недр до преобразования в конечный продукт: геолого-геофизические работы, бурение, разработка и эксплуатация, трубопроводный транспорт и хранение, химия и переработка, распределение и др. Особенностями нефтегазового производства являются: территориальная распределенность, непрерывный характер гидрогазодинамических процессов; технологическая и экологическая опасность, сложность систем нефте- и газоснабжения. Примером такого рода объектов являются трубопроводные системы нефте- и газоснабжения, которые охватывают всю территорию России и Беларуси, связывая между собой многочисленных потребителей и источники сырья. Основным видом управления этими столь разнообразными технологическими процессами нефтегазовой отрасли является оперативнодиспетчерское управление, на основе диспетчерских комплексов моделирования (ДКМ) и компьютерных тренажерных комплексов (КТК).
Существующие ДКМ применяются диспетчерскими службами в основном для решения задач моделирования, планирования, прогнозирования режимов работы газотранспортных систем (ГТС), ретроспективного анализа ситуаций, диагностики фактического состояния объектов и ГТС. Применение КТК позволяет проводить компьютерное моделирование различных аварийных ситуации в ГТС и в процессе противоаварийных тренировок диспетчерского персонала формировать навыки принятия решений в условиях дефицита времени и ресурсов управ-
ления.
В настоящее время ДКМ устанавливаются на каждом из уровней диспетчерского управления: диспетчерского пункта линейного производственного управления магистрального газопровода, производственно-диспетчерской службы (ПДС) газотранспортного общества (ГТО).
При интеграции ДКМ со SCADA-системами, когда частота поступления данных составляет менее минуты, накладывается жесткое ограничение на время проведения расчета. В результате решение задач ПДС ГТО, содержащих десятки тысяч технологических объектов, в режиме реального времени становится затруднительным. Анализ режимно-технологических задач показал, что многие из них требуют многократного итерационного расчета отдельных моделей технологических объектов и содержат естественный параллелизм. К ним относятся расчеты трубопроводных систем, режима работы компрессорных цехов, областей допустимых режимов работы газоперекачивающих агрегатов (ГПА), режима работы многоцеховой компресорной станции, режима работы ГТС в целом. Cпособом повышения эффективности программного обеспечения автоматизированных систем диспетчерского управления (АСДУ) является модернизация КТК путем создания распределенной многопользовательской имитационной вычислительной обучающей среды, адекватной многоуровневому диспетчерскому управлению с использованием многоуровневых распределенных тренажерных комплексов. Такие тренажеры призваны обеспечивать имитацию информационного и интерактивного взаимодействия между персональными диспетчерскими тренажерами, установленными в ПДС разных уровней диспетчерского управления. Архитектура построения многоуровневого распределенного компьютерного тренажерного комплекса представлена на рис. 4.14. В его основу построения положен объектно-ориентированный подход с модульной организацией подсистем, а вычислительную основу составляет серверная имитационная среда моделирования, которая позволяет:
— осуществлять моделирование газотранспортной системы предприятия;
— получать данные из базы данных SCADA-систем различных предприятий;
— создавать учебно-тренировочные задачи (УТЗ) для индивидуального и коллективного обучения с учетом специфики схемы ГТС конкретной ПДС.
Для имитации процесса многоуровневого диспетчерского управления предусмотена работа диспетчера в следующих режимах.
Однопользовательский (индивидуальный) режим. Тренажер устанавливается на одной рабочей станции и является полностью автономным. База данных УТЗ содержит данные для конкретной ГТС и позволяет в течение одного сеанса работы проводить подготовку только одного диспетчера. В этом режиме пользователь может монопольно управлять объектами расчетной схемы на любом из уровней иерархической структуры диспетчерского управления (рис. 4.15).
Сетевой (коллективный) режим. Рабочие станции располагаются в дисплейном классе, объединенном локальной вычислительной сетью. На сервере приложений устанавливается полнофункциональный диспетчерский тренажер, на рабочих станциях — модули графического интерфейса пользователя и локальные базы данных. Работа каждого диспетчера автономна, и при выполнении УТЗ не предусматривается взаимодействия с другими диспетчерами. В этом режиме пользователю доступны различные расчетные схемы и расширенный набор учебно-тренировочных задач. Распределенный многоуровневый режим. Используются как локальные, так и территориально распределенные вычислительные сети. Рабочие станции тренажера размещаются на АРМах в различных диспетчерских службах и соединяются с сервером тренажера удаленными каналами связи. В данном режиме сервер распределенной тренажерной системы может полностью брать на себя вычислительные (расчетные) функции — в этом случае рабочие станции обеспечивают функции графического интерфейса пользователя.
Во втором варианте расчетные функции распределяются по рабочим станциям тренажерной системы, а сервер обеспечивает синхронизацию всех информационных потоков. Распределенные многоуровневые тренажерные системы призваны обеспечивать информационное иинтерактивное взаимодействие между индивидуальными диспетчерскими тренажерами, установленными в ПДС разных уровней диспетчерского управления (рис. 4.16).
Важным показателем результатов работы обучаемых как в индивидуальном режиме, так и с многоуровневым тренажерным комплексом является оценка результатов выполнения УТЗ. Оценка деятельности участников складывается не только из индивидуальных показателей деятельности каждого участника, но также из групповых и экспертных оценок коллективного решения по управлению объектами газотранспортной системы.
Оценивание результатов коллективного обучения осуществляется по ряду наиболее важных аспектов деятельности обучаемых:
— эффективность сформированного участниками решения (представление решений к заданному сроку, управление в аварийных и нештатных ситуациях, согласно регламенту, учет технологических ограничений, наличие ошибок и их количество);
— межгрупповое взаимодействие в процессе решения задачи (быстрота принятия решений, аргументированность при защите своих решений обучаемыми, согласование обобщенного решения, межличностное общение участников обучения);
— взаимодействие участников работы внутри групп (активность каждого из обучаемых и его вклад в общий результат);
— личностные качества обучаемых, которые невозможно формализовать (эрудированность, принципиальность, умение аргументировать и отстаивать решение, честность и другие).
18-1. Планирование потребностей в ресурсах.
Системы планирования потребностей в ресурсах определяют количество и время всех производственных ресурсов, необходимых, чтобы произвести конечную продукцию, заданную в графике выпуска продукции. Производственные ресурсы включают материалы и полуфабрикаты, покупные изделия, изделия собственного производства, персонал, финансы и производственные мощности. На рис. 2.5 показаны основные элементы систем планирования потребностей в ресурсах. Здесь выясняется, можно ли получить необходимые материальные ресурсы от поставщиков и достаточны ли производственные мощности, чтобы обеспечить выполнение графика выпуска продукции. Если экономически обоснованные возможности недостаточны, то график должен быть изменен. После того как определено, что график выпуска продукции допустим, планы потребностей в материальных ресурсах и мощностях становятся ядром краткосрочного плана производства. Исходя из плана потребностей в материальных ресурсах службы снабжения формируют план поставок всех приобретаемых материальных ресурсов, а службы управления производством составляют оперативные производственные планы. Ниже описываются два основных элемента систем планирования потребностей в ресурсах — планирование материальных потребностей (MRP) и планирование потребностей в мощностях (CRP). Планирование материальных потребностей базируется на том, что они определяются как зависимые. Спрос на ресурсы определяется как сумма потребностей по всем видам продукции, которые должны быть произведены.
Подсистема MRP выполняет следующие функции:
— воспринимает информацию MPS;
— рассчитывает на основе MPS потребности в материалах, полуфабрикатах, DCE по интервалам планового горизонта;
— уменьшает эти потребности для тех материальных ресурсов, которые есть в запасах;
— строит график заказов на приобретение и производство в планируемом периоде.
MRP обеспечивает управленцев информацией, которая позволяет выдерживать сроки поставки продукции заказчикам и обеспечивает своевременность выполнения внутренних заказов в ходе производственного процесса.
На рис. 2.6 показана динамика уровня запасов при использовании системы MRP.
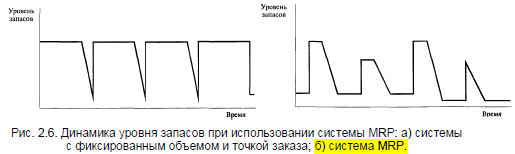
Когда объем заказа фиксирован, применяется политика «точки заказа». При этом заказанное количество плюс страховой запас хранятся в запасах до тех пор, пока конечная продукция, в которой данные материалы и полуфабрикаты применяются, не попадет в график выпуска
продукции. Но так как в ожидании попадания в график может пройти длительное время, то в итоге большую часть времени система будет работать с высоким уровнем запасов, а время с низким уровнем будет относительно невелико. Напротив, в MRP заказы на материальные ре-
сурсы возникают синхронно с появлением изделия в графике выпуска продукции. Итогом является значительное снижение среднего уровня запасов и затрат на них. Подсистема MRP позволяет лучше организовать управление количеством и временем поставки материальных ресурсов в производстве. Кроме того, входной поток материальных ресурсов становится управляемым в связи с изменениями производственных планов различных уровней. Эти результаты являются следствием концепции, которая состоит в том, что все материальные ресурсы (материал, деталь, сборочная единица), необходимые для использования в производстве, должны
прибыть одновременно туда, где производится конечная продукция, попавшая в график выпуска продукции. Такой подход позволяет ускорить движение ресурсов, которые запаздывают, и замедлить движение ресурсов, которые могут прибыть раньше срока.
Входами в MRP являются график выпуска продукции и данные состояния запасов и состава продукции. Эта входная информация обрабатывается программными средствами MRP. В результате выдается следующая выходная информация: обращение к данным состояния запасов, которые поддерживают данные в актуализированном состоянии; спланированные заказы для обеспечения графика; отчеты, обеспечивающие управленцев информацией для решения задач управления производством.
В MRP не рассматривается вопрос о допустимости графика. Предполагается, что график является допустимым с точки зрения производственных мощностей. График в MRP преобразуется в материальные потребности. Если эти потребности не могут быть удовлетворены располагаемыми материалами в запасах или в уже поданных заказах или существуют временные ограничения на новые заказы, тогда график выпуска продукции необходимо скорректировать. Этот процесс может выполняться параллельно с проверкой на допустимость по мощностям.
Проверка на допустимость графика по мощностям в некоторых системах ERP выполняется в модуле «Формирование графика выпуска продукции». Таким образом, в MRP попадает допустимый с этой точки зрения план верхнего уровня. Однако это не отменяет необходимость проверки на допустимость и на уровне MRP. Вообще в большинстве современных систем проверка планов на допустимость выполняется практически на всех уровнях планирования. Подсистема планирования графика выпуска продукции управляет работой подсистемы MRP и является основой для MRP в части планирования потребностей в покупных материалах и в собственном производстве. По мере того как график обновляется, результаты работы MRP также модифицируются. Заказы на материальные ресурсы ускоряются, замедляются или выводятся из системы. Характер закрепления плана в графике выпуска продукции повторяется и в MRP. Данные о составе изделия и применяемости материалов представляют собой полный список всех выпускаемых изделий, количество материалов на единицу продукции, структуру продукции. Данные поддерживаются в актуальном состоянии по мере проектирования и
конструирования изделий и внесения проектно-конструкторских изменений. Актуализированное состояние данных является одним из основных условий работы подхода MRP. При условии, что данные актуализированы и точны, график выпуска продукции сразу после его подготовки может быть преобразован в материальные потребности.
Таким образом, подсистема MRP работает следующим образом:
1. Из MPS получается количество изделий, которые необходимо выпустить в каждом интервале планируемого периода.
2. К изделиям присоединяются сервисные изделия, которые не были включены в график, но исходя из заказов клиентов рассматриваются как конечная продукция.
3. Информация об изделиях, определенных выше, преобразуется в общие потребности по всем материальным ресурсам по всем периодам заданного горизонта с учетом информации о составе изделия и применяемости материалов.
4. С помощью информации о состоянии запасов вычисляются для каждого периода чистые потребности по формуле: Чистые потребности = Общие потребности – Запас в нали-
чии + Страховой запас +Запасы, предназначенные для других предприятий
Если чистые потребности не нулевые, необходимо сформировать заказы на соответствующий материальный ресурс.
5. Заказы сдвигаются на ранние временные периоды в соответствии с производственными циклами или циклами выполнения заказов поставщиками. Так определяется время запуска заказа в производство или подачи заказа поставщику.
Из MRP выдаются транзакции в подсистему управления запасами (перечень запускаемых заказов, изменения в заказах и т. п.), которые используются для корректировки файла состояния запасов. Всякий раз, когда возникают чистые потребности в материальных ресурсах, в MRP должно вырабатываться решение об оптимальном размере партии заказа (lot-sizing decision). Существуют различные методы ее решения. В их числе, в частности, метод нормативного заказа (lot-for-lot (LFL)) и метод периодического пополнения запасов (period order quantity (POQ)). Первый заключается в том, что размер партии принимается равным чистым потребностям. Во втором размер партии принимается равным чистым потребностям за период, длительность которого является параметром системы. Практическое применение в реальных системах находят указанные методы или их модификации. В модулях MRP многих систем допускается планирование только изменений. В этих системах график выпуска продукции обновляется только за счет изменений. Система MRP затем приводится в действие, чтобы выдать выходную информацию, касающуюся только произведенных изменений, а не всего нового графика. Такой подход означает, что все расчеты выполняются на подмножестве планово-учетных единиц из графика. С точки зрения теории управления такой подход является правомерным, однако он не всегда оказывается эффективным, так как может привести в ряде случаев к росту трудоемкости и затрат вычислительных ресурсов на отбор подмножества, для которого производится определение материальных потребностей. Для относительно несложных производственных процессов используется периодический перерасчет MRP на полном множестве. Такие системы, безусловно, проще в проектировании и внедрении. Однако они не могут применяться постоянно для многономенклатурного многосерийного и индивидуального производства, так как это привело бы к резкому возрастанию потребностей в вычислительных ресурсах и снижению эффективности системы управления. Модули MRP находят применение и в специфических производствах, осуществляющих сборку под заказ (assemble-to-order). В этих производствах номенклатура конечной продукции необычайно высока, поскольку заказчики получают возможность выбрать многочисленные конфигурации. На основе небольшого количества базовых моделей изделий и многочисленных опциональных возможностей число видов конечной продукции может достигать астрономических величин.
По этой причине на предприятиях, осуществляющих сборку под заказ, график выпуска продукции и план материальных потребностей MRP обрабатываются отдельно от графика сборки под заказ (final assembly schedule (FAS)). График FAS обычно разрабатывается на однудве недели, и в него включается уникальная продукция, заказанная клиентами. В то же самое время график выпуска продукции, MRP и все другие элементы системы планирования потребностей в ресурсах имеют дело с более длительными производственными циклами и не базируются на уникальных заказах. В системе MPS при построении FAS обрабатывается так называемый модульный состав изделия, который отражает свойства семейства продукции. Он представляет собой список с указанием прогнозируемого в процентах спроса клиентов на варианты, которые создаются на основе базовой комплектации, общей для всех заказов. Такой подход значительно уменьшает нагрузку на вычислительную систему со стороны MRP, но приводит к необходимости применения специальных методов и средств построения FAS и ведения файла состава изделия. Планирование потребностей в производственных мощностях представляет собой часть системы планирования потребностей в ресурсах. Она предназначена для проверки графика выпуска продукции на допустимость по мощностям. В ходе этой проверки план прорабатывается до уровня, где заказы связаны с рабочими местами, а в ходе принятия решения могут рассматриваться сверхурочные, установка дополнительного оборудования, возможности выполнения работ по субконтракту на стороне. Подсистема CRP выбирает информацию о заказах, порожденную в планах MRP, и приписывает заказы к рабочим местам в соответствии с маршрутными технологиями. В маршрутных технологиях задана последовательность производственных процессов для каждого заказа. Затем информация о партиях материальных ресурсов преобразуется в данные о нагрузке на мощности на основе норм затрат труда и времени работы оборудования. Затем составляются графики нагрузки по всем заказам для каждого рабочего места. Если мощность достаточна по всем рабочим местам во всех временных периодах, то график MPS утверждается. Если нет, то должно быть выяснено, нельзя ли изменить мощности каким-либо рациональным способом — за счет сверхурочных, установки дополнительного оборудования или передачей заказов на сторону по субконтракту. Если таких возможностей нет, то необходимо пересмотреть маршруты с целью снижения на-
грузки на «узкие места» или пересмотреть график выпуска с точки зрения изменения в первую очередь сроков запуска и, если возможно, сроков выпуска. Центральным моментом проверки допустимости графика MPS является построение графиков нагрузки по рабочим местам. График нагрузки создается для сравнения нагрузки с располагаемыми мощностями по периодам горизонта планирования. Графики нагрузки строятся от завершающихся стадий производства к начальным. Иногда детализация плана MRP до работ не производится, а
оценка его допустимости выполняется на основе производственных циклов для компонент и объемно-календарных оценок потребностей в мощностях.
18-2. Промышленные сети нижнего уровня (полевые шины)
Локальные вычислительные сети, обеспечивающие физическую и логическую связь между распределенными промышленными контроллерами, измерительными преобразователями и исполнительными механизмами и их интеграцию в единую систему управления технологическим процессом, называются локальными промышленными сетями (ЛПС) (Fieldbus — «полевая» шина).
Основными требованиями к сетям, эксплуатирующимся в промышленных условиях, являются:
— высокая надежность;
— высокая скорость передачи данных (что отличает их, например, от глобальных сетей, которые могут вносить в передачу данных значительные задержки);
— простота монтажа.
В настоящее время существует большое разнообразие локальных промышленных сетей, которые условно разделены на два уровня и связаны посредством мостов между собой и с верхними уровнями АСУ: уровень датчиков и уровень производственного процесса:
— ЛПС для уровня ввода-вывода (sensor/actuator level) — объединение простых устройств: датчиков и исполнительных механизмов распределенной АСУ. Каждое из этих устройств должно иметь специальную интерфейсную микросхему. Сети данного уровня обеспечивают высокоскоростную передачу коротких сообщений. Длина сегмента сети обычно порядка 100 м, число узлов — несколько десятков, цикл опроса шины — порядка 10 мс, объем передаваемых данных за цикл — от одного до нескольких десятков байт. Примерами этих сетей являются ASI и Profibus DP;
— ЛПС для уровня производственного процесса (field level) — объединение промышленных контроллеров для сбора, обработки информации и управления технологическим процессом. Сеть может объединять сотни узлов и предназначена для передачи больших объемов данных (цикл шины — порядка 100 мс). Примерами таких сетей являются Profibus FMS и Bitbus.
Основой работы ЛПС служит стандарт, разработанный Международной организацией по стандартизации (International Standards Organization — ISO), описывающий правила соединения аппаратных и программных средств в единую систему. Он носит название модели взаимодействия открытых систем — (Open System Interconnection — OSI). Как правило, производители сетевого оборудования определяют свои изделия в терминах OSI-модели. Архитектура OSI-модели разбита на семь независимых уровней. В соответствии с этим передача информации в сети сводится к семи подзадачам, соответствующим определенным уровням модели. OSI-модель определяет назначение и правила взаимодействия уровней. Отдельные уровни отличаются по специфике выполняемых процессов и по технологиям реализации. Каждый уровень обеспечивает полный набор услуг для уровня, расположенного выше.
В табл. 1.1 указаны конкретные примеры реализации всех семи уровней OSI-модели. Нижние два уровня — физический и канальный — реализуются аппаратно-программным способом, остальные пять — в основном программным. Так, сетевой уровень реализуется драйверами операционной системы, а также аппаратными и программными средствами маршрутизаторов. Верхние четыре уровня реализуются средствами сетевой операционной системы.
1 Физический: Физическое (механическое и электрическое) соединение среды передачи данных
2 Канальный: Передача по физическому адресу в сети, доступ к среде передачи данных
3 Сетевой: Логическая адресация и маршрутизация
4 Транспортный: Прозрачная передача пакетов данных по сети
5 Сеансовый: Управление диалогом между устройствами сети
6 Представительный: Преобразование данных при передаче информации между устройствами с различными форматами данных
7 Прикладной: Предоставление сетевого сервиса для программ пользователя
При передаче информации между прикладными программами, находящимися на разных узлах сети, передаваемая информация проходит вниз через все уровни системы и преобразуется к виду, пригодному для передачи по физическим каналам связи. После доставки по требуемому адресу информация проходит через все уровни наверх и преобразуется в исходный вид.
Более подробнее рассмотрим каждый уровень. Физический уровень реализует физическое управление и относится к физической цепи, по которой передаются биты информации, на-
пример телефонной. На этом уровне модель OSI определяет физические, электрические, функциональные и процедурные характеристики цепей связи, а также требования к сетевым адаптерам и модемам.
Канальный уровень осуществляет управление звеном сети (каналом) и относится к пересылке блоков (совокупности битов) информации по физическому звену. Осуществляет такие процедуры управления, как определение начала и конца блока, обнаружение ошибок передачи, адресация сообщений и др. Канальный уровень определяет правила совместного использования сетевых аппаратных средств компьютерами сети.
Сетевой уровень относится к виртуальной (воображаемой) цепи, которая не обязана существовать физически. С помощью интерфейса, обеспечиваемого этим уровнем, удается «спрятать» сложности управления передачей на физическом уровне. Программные средства дан-
ного уровня обеспечивают определение маршрута передачи пакетов в сети. Маршрутизаторы, обеспечивающие поиск оптимального маршрута на основе анализа адресной информации, функционируют на сетевом уровне модели OSI. В качестве простейшего маршрутизирующего устройства между сегментами сети или различными локальными сетями может выступать и устройство, называемое мостом и функционирующее на более низком канальном уровне модели OSI.
Транспортный уровень. Первые три уровня образуют общую сеть, которую коллективно могут использовать многие пользователи. На транспортном уровне контролируется очередность пакетов сообщений и их принадлежность. Таким образом, в процессе обмена между компьютерами поддерживается виртуальная связь, аналогичная телефонной коммутации.
Сеансовый уровень. В некоторых случаях трудно организовать процесс взаимодействия между пользователями из-за обилия способов такого взаимодействия. Для устранения этих трудностей на данном уровне координируются и стандартизируются процессы установления сеанса, управления передачей и приемом пакетов сообщений, завершения сеанса. На сеансовом уровне между компьютерами устанавливается и завершается виртуальная связь по такому же принципу, как при голосовой телефонной связи.
Представительный уровень. Программные средства этого уровня выполняют преобразования данных из внутреннего формата передающего компьютера во внутренний формат компьютера-получателя, если эти форматы отличаются друг от друга (например, IBM PC и DEC). Данный уровень включает функции, относящиеся к используемому набору символов, кодированию данных и способам представления данных на экранах дисплеев или печати. Помимо конвертирования форматов на данном уровне осуществляются сжатие передаваемых данных и их распаковка.
Прикладной уровень относится к функциям, которые обеспечивают поддержку пользователю на более высоком прикладном и системном уровнях, например:
— организацию доступа к общим сетевым ресурсам — информации, дисковой памяти, программным приложениям, внешним устройствам (принтерам, стримерам и др.);
— общее управление сетью (управление конфигурацией, разграничение доступа к общим ресурсам сети, восстановление работоспособности после сбоев и отказов, управление производительностью);
— передачу электронных сообщений, включая электронную почту;
— организацию электронных конференций;
— диалоговые функции высокого уровня.
Модель OSI представляет собой стандартизированный каркас и общие рекомендации, требования же к конкретным компонентам сетевого программного обеспечения задаются протоколами. Локальные промышленные сети, как правило, реализуют физический, канальный и прикладной уровни OSI-модели, остальные уровни в большинстве случаев избыточны.
18-3. Автоматизированное диспетчерское управление ректификационной колонны переработки нефти
Процесс переработки нефти в колонне К-102 относится к числу сложных технологических процессов, характеризующихся непрерывностью протекания массообменных процессов, большим числом связанных между собой технологических параметров и управление которым для диспетчера-технолога представляет сложную трудоемкую задачу.
Для повышения эффективности процесса (выхода светлых нефтепродуктов),строят управление по оптимальному алгоритму на основе математической модели процесса и вычислительной техники.
Ставятся требованиями к стабилизации качества получаемых фракций, а также необходимостью оперативного решения задач по управлению колонной при изменении плановых заданий по выпускаемой продукции.
Алгоритм оптимизации статических режимов работы колонны К-102 управляет работой колонны в двух режимах:
– при максимизации выхода одной из фракций (180-230.) при ограничении на выходы остальных фракций и на показатели качества всех фракций;
– при заданных плановых значениях выходов всех фракций при ограничении на их показатели качества.
Существует два варианта оптимизации: