

1.5 Обоснование выбора станков с чпу
Основные технические характеристики станков приведены в таблице 5.
Таблица 5 – технические характеристики станков
Параметры |
16Б16Ф3 |
16К20Ф3 |
1. Наибольший диаметр детали |
320 |
400 |
2. Расстояние между центрами |
710 |
1000 |
3. Частота вращения шпинделя |
20…2000 |
35…1600 |
4. Рабочие подачи, мм/мин: |
|
|
Поперечные |
0…600 |
3…800 |
Продольные |
0…1200 |
3…800 |
5. Регулирование |
Бесступенчатое |
|
6. Количество инструментов |
6 |
6 |
7. Дискретность, мм |
0,005/0,01 |
0,005/0,01 |
8. Мощность, кВт |
5,5 |
10 |
9. Масса станка, кг |
1700 |
3000 |
10. Габариты станка, мм: |
|
|
Длина |
2200 |
3000 |
Ширина |
1300 |
1600 |
Высота |
1450 |
1600 |
11. Класс точности станков |
П |
П |
12. Категория ремонтной сложности: |
|
|
механической части |
14 |
14 |
электронной части |
28 |
26 |
13. Оптовая стоимость, тыс. рублей |
40 |
45 |
Из приведенных технических характеристик видно, что целесообразно взять для обработки детали фланец ОП 9943.007.08.00.021. станок 16Б16Ф3, который обеспечит необходимую точность при меньших затратах времени и средств.
1.6 Расчет припусков на механическую обработку с построением схемы межоперационных припусков и размеров
Рассчитаем припуск на отверстие 13H7 расчетно-аналитическим способом согласно [ 2 ].
Заготовкой является паковка. Технологический маршрут обработки отверстия состоит из операций: зенкерование, развёртывание. Данные расчетов сведем в таблицу 6.
Таблица 6 – Расчет припусков и предельных размеров по техническим переходам на обработку.
Операции и переходы на обработку отверстия 13 |
Элементы припуска, мкм |
Расчетный припуск, мкм |
Расчетный размер Dр, мм |
Допуск ,мкм |
Предельный размер, мм |
Предельное значение припуска, мкм |
||||||||||
Rz |
T |
ρ |
ε |
Dmin |
Dmax |
2Zbmin |
2Zbmax |
|||||||||
Заготовка |
150 |
150 |
22,7 |
- |
- |
12,006 |
900 |
11,106 |
12,006 |
- |
- |
|||||
Зенкерование
|
50 |
50 |
0,114 |
70 |
2·379 |
12,79 |
70 |
12,72 |
12,79 |
784 |
1614 |
|||||
Развёртывание |
10 |
15 |
0,05 |
- |
2∙100,18 |
13 |
18 |
12,982 |
13,0 |
210 |
262 |
|||||
Рассчитаем расчетный припуск:
2Zвр= ,
(11)
,
(11)
Где Rz – высота неровностей профиля, мкм;
T – глубина дефектного слоя, мкм;
 ρ –
суммарное значение
пространственных отклонений, мкм;
ρ –
суммарное значение
пространственных отклонений, мкм;
ε – погрешность установки, мкм.
По [2 ] принимаем численные значения этих параметров и заносим их в таблицу.
Суммарное значение пространственных отклонений находим по формуле:
 ,
(12)
,
(12)
где Со – смещение оси отверстия при сверлении, мкм;
 -
удельный увод оси отверстий при сверлении,
мкм/мм;
-
удельный увод оси отверстий при сверлении,
мкм/мм;
l – глубина отверстия отверстия, мм.
По чертежу детали принимаем l=20 мм.
По 2 принимаемм у=1,7 мкм/мм Со=15 мкм
 мкм
мкм
Для остальных переходов:
 ,
(13)
,
(13)
где - Ку – коэффициент уточнения, по [ 2] для растачивания чернового Ку=0,005 для растачивания чистового – Ку=0,002.


Определяем погрешность базирования и установки:
έу=έб+έз ,
где έ- погрешность базирования;
έб – погрешность базирования, по[2] принимаем έб=40 мкм;
έз – погрешность закрепления, по[2] принимаем έз =30 мкм
έу=40+30=70 мкм
Рассчитываем минимальные значения межоперационных припусков :
2Zвр1=
2Zвр2=
 Рассчитываем
расчетный размер:
Рассчитываем
расчетный размер:
Для развертывания чистового Dр принимается по чертежу Dр= 13 мм, для расчетного размера предыдущего перехода необходимо отнять расчетный припуск.
Допуск находим по [2 ], для заготовки δ=900 мкм, для зенкерования δ=45 мкм, для развёртывания δ=18 мкм.
Расчет предельных размеров:
Dmax=размер расчетный.
Dmin= Dmax-δ
Dmin= 13-0,018=12,982мм
Dmin= 12,79-0,07=12,72мм
Dmin= 12,006-0,9=11,106 мм
Минимальный предельный припуск рассчитывается как разность максимальных предельных размеров соседних переходов. Максимальный предельный припуск рассчитывается как разность минимальных предельных размеров соседних переходов.
Для развертывания чистового:
2Zbmin=Dmax разв.-Dmin зенк. =13-12,79=0,21 мм=210 мкм
2Zbmin=Dmax разв.-Dmin зенк. =12,79-12,006=0,784 мм=784 мкм
2Zbmax=Dmax разв.-Dmax зенк. =12,982-12,72 =0,262 мм=262 мкм
2Zbmax=Dmax разв.-Dmax зенк. =12,72-11,106 =1,614 мм=1614мкм
Выполняем проверку:
2Zbmax-2Zbmin=допуск предыдущего перехода-допуск последнего перехода
262-210=70-18
52=52
Проверка выполняется.
Строим схему графического расположения припусков и допусков:
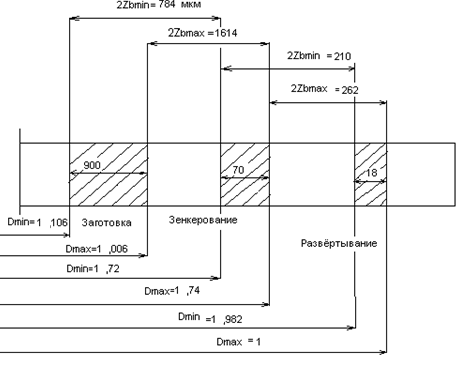
Рисунок 3 – Схема графического расположения припусков и допусков.
Припуски на остальные поверхности детали назначаем произвольно и заносим их в таблицу 7
Таблица 7 – Табличные припуски и допуски на остальные поверхности детали.
Поверхность |
Размер, мм |
Припуск, мм |
Допуск, мкм |
||
табл. |
расчет. |
||||
1 |
26 |
2×1,6 |
- |
140 |
|
2 |
60 |
2×1,4 |
- |
140 |
|
3 |
92 |
2×2,5 |
- |
160 |
|
4 |
14 |
2×1,2 |
2∙0,392 |
30 |
|
5 |
66 |
2×1,5 |
- |
140 |
|
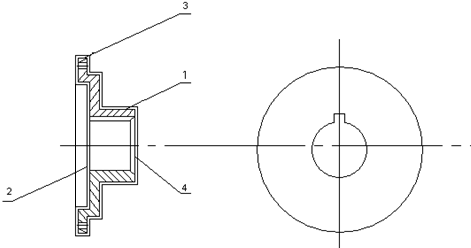

Рисунок 4 – Эскиз детали