

Расчёт комбинированных зажимных механизмов.
Комбинированные зажимные механизмы содержат несколько последовательно сблокированных простых механизмов. Как правило, комбинированные механизмы представляют собой систему из клиновых, рычажных и клино-рычажных механизмов.
Для того, чтобы комбинированный механизм был самотормозящим, достаточно иметь в нем хотя бы один самотормозящий простой механизм. Для комбинированных зажимных механизмов передаточные отношения сил и перемещений определяются по формулам
i = ili2i3i4…ik,
iП = iП1 iП2 iП3 iП4…iПк
где к - номер простого механизма, к= 1,2,3,...
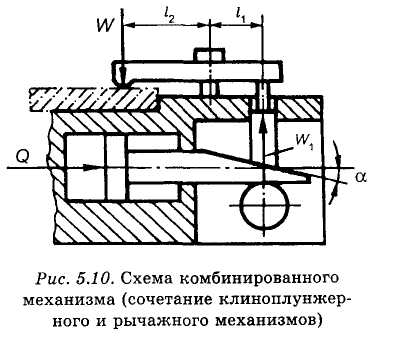
Для случая, представленного на рисунке, вначале определяем силу Qp на ведущем плече рычага
QP=W/ip=Wl2/ll.
Эта сила представляет собой усилие W1 на ведомом звене клиноплунжерного механизма. Q = W1/ik =W1(tg(a + 1) + tg 3),
получим окончательно
![]()
где ф1, ф2 и ф3 — углы трения на поверхностях и цапфе ролика клиноплунжерного механизма.
Расчёт центрирующих цанговых зажимов.
Ц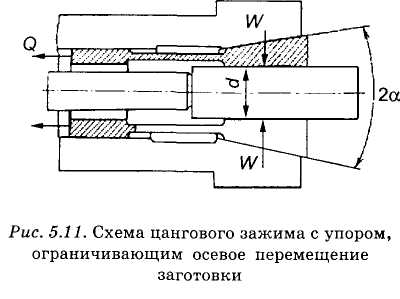 анговые
зажимные устройства (или цанги) являются
центрирующими зажимами. Их используют
для установки заготовок по наружным и
внутренним цилиндрическим поверхностям.
анговые
зажимные устройства (или цанги) являются
центрирующими зажимами. Их используют
для установки заготовок по наружным и
внутренним цилиндрическим поверхностям.
При закреплении заготовка смещается в осевом направлении на величину
X
=
![]() /2tga,
(5.44)
/2tga,
(5.44)
где — наибольший зазор между поверхностью заготовки и цангой.
Если упор отсутствует, то сила затяжки цанги определяется по формуле
Q = (W + W')tg(a + ),
где W — требуемое усилие закрепления заготовки; W’ — сила, необходимая для сжатия лепестков цанги до выборки зазора ; — угол трения между цангой и втулкой.
Если имеется упор, предотвращающий осевое перемещение детали, то возникает трение между цангой и заготовкой
Q = (W + W')[tg(a + ) + tg 1]. . (5.46)
Силу W’ можно найти, рассматривая лепесток цанги как консольно закрепленную балку, по соотношению
![]()
где Е — модуль упругости материала цанги; I — длина лепестка от места заделки (утолщения в хвостовой части цанги) до середины конуса; у — прогиб лепестка, равный /2; п — число лепестков цанги; / — момент инерции сечения лепестка цанги (сектора кольца) в месте его заделки, равный
Если принять Е = 2,2 • 105 МПа, то получим следующие соотношения для силы W:
• для трехлепестковой цанги
![]()
• для четырехлепестковой цанги
![]()
Силу W закрепления заготовки в цанге определяют по формуле
![]()
где М — момент, развиваемый силами резания; R - радиус базовой поверхности заготовки; f1, — коэффициент трения между заготовкой и цангой; Рх — осевая сила, сдвигающая заготовку.
Разновидности оправок и обеспечиваемая ими точность установки заготовок.
Оправки используются для обработки заготовок тел вращения при базировании по внутреннему диаметру на токарных, шлифовальных, фрезерных, зубообрабатывающих и других станках.
По конструкции:
жесткие
регулируемые (разжимные)
Жесткие оправки по форме рабочей поверхности:
Конические
Цилиндрические:
Для установки с зазором
Для установки с натягом
К жестким оправкам предъявляют следующие требования к:
Точности
Износостойкости
Прочности
Жесткости
Углеродистые легируемые стали закаленные до 68…69 HRC
Шероховатость 0,4-0,1 мкм
Квалитет точности в зависимости от квалитета точности обрабатываемой детали
Разжимные регулируемые оправки:
Кулачковые
С тарельчатыми пружинами
С упругими разжимными стойками
Зубчатые
С гафрироваными втулками
Гидропластмассовые