

Центробежное литьё
При этом способе литья заливка расплава и формирование отливки идёт под действием центробежных сил. Машины для центробежного литья могут иметь горизонтальную и вертикальную ось вращения. Металл заливают во вращающиеся формы – изложницы (металлические, песчаные или оболочковые). Для лёгкости извлечения отливок форме придают небольшую конусность, при усадке сплава возникает зазор, и отливка легко вынимается.
За счёт центробежных сил расплав оттесняется к стенкам формы, и получается отливка с отверстием без применения стержней.
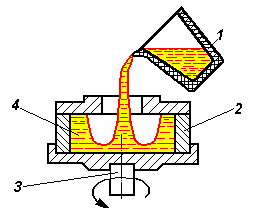
На машинах с вертикальной осью вращения (рисунок 14, а) можно получать отливки высотой до 500 мм, так как сила тяжести не позволяет металлу подняться высоко. При этом толщина стенок внизу больше, чем в верхней части отливки.
На машинах с горизонтальной осью вращения (рисунок 14, б) получают литые трубы, длиной до 12 м. Для чугунных труб это единственный способ изготовления.

а) б)
Рисунок 14 – Центробежное литьё: а – с вертикальной осью вращения;
б – с горизонтальной осью вращения
Достоинства способа: отливки получаются плотными; для отверстий и полостей не нужны стержни; нет расхода металла на литники. Можно получать многослойные отливки, последовательно заливая порции разных сплавов.
Недостатками являются расслоение некоторых сплавов по удельному весу (оловянных бронз, например) и образование внутри отливки шлаковой корочки.
Форма получаемых отливок – тела вращения. Это кольца, втулки, стаканы, трубы, подшипники скольжения.
Дефекты отливок
Усадочные раковины и поры.
Трещины, горячие и холодные.
Коробление.
Газовая пористость.
Все эти дефекты уже были описаны в главе о литейных свойствах сплавов. Но при изготовлении отливок возможны и некоторые другие дефекты, обусловленные несоблюдением технологии заливки и сборки форм.
Песчаные раковины – полости в отливке, заполненные формовочной смесью. Они образуются из-за разрушения формы струёй расплава при нарушении технологии заливки или недостаточном уплотнении формовочной смеси (рис. 46, а).
Перекос – смещение верхней полуформы относительно нижней; причиной является небрежная сборка или износ центрирующих стержней (рисунок 15, б).
Н
 едолив
– неполное заполнение
расплавом полости формы (рисунок 15, в).
едолив
– неполное заполнение
расплавом полости формы (рисунок 15, в).
Рисунок 15 – Некоторые дефекты отливок:
а – песчаные раковины; б – перекос; в – недолив