

2.1.2. Расчет ящичных калибров
Коэффициент
трения ![]() [2]
[2]
![]() (2.22)
(2.22)
где
![]() средняя
температура прокатки.
средняя
температура прокатки.
Средняя
температура прокатки ![]()
![]() находится
по формуле [2]
находится
по формуле [2]
![]() (2.23)
(2.23)
где
tH
– температура начала прокатки,
tH=1200![]() ;
;
tK – температура конца прокатки, tK= .
Определим
катающий диаметр![]() по
формуле [2]
по
формуле [2]
![]() (2.24)
(2.24)
где
![]()
Определим
максимальное обжатие в 1 проходе ![]() [2]
[2]
![]() (2.25)
(2.25)
где
![]() -
катающий радиус
-
катающий радиус
Катающий
радиус ![]() мм находится по формуле [2]
мм находится по формуле [2]
![]() (2.26)
(2.26)
Определим
количество проходов![]() по формуле [2]
по формуле [2]
![]() (2.27)
(2.27)
где
![]() - высота заготовки, H=
мм;
- высота заготовки, H=
мм;
![]() - ширина заготовки, B=
мм;
- ширина заготовки, B=
мм;
![]() - высота готового профиля, h
= мм;
- высота готового профиля, h
= мм;
![]() – ширина готового профиля, b
= мм.
– ширина готового профиля, b
= мм.
Полученное значение n округляем до большего целого числа.
Определим
среднее обжатие ![]() [2]
[2]
![]() (2.28)
(2.28)
Составляем предварительную схему обжатий.
Таблица 2.3 – Предварительная схема обжатий
Номер калибра |
Ввр/Вд |
Проход |
Сечение HxB, мм |
Абсолютн. обжатие Δh, мм |
Относит. Обжатие ε,% |
Уширение, мм |
1 |
|
0к |
|
- |
- |
- |
1 |
|
|
|
|
||
2к |
|
|
|
|
||
3 |
|
|
|
|
||
4к |
|
|
|
|
||
2 |
|
5 |
|
|
|
|
6к |
|
|
|
|
||
3 |
|
7 |
|
|
|
|
8к |
|
|
|
|
||
4 |
|
9 |
|
|
|
|
Определим
уширение ![]() по формуле [2]:
по формуле [2]:
![]() (2.29)
(2.29)
где
![]() - радиус валка, мм;
- радиус валка, мм;
![]() - обжатие, мм;
- обжатие, мм;
с – сторона квадрата, мм.
Пример:
![]() ,
принимаем 10
,
принимаем 10
![]() ,
принимаем 10
,
принимаем 10
![]() ,
принимаем 15
,
принимаем 15
Рассчитываем размеры калибров (![]() ,
,
![]() ,
,
![]() ,
S,
,
S,
![]() ),
мм [2]. Определяющими факторами
являются минимальная высота и максимальные
ширины раската в каждом калибре [2].
),
мм [2]. Определяющими факторами
являются минимальная высота и максимальные
ширины раската в каждом калибре [2].
![]() ,
мм (2.30)
,
мм (2.30)
![]() ,
мм (2.31)
,
мм (2.31)
![]() ,
мм (2.32)
,
мм (2.32)
![]() ,
мм (2.33)
,
мм (2.33)
tgφ
= (2.34)
(2.34)
Для 1 калибра:
Для 2 калибра:
Для 3 калибра:
Для 4 калибра:
И т д.
Найдем
площадь![]() ,
,
![]() сечения в каждом проходе [2]
сечения в каждом проходе [2]
![]() (2.35)
(2.35)
F1 F2 F3 и т.д. в зависимости от числа проходов.
Определяем
коэффициент вытяжки ![]() в
каждом проходе [2]
в
каждом проходе [2]
![]() (2.36)
(2.36)
![]() -
и т.д. в зависимости от количества
проходов.
-
и т.д. в зависимости от количества
проходов.
Найдем
длину раската ![]() в каждом проходе [2]
в каждом проходе [2]
![]() (2.37)
(2.37)
![]() -
и
т.д. в зависимости от количества проходов.
-
и
т.д. в зависимости от количества проходов.
Составим таблицу калибровки для стали диаметром мм:
Таблица 2 – Калибровка круглой стали ø мм
№ кали-бра |
Глубина
вреза |
Про-ход |
Сечение |
Площадь F, мм2 |
Вытяжка λ |
Обжатие ∆h, мм |
Ушире-ние ∆b, мм |
Длина L, мм |
|
H |
B |
||||||||
|
|
0к |
|
|
|
- |
- |
- |
|
1 |
|
1 |
|
|
|
|
|
|
|
2к |
|
|
|
|
|
|
|
||
3 |
|
|
|
|
|
|
|
||
4к |
|
|
|
|
|
|
|
||
2 |
|
5 |
|
|
|
|
|
|
|
6к |
|
|
|
|
|
|
|
||
3 |
|
7 |
|
|
|
|
|
|
|
8к |
|
|
|
|
|
|
|
||
4 |
|
9к |
|
|
|
|
|
|
|
5 |
|
10к |
|
|
|
|
|
|
|
6 |
|
11 |
|
|
|
|
|
|
|
Квадратная сталь
2.1.1 Расчет калибровки квадратной стали
Размер
стороны чистового квадратного калибра
определяется с учетом использования
минусового допуска ![]() =
мм для компенсации износа валков, а
также с учетом коэффициент линейного
расширения металла.
=
мм для компенсации износа валков, а
также с учетом коэффициент линейного
расширения металла.
При выборе коэффициента вытяжки в чистовом калибре λкв1 воспользуемся формулой [2]
![]() ,
(2.38)
,
(2.38)
где cкв1 – сторона чистового квадрата, скв1= мм.
Уширение в чистовом квадрате ∆bкв1,мм, определяется по формуле [2]
![]() ,
(2.39)
,
(2.39)
где D1 – диаметр валков, мм, D1= 850.
Высота предчистового ромба h2, мм, находится по формуле [2]
![]() (2.40)
(2.40)
Площадь сечения предчистового ромба будет находится по формуле [2]
![]() ,
(2.41)
,
(2.41)
где F1 – площадь чистового квадрата, которая находится по формуле:
![]() (2.42)
(2.42)
Ширину предчистового ромба b2, мм, находится по формуле [2]
 (2.43)
(2.43)
Обжатие в чистовом калибре по вершине калибра ∆h1, мм, составит [2]
![]() (2.44)
(2.44)
Угол захвата в чистовом калибре α1 находится по формуле [2]
 (2.45)
(2.45)
Допускаемый угол захвата α3max находится по формуле [2]
![]() ,
(2.46)
,
(2.46)
где t – температура металла в чистовом калибре, ˚С, t= ;
ν – скорость прокатки в чистовом калибре, м/с , ν= .
Коэффициент вытяжки в предчистовом калибре λр2 составит [2]
![]() (2.47)
(2.47)
Площадь сечения предчистового квадрата F3, мм2, находится по формуле [2]
![]() (2.48)
(2.48)
Сторону предчистового квадрата с3, мм, находится по формуле [2]
![]() (2.49)
(2.49)
Проверяем заполнение предчистового ромба 2, рассчитывая уширение ∆bр2, мм, по следующей формуле [2]
 ,
(2.50)
,
(2.50)
где R2 – радиус валка по вершине калибра 2,мм;
∆h2 - обжатие по вершине, мм.
Радиус валка R2, мм, находится по формуле [2]
![]() (2.51)
(2.51)
Обжатие по вершине ∆h2 , мм, находится по формуле [2]
![]() (2.52)
(2.52)
Ширина предчистового ромба b2’, мм, находится по формуле [2]
![]() (2.53)
(2.53)
Производим корректировку размера предчистового квадрата, мм [2]
 ,
(2.54)
,
(2.54)
где k2 – поправочный коэффициент.
Поправочный коэффициент k2 находится по формуле [2]
k2=![]() (2.55)
(2.55)
Пересчитываем величину уширения ∆bр2, мм, и обжатия ∆h2, мм, используя следующие формулы [2]
 (2.56)
(2.56)
![]() (2.57)
(2.57)
Теперь ширина ромба b2’, мм, будет равна [2]
![]() (2.58)
(2.58)
Угол захвата в предчистовом калибре α2 составит [2]
 (2.59)
(2.59)
Допускаемый угол захвата в калибре 2 [2]
![]() (2.60)
(2.60)
 , м/с (2.61)
, м/с (2.61)
Уточняем площадь сечения предчистового квадрата 3 и коэффициента вытяжки в предчистовом ромбе2 [2]
![]() (2.62)
(2.62)
 (2.63)
(2.63)
2.1.2. Расчет ящичных калибров
Расчет ящичных калибров производится по тем же формулам, что и для круглой стали.
2.2 Расчет усилия прокатки
Рассчитываем усилие прокатки в первом проходе P,кН, по формуле [3]
![]() (2.64)
(2.64)
где рср - среднее контактное давление, МПа;
Bcр - средняя ширина очага деформации, мм;
ld - длина очага деформации.
Средняя ширина очага деформации
![]() ,
мм, находится по формуле
[3]
,
мм, находится по формуле
[3]
 (2.65 )
(2.65 )
где В0 – начальная ширина заготовки, В0 = мм;
В1 – конечная ширина заготовки в первом проходе, В1 = мм.
Определяем длину очага деформации
![]() ,
мм [3]
,
мм [3]
![]() ( 2.66)
( 2.66)
где Rk – рабочий радиус, мм;
- величина обжатия в первом проходе,мм, = .
Определяем катающий радиус Rk , мм, по формуле [3]
 (2.67)
(2.67)
где Dk – катающий диаметр, мм.
Определяем катающий диаметр Dk , мм, по формуле [3]
![]() (2.68)
(2.68)
где Dб – диаметр бочки, мм;
hвр. – высота вреза в первом калибре, мм;
![]() –
зазор между буртами валков,
=
мм.
–
зазор между буртами валков,
=
мм.
Определяем среднее контактное давление рср, МПа [3]:
![]() ( 2.69)
( 2.69)
где
![]() - коэффициент, учитывающий ширину
раската,
- коэффициент, учитывающий ширину
раската,
![]() ,
принимаю
=
1;
,
принимаю
=
1;
![]() - коэффициент, зависящий от очага
деформации,
- коэффициент, зависящий от очага
деформации,
![]() -
коэффициент, учитывающий влияние внешних
зон по отношению к геометрическому
очагу деформации;
-
коэффициент, учитывающий влияние внешних
зон по отношению к геометрическому
очагу деформации;
![]() - сопротивление деформации, зависящее
от марки стали, температуры прокатки
и скорости деформации, Мпа.
- сопротивление деформации, зависящее
от марки стали, температуры прокатки
и скорости деформации, Мпа.
При
![]() следует [3]:
следует [3]:
 (2.70)
(2.70)
Определяем среднюю высоту
![]() ,
мм [3]
,
мм [3]
 (2.71)
(2.71)
где
![]() - начальная высота в первом проходе, мм,
=
;
- начальная высота в первом проходе, мм,
=
;
![]() - конечная высота в первом проходе, мм,
=
.
- конечная высота в первом проходе, мм,
=
.
Коэффициент определяем по формуле [3]:
 (2.72)
(2.72)
Сопротивление деформации определяем по формуле [3]
![]() (2.73)
(2.73)
где
![]() - базисное сопротивление деформации,
= МПа;
- базисное сопротивление деформации,
= МПа;
![]() - температурный коэффициент;
- температурный коэффициент;
![]() и
и
![]() - коэффициенты, учитывающие степень и
скорость деформации соответственно.
- коэффициенты, учитывающие степень и
скорость деформации соответственно.
Определяем температурный коэффициент [3]:
 (2.74)
(2.74)
где
![]() - температура прокатки в первом проходе,
=
- температура прокатки в первом проходе,
=
![]() .
.
Для определения
необходимо знать значение относительной
деформации
![]() ,
%, которое определяется по формуле [3]:
,
%, которое определяется по формуле [3]:
 (2.75)
(2.75)
Если
![]() ,
то
,
то
![]() (2.76)
(2.76)
Если
![]() ,
то
,
то
![]() (2.77)
(2.77)
Коэффициент определяем по формуле [3]:
![]() ( 2.78)
( 2.78)
где
![]() – скоростной коэффициент.
– скоростной коэффициент.
Скоростной коэффициент определяем по формуле [3]
 ( 2.79)
( 2.79)
где V – скорость прокатки, V= м/с.
Определяем среднее контактное давление
![]() ,
МПа:
,
МПа:
Определяем усилие прокатки P, кН:
2.3 Расчет прокатного валка на прочность
2.3.1 Расчет бочки валка
Рассчитываем бочку валка. При расчете
необходимо просчитать изгибающий момент
![]() ,
кН·м, действующий при прокатке. Он
вычисляется по формуле [4]
,
кН·м, действующий при прокатке. Он
вычисляется по формуле [4]
 (2.80)
(2.80)
где Р – максимальное усилие прокатки;
х – расстояние от середины шейки валка до места приложения усилия, х= мм;
а – расстояние между центрами двух шеек валка а= 3072,5 мм.
После этого напряжение
изгиба бочки валка
![]() ,
МПа рассчитывается по формуле [4]
,
МПа рассчитывается по формуле [4]
 (2.81)
(2.81)
где Dк – катающий диаметр бочки валка, мм.
![]()
Строем эпюру изгибающих моментов валка:
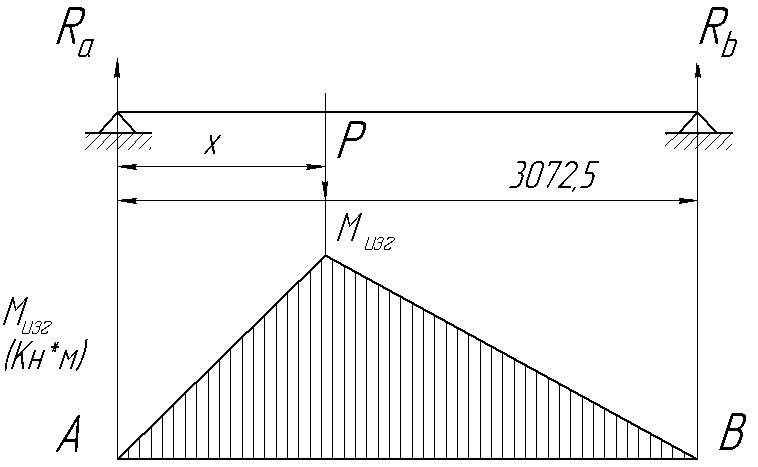
Рисунок 1 – Эпюра изгибающих моментов валка