

6 Взаимозаменяемость и контроль зубчатых передач
Данные:
а) Модуль m =2.5 (мм);
Число зубьев z = 40;
С редний
делительный диаметр:
редний
делительный диаметр:
Д иаметр
окружности вершин:
иаметр
окружности вершин:
Д иаметр
окружности впадин:
иаметр
окружности впадин:
б) Модуль m =3.0 (мм);
Число зубьев z = 47;
С редний
делительный диаметр:
редний
делительный диаметр:
Д иаметр
окружности вершин:
иаметр
окружности вершин:
 Диаметр
окружности впадин:
Диаметр
окружности впадин:
Данная зубчатая передача представляет собой редуктор, предназначенная для передачи крутящего момента.
Основные виды нагрузок, действующие на зубчатую передачу:
– зубчатая передача испытывает радиальную нагрузку потому, что зубчатое колесо испытывает нагрузку относительно вала;
– зубчатая передача испытывает переменную нагрузку потому, что зубчатое колесо испытывает различные вращения по направлению и скорости;
– зубчатая передача испытывает динамическую нагрузку в зацеплении зубьев, вызванная погрешностями и деформациями зубьев.
Тепловой режим работы данной зубчатой передачи обычно принимают равным от 50 до70С.
По ГОСТ 1643-72 выберем степень точности зубчатого цилиндрического колеса 8 – степень по нормам кинематической точности, по нормам плавности работы и контакта зубьев, которая является одной из наиболее распространенных и предназначена для зубчатых колес общего машиностроения, не требующие особой точности.
Величину гарантированного бокового зазора характеризует вид сопряжения. Для рассматриваемого зубчатого зацепления назначаем нормальный зазор – В.
Таким образом, исходя из выбранной степени точности и бокового зазора, мы имеем 8–8–8–В, или 8–В
По ГОСТ 643-81 для степеней точности 8 назначим контролируемые параметры зубчатого колеса по нормам точности:
Нормы |
Контролируемые параметры |
Кинематической точности |
Fvw- допуск на колебания длины общей нормали; F"i - допуск колебаний измерительного межосевого расстояния за один оборот зубчатого колеса; Fr-допуск на радиальное биение зубчатого венца |
Плавности работы |
f"i - допуск на колебания измерительного межосевого расстояния на одном зубе; fpb-предельные отклонения шага зацепления |
Контакта зубьев |
Суммарное пятно контакта |
Бокового зазора |
E"as - верхнее предельное отклонение измерительного межосевого расстояния; EWms - наименьшее отклонение средней длины общей нормали. |
Для контроля выбранных параметров зубчатого колеса предложены следующие средства:
Измерение и контроль зубчатых колес производится специальными и универсальными измерительными средствами.
Для контроля выбранных параметров зубчатого колеса предложены следующие средства:
Измерение и контроль зубчатых колес производится специальными и универсальными измерительными средствами:
-для измерения радиального биения зубчатого венца применяются биениемеры;
-для измерения профиля зуба – эвольвентомеры;
-для измерения толщины зубьев, смещения исходного контура и длины общей нормали – штангенциркули.
П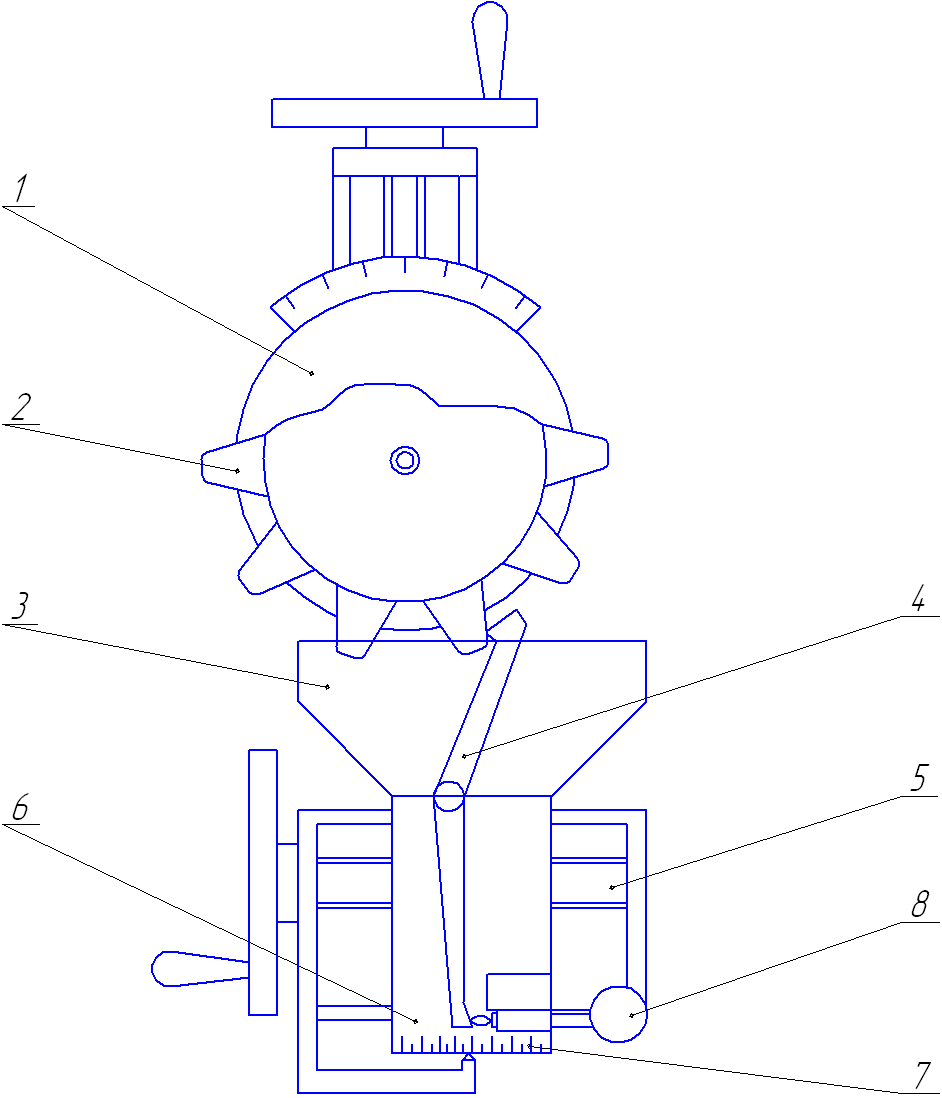 роверяемое
зубчатое колесо 1 насаживают на оправку
2. Наконечник 3 на измерительном стержне
4 перемещается под действием пружины в
направляющей втулке 7 и прикрепленной
к нему планкой 5 воздействует на наконечник
индикатор 6. Измерения производят
путем последовательного ввода наконечника
3 во все впадины колеса.
роверяемое
зубчатое колесо 1 насаживают на оправку
2. Наконечник 3 на измерительном стержне
4 перемещается под действием пружины в
направляющей втулке 7 и прикрепленной
к нему планкой 5 воздействует на наконечник
индикатор 6. Измерения производят
путем последовательного ввода наконечника
3 во все впадины колеса.
Рисунок - Эвольвентомер
Проверяемое зубчатое колесо 2 устанавливают на одной оси со сменным диском 1, диаметр которого равен диаметру основной окружности колеса. Этот диск прижимается пружиной к доведенной обкатывающей линейке 3, закрепленной на каретке 6 прибора.. При перемещении каретки ходовым винтом 5 движение (без скольжения) передается диску и вместе с ним проверяемому колесу. Над линейкой в одной вертикальной плоскости с её рабочей поверхностью расположен измерительный наконечник рычага 4, другое плечо которого соприкасается с наконечником индикатора: По шкале 9 определяют угол развернутости проверяемого колеса, а по шкале 7-смещение каретки из исходного положения, при котором измерительный наконечник касается профиля зуба на радиусе основной окружности колеса.
Эвольвентомеры снабжаются записывающими механизмами, регистрирующими результаты измерения в увеличенном масштабе.
7 Расчет допусков размеров, входящих в размерные цепи
7.1 Расчет размерной цепи А–А
Исходные данные:
А0=1.8…2.2 мм; А1=30 мм; А2=20 мм; А3=20 мм; А4=8 мм.
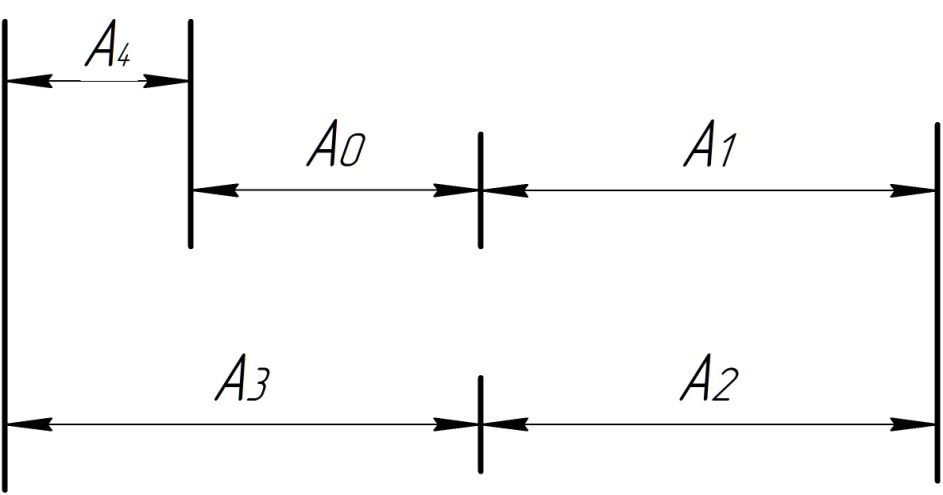
Рис. 3 – Схема размерной цепи А–А
7.1.1 Решение методом обеспечения полной взаимозаменяемости
1. Анализ размерной цепи:
А1, А4 – уменьшающие звенья;
А2, А3 – увеличивающие звенья.
2. Номинальный размер замыкающего звена:
Р асчет
размерных цепей основан на положении
об их замкнутости. При этом номинальный
размер замыкающего звена будет равен:
асчет
размерных цепей основан на положении
об их замкнутости. При этом номинальный
размер замыкающего звена будет равен:
где
А0 и Ai - замыкающее и составляющие звенья размерной цепи;
n, p - число увеличивающих и уменьшающих звеньев размерной цепи.
n+p=m-1,
где m - общее число звеньев цепи, включая замыкающее.
А0 = (А2+А3)-А4-А1 = 20+20-8-30 = 2 (мм)
3. Предельные отклонения и допуск замыкающего звена:
А0min=1.8 мм; А0max=2.2 мм,
отсюда:
– верхнее отклонение:
ES(A0) = 200 мкм
– нижнее отклонение:
EI(A0) = – 200 мкм
– допуск замыкающего звена:
ТА0 = ES(A0) – EI(A0) = 200 – (–200) = 400 мкм
4 .
Среднее число единиц допуска:
.
Среднее число единиц допуска:
Округлим полученное число единиц допуска до 100. Получим что значение аср=100 соответствует 11-му квалитету точности.
По ГОСТ 25346-89 назначаем допуски составляющих размеров А3, А4, оставляя размер А1 (наибольшее звено размерной цепи).
Определим предельное отклонение резервного звена А1:
а )
верхнее отклонение:
)
верхнее отклонение:


 – 200
(мкм).
– 200
(мкм).
б )
нижнее отклонение:
)
нижнее отклонение:



200 – 120 – 84 – 58 = – 62 (мкм)
Тогда,
Т А1=138
(мкм)
А1=138
(мкм)
-
Аiном., мм
ii, мкм
TAi, мкм
A
 i,
мм
i,
ммA1 = 30
1.31
138

A2 = 20
1.31
120

A3 = 20
1.31
84

A4 = 8
0.9
58
Проверка:
ТА0
=

400 =138+120+84+58
400 =400
7.1.2 Решение методом вероятностного расчета
1 .
Среднее число единиц допуска:
.
Среднее число единиц допуска:
2. Квалитет точности:
Значение аср=185.26 (ед.) соответствует 12 квалитету точности.
3. Назначаем допуски на размеры А3, А4 по 12 квалитету точности, оставляя размер А1 в качестве резервного звена.
4 .
Определим допуск резервного звена А1
.
Определим допуск резервного звена А1

Округляем величину допуска до ближайшего стандартного значения, получим:
5 .
Определяем координату середины поля
допуска резервного звена А1
.
Определяем координату середины поля
допуска резервного звена А1







( –60 –105) –( –75 + 200) = –290 (мкм)
6. Определяем предельные отклонения резервного звена А1:
а )
верхнее отклонение:
)
верхнее отклонение:
б) нижнее отклонение:

С ледовательно
ледовательно
-
Аiном, мм
ii, мкм
TAi, мкм
Ai, мм
A1 = 30
1.31
300

A2 = 20
1.31
120

A3 = 20
1.31
210

A4 = 8
0.9
150

П роверка:
роверка:

7.2 Расчет размерной цепи В –В
Исходные данные:
В0=1.0…1.5 мм; В1=120 мм; В2=10 мм; В3=24 мм;
В4=5 мм; В5=60 мм; В6=22 мм.
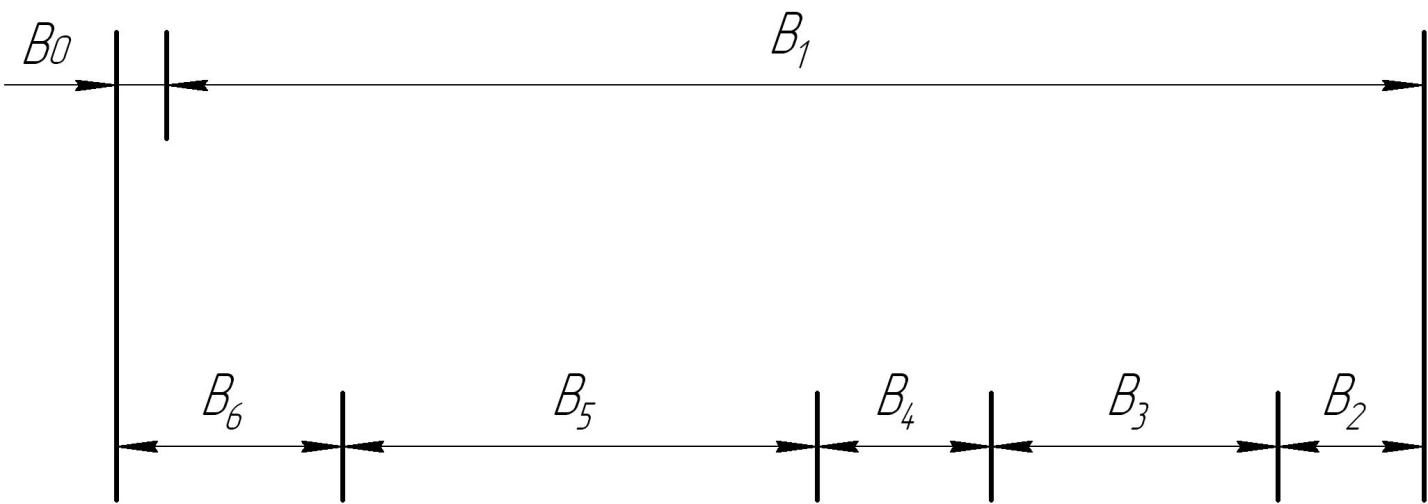
Рисунок 3 – Схема размерной цепи В –В
7.2.1 Решение методом обеспечения полной взаимозаменяемости
1. Анализ размерной цепи:
В1 – уменьшающее звено;
В2, В3, В4, В5, В6 – увеличивающие звенья.
2. Номинальный размер замыкающего звена:
Расчет размерных цепей основан на положении об их замкнутости. При этом номинальный размер замыкающего звена будет равен:
где
В0 и Вi - замыкающее и составляющие звенья размерной цепи;
n, p - число увеличивающих и уменьшающих звеньев размерной цепи.
n+p=m-1,
где m - общее число звеньев цепи, включая замыкающее.


3. Предельные отклонения и допуск замыкающего звена:
В0 min=1 (мм); В0 max=1.5 (мм),
отсюда
– верхнее отклонение:
EI(В0) = 500 (мкм)
– нижнее отклонение:
ES(В0) = 0 (мкм)
– допуск замыкающего звена:
ТВ0 = В0 min – В0 max = 1.5 – 1 = 0.5 (мм) = 500 (мкм)
4. Среднее число единиц допуска:

Округлим полученное число единиц допуска до 40. Получим что значение аср=40 соответствует 9–му квалитету точности.
По ГОСТ 25346–89 назначаем допуски составляющих размеров В2, В4, В5, оставляя размер В1(наибольшее звено размерной цепи)
Определим предельное отклонение резервного звена В1:
а) верхнее отклонение:
ES(В0)
=
 ув.–
ув.–
 ум.
ум.
ES(В0) = ES(В2) + ES(В3) + ES(В4) + ES(В5) + ES(В6) – EI(В1)
EI(В1) = – ES(В0) +ES(В2) + ES(В3) + ES(В4) + ES(В5) + ES(В6)
EI(В1) = – 500 (мкм).
б) нижнее отклонение:
EI(В0)
=
 ув.–
ув.–
 ум.
ум.
EI(В0) = EI(В2) + EI(В3) + EI(В4) + EI(В5) + EI(В6) – ES(В1)
ES(В1) = – EI(В0) +EI(В2) + EI(В3) + EI(В4) + EI(В5) + EI(В6)
ES(B1) = 0 – 36 – 120 – 30 – 74 – 120 = – 380 (мкм)
Тогда, мм
мм
Вiном., мм |
ii,мкм |
TВi,мкм |
Вi,мм |
В1 =120 |
2.17 |
120 |
|
В2 = 10 |
0.9 |
36 |
|
В3 = 24 |
1.31 |
120 |
|
В4 = 5 |
0.73 |
30 |
|
В5 = 60 |
1.86 |
74 |
|
В6 = 22 |
1.31 |
120 |
|






Проверка:
ТВ0
=

500 = 120 + 36 + 120 + 30 + 74 + 120
500 = 500
7.2.2 Решение методом вероятностного расчета
1. Среднее число единиц допуска:

2. Квалитет точности:
Значение аср=185.26 (ед.) соответствует 12 квалитету точности.
3. Назначаем допуски на размеры B2, B4 ,B5 по 12 квалитету точности, оставляя размер B1 в качестве размерного звена.
4. Определим допуск резервного звена B1

 (мкм)
(мкм)
Округляем
величину допуска
 до ближайшего стандартного значения,
получим:
до ближайшего стандартного значения,
получим:

5. Определяем координату середины поля допуска резервного звена В1
EС(В0)
=
 ув.
–
ум.
ув.
–
ум.
EС(В0) = [ EC(В2) + EC(В3) + EC(В4) + EC(В5) + EC(В6) ] – [ EC(В1) ]
EC(В1) = – EC(В0) + EC(В2) + EC(В3) + EC(В4) + EC(В5) + EC(В6)
EС(B2)
= –
150 + =
–
75 (мкм);
=
–
75 (мкм);
EС(B3)
= –
120 + =
–
60 (мкм);
=
–
60 (мкм);
EС(B4) = – 120 + = – 60 (мкм);
EС(B5)
= –
300 + =
–
150 (мкм);
=
–
150 (мкм);
EС(B6) = – 120 + = – 60 (мкм);
EС(B0)
= 0 + =
250(мкм);
=
250(мкм);
EС(B1) = – 250 – 75 – 60 – 60 – 150 – 60 = – 655 (мкм)
6. Определяем предельные отклонения резервного звена B1:
а) верхнее отклонение:
ES(В1)
= EC(В1)
+
 =
–
655 +
=
–
505 (мкм)
=
–
655 +
=
–
505 (мкм)
б) нижнее отклонение:
EI(В1) = EC(В1) – = – 655 – = – 805 (мкм)
Следовательно:
 мм
мм
Вiном., мм |
ii,мкм |
TВi,мкм |
Вi,мм |
В1 =120 |
2.17 |
300 |
|
В2 = 10 |
0.9 |
150 |
|
В3 = 24 |
1.31 |
120 |
|
В4 = 5 |
0.73 |
120 |
|
В5 = 60 |
1.86 |
300 |
|
В6 = 22 |
1.31 |
120 |
|





Проверка:
500
=

500 = 500
8 Правила использования знака соответствия в Системе сертификации ГОСТ Р
Знак соответствия – защищенный в установленном порядке знак, применяемый или выданный в соответствии с правилами Системы сертификации ГОСТ Р и указывающий, что система менеджмента качества Организации соответствует требованиям стандарта ГОСТ Р ИСО 9001-2008 (ИСО 9001:2008).

Применение знака соответствия.
1. Продукция, на которую выдан сертификат, маркируется знаком соответствия, принятым в системе. Знак соответствия ставится на изделие и (или) тару, упаковку, сопроводительную техническую документацию.
2. Маркирование продукции знаком соответствия осуществляет изготовитель (продавец). Изготовителю (продавцу) право маркирования продукции знаком соответствия предоставляется лицензией, выдаваемой органом по сертификации (приложение 6).
3. В лицензии устанавливается обязательство изготовителя (продавца) обеспечивать соответствие всей продукции, маркированной знаком соответствия, нормативным документам и испытанному образцу.
4. Применением знака соответствия считается также использование знака соответствия в рекламе, печатных изданиях, на официальных бланках, на вывесках, при демонстрации экспонатов на выставках и ярмарках.
5. Исполнение знака соответствия должно быть контрастным на фоне поверхности, на которую он нанесен.
6. Маркирование продукции знаком соответствия следует осуществлять способами, обеспечивающими четкое изображение этих знаков, их стойкость к внешним воздействующим факторам, а также долговечность в течение установленного срока службы или годности продукции.
7. Изображение знака соответствия может быть выполнено гравированием, травлением, литьем, печатанием или другим способом, обеспечивающим соблюдение предъявляемых к нему требований.
8. Знак соответствия наносят на несъемную часть каждой единицы сертифицированной продукции, при нанесении на упаковку - на каждую упаковочную единицу этой продукции рядом с маркировкой товарным знаком изготовителя.
9. Знак соответствия наносят на тару или упаковку при невозможности нанесения знака соответствия непосредственно на продукцию (например, для газообразных, жидких и сыпучих материалов и веществ). При необходимости используют специальные технические средства, такие как ярлыки, ленты, выполненные как встроенная часть продукции (для канатов, кабелей и т.д.).
10. Правила нанесения знака соответствия на конкретную продукцию устанавливаются порядком сертификации однородной продукции.