

7. Комбинированные станки
На комбинированных станках можно выполнять ряд различных операций по обработке древесины. Наиболее часто встречаются станки со следующим сочетанием работ: фугование – рейсмусование – раскрой – сверление – шлифование; фугование – рейсмусование – раскрой – фрезерование – сверление – пазование – шлифование.
На комбинированном станке имеется общий привод и несколько шпинделей различного технологического назначения, расположенных на одной станине.
Для продольной, поперечной распиловки пиломатериалов, фугования, фрезерования и сверления древесины на стройках применяют комбинированную машину ИЭ-6009 (рис. 105). На станине расположены фуговальный механизм, приспособления для пиления и фрезерования, электродвигатель, стол для сверления и фрезерования. Фуговальный механизм включает электродвигатель, ножевой вал (барабан). На конце вала электродвигателя установлен шкив, от которого через клиновую ременную передачу приводится во вращение барабан (вал) с ножами.
Приспособление для пиления состоит из пильного диска, плит (угловой и прямой), кронштейна и направляющих. Приспособление крепится зажимными гайками (барашками). Защитное приспособление состоит из расклинивающего ножа и ограждения (козырька).
Фрезы и сверла устанавливают в патроне на валу (барабане). На машине можно фрезеровать детали шириной до 200 мм, глубиной за один проход до 2 мм, распиливать доски толщиной до 45 мм под углом 0–45 %. Диаметр пильного диска 200 мм. Размер станка 630×400×230 мм, масса 48 к г.
На распиловочной машине марки ИЭ-6902 (рис. 106) раскраивают древесину (пиломатериалы) вдоль и поперек волокон и распиливают паркетные планки. Машину применяют в основном на стройках. На ней распиливают пиломатериалы толщиной до 5–60 мм и длиной от 200 мм, шириной от 20 мм. Размеры машины 550×480× ×300 мм, масса 17 кг.
Перед работой рабочий должен тщательно ознакомиться с инструкциями по обслуживанию станков. Работу начинают после того, как ножевой вал, шпиндель наберут необходимую частоту вращения. Подавать в станок обрабатываемый материал следует равномерно, без толчков. Чистить и смазывать станок можно лишь после полной его остановки.
При появлении шума, стука и вибрации вала, поломке ножей или их крепления, перегреве подшипников, неисправности ограждений станок надо немедленно остановить и сообщить об этом мастеру. Работать на станке можно лишь после устранения дефектов и получения разрешения мастера. Категорически запрещается работать без ограждений и при их неисправном состоянии. Если установлено, что нарушена электроизоляция электродвигателя, аппаратуры и неисправно заземление, работать на станке нельзя.
4.Последовательность выполнения работ.Организация работ и рабочего места столяра.
Рабочее место столяра, плотника, занятого обработкой древесины, оборудуется верстаком (рис. 5), набором необходимых инструментов и приспособлений. На верстаке обрабатывают доски, бруски, детали длиной до 3 м, собирают отдельные элементы изделий.
Верстак состоит из крышки (верстачной доски) и основания (подверстачья). Верстачная доска оборудована передними тисками (поперечными) и задними (продольными). На верстачной доске вблизи ее переднего ребра имеется ряд отверстий – гнезд, предназначенных для установки деревянных или металлических упоров. Вдоль верстачной доски (с задней стороны) находится лоток, в котором размещается мелкий инструмент, необходимый для работы. Основание состоит из стоек, связанных между собой брусками. В некоторых верстаках в подверстачье устраивают шкаф для хранения инструментов и материалов.
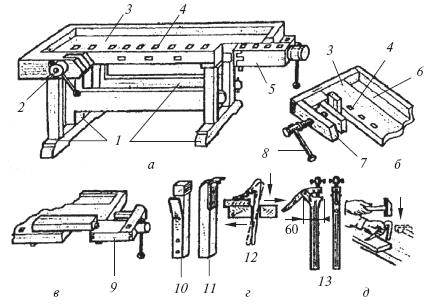
. Столярный верстак: а – общий вид; б – передние тиски; в – задние тиски; г – зажимы, упоры; д – крепление доски валетом простым (прижимом); 1 – основание; 2 – передние тиски; 3 – крышка (верстачная доска); 4 – гнезда сквозные; 5 – задние тиски; 6 – лоток; 7 – подкладочная доска; 8 – винт; 9 – коробка тисков; 10 – клинок-упор; 11 – гребенка; 12 – простой валет; 13 – винтовой валет
Передние и задние тиски предназначены для зажима в них обрабатываемых элементов. Передние тиски применяют для зажима деталей в горизонтальном и вертикальном положении, а задние – для зажима деталей в вертикальном положении. Передние тиски имеют зажимный винт и подкладочную доску. Задние тиски с коробкой передвигаются с помощью винта. В гнезда в верстачной доске и задней зажимной коробке вставляют упоры, между которыми укладывают в горизонтальном положении обрабатываемый материал. Вращением винта задних тисков материал зажимают. Упоры следует располагать ниже плоскости обрабатываемой древесины, чтобы инструмент их не задевал. Для лучшего удерживания обрабатываемого материала на верстаке в упоре, примыкающем к древесине, делают насечку. В гнезде упор держится пружиной. При обработке материала в вертикальном положении его зажимают либо в передних, либо в задних тисках. Для обработки оконные створки, дверные полотна, форточки кладут между двумя гребенками и зажимают задними тисками.
Основание верстака делают из древесины хвойных пород, а верстачную доску (крышку) – из древесины березы, дуба, ясеня, бука. Толщина верстачной доски 60–70 мм, ширина 400–500 мм.
По росту верстак подбирают следующим образом: столяр или плотник должен встать около верстака и опереться на него ладонями. Если в выпрямленном состоянии столяр без затруднений опирается на верстак, то он подобран правильно. При низком верстаке работающему приходится нагибаться, а при высоком – вытягивать руки, что утомляет его.
При эксплуатации верстака надо следить за его исправностью. Верстачная доска должна быть ровной, без перекосов, так как на перекошенной доске трудно выполнять точную работу. Тиски должны прочно зажимать обрабатываемый материал, а болты, закрепляющие верстак, должны быть хорошо затянуты. Клинья должны входить в гнездо плотно, но не слишком туго, чтобы не выколоть их края, причем гнезда должны иметь одинаковый размер, чтобы клин можно было вставить в любое гнездо.
Винты делают обычно металлическими, реже деревянными. Для плавного движения винты и ходовые части верстака периодически смазывают. В нерабочем состоянии винты рекомендуется держать слегка затянутыми.
Для повышения долговечности верстак после изготовления покрывают олифой. Не следует устанавливать его вблизи отопительных приборов, ставить на него горячие предметы, а также подвергать увлажнению.
При выполнении работ, в процессе которых можно повредить верстак (пиление, долбление, сверление, резание стамеской), необходимо под обрабатываемые элементы положить доску-подкладку.
Рабочее место должно быть хорошо освещено равномерным светом, содержаться в чистоте, быть очищено от щепы, стружки, опилок и др. По окончании работы его нужно убирать.
Мелкие детали зажимают струбцинами. Они представляют собой скобу, через один конец которой проходит винт диаметром 20–25 мм с ручкой диаметром 25–30 мм. Струбцины могут быть деревянными) или металлическими (рис. 6, б). Металлические струбцины более прочны. Для склеивания небольших делянок в щиты применяют металлические ваймы
Круглопильные станки
Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит). В зависимости от выполняемых операций станки бывают для поперечного и продольного раскроя.
Для поперечного раскроя применяют торцовочные шарнирно-маятниковые станки ЦМЭ-3А и торцовочные с прямолинейным перемещением пилы ЦПА-40.
Отрезки короче 500 мм торцуют в шаблонах. Пильный диск должен быть оборудован автоматически действующим ограждением так, чтобы зубья пилы открывались на толщину распиливаемого материала. При работе на станке рабочий должен находиться на расстоянии не менее 300 мм от пильного диска.
Для продольного раскроя пиломатериалов применяют круглопильные станки с механической подачей ЦА-2А, прирезные однопильные ЦДК4-3, пятипильный ЦДК5-2 и др. Для распиливания горбылей на доски и толстых досок на тонкие используют ребровый станок ЦР-4А.
Прирезной однопильный станок ЦДК4-3 (рис. 100) является основным видом оборудования, применяемого при производстве столярно-строительных изделий. Пиломатериалы подаются в станок гусеничным конвейером по призматическим направляющим, обеспечивающим точность и прямолинейность распиловки. Скорость подачи пиломатериала плавно бесступенчато регулируется вариатором без остановки конвейера. В зависимости от толщины распиливаемого материала суппорт перемешается по направляющим станины по высоте. Распиливаемый материал к подающему конвейеру прижимается роликами, находящимися в суппорте. Станок снабжен когтевой защитой против обратного вылета пиломатериалов из станка.
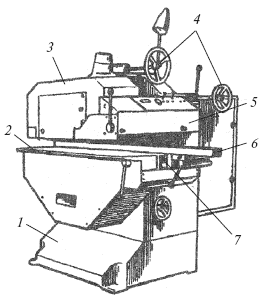
Рис. 100. Прирезной однопильный станок модели ЦДК4-3: 1 – станина; 2 – стол; 3 – суппорт; 4 – маховички; 5 – кожух; 6 – линейка; 7 – гусеничный конвейер
На станке можно обрабатывать пиломатериалы шириной до 350 мм, толщиной 6–120 мм, скорость подачи пиломатериала 8–60 м/мин, наибольшая скорость резания 61 м/с, частота вращения пильного вала 2910 об/мин.
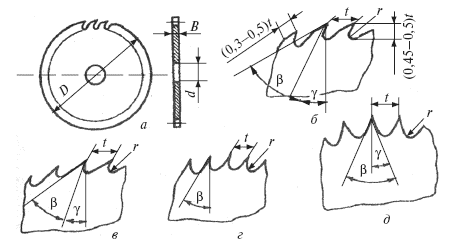
Рис. 101. Профили зубьев круглых плоских пил: а – общий вид; б – пилы типа 1 исполнения 1; в – пилы типа 1 исполнения 2; г – пилы типа 2 исполнения 1; д – пилы типа 2 исполнения 2
Для работы на круглопильных станках применяют плоские круглые пилы (рис. 101), представляющие собой диск, на окружности которого насечены зубья. Пилы бывают двух типов: тип 1 – для продольного раскроя и тип 2 – для поперечного (табл. 7). Пилы типа 1 исполнения 1 изготовляют диаметром 200–1500 мм, исполнения 2 – диаметром 160–250 мм. Пилы типа 2 исполнения 1 имеют диаметр 360–1500 мм, а исполнения 2 – 125–1500 мм. Толщина пил всех типов 15,5 мм.
Пилы диаметром до 250 мм используют для работы на фрезерных станках, диаметром до 500 мм – на круглопильных станках, диаметром до 700 мм – на педальных торцовочных станках.
Зубья пил для поперечного раскроя древесины имеют двустороннюю косую заточку, что позволяет пилить ими в обе стороны, а зубья пил для продольного раскроя – прямую заточку, поэтому ими можно пилить только в одну сторону. Во избежание заедания пилы в материале производят развод или плющение зубьев. При разводе каждый зуб отгибают примерно до 2/3 его высоты. Величина развода зубьев зависит от породы и влажности древесины.
Вершины зубьев пил должны находиться на одной окружности. Выравнивают вершины зубьев фугованием. Для придания пильному диску устойчивости во время работы его следует проковать. После проковки пилы затачивают так, чтобы профиль зубьев оставался неизменным.
При более высоких требованиях к качеству распиловки применяют пилы круглые строгальные диаметром 160–400 мм, толщиной 1,2–3,5 мм.
Кроме того, для раскроя древесины, фанеры и древесных плитных материалов используют пилы дисковые дереворежущие с пластинами из твердого сплава. Их устанавливают на круглопильных форматных станках и автоматических линиях.
Раскраивают доски по разметке или упорам, вырезая недопустимые дефекты и выкраивая в первую очередь длинные отрезки, следя за тем, чтобы доски плотно прилегали к линейке, так как при неплотном прилегании получается косой рез. При раскрое рабочие передвигают доску до упора, затем один из рабочих прижимает левой рукой доску к направляющей линейке, а правой плавно, без рывков надвигает на нее пильный диск.
Продольный раскрой ведут на заданный размер по ширине заготовки, для чего направляющую линейку устанавливают от диска на расстоянии, равном сумме ширины заготовки и половины развода пилы. Когда отрезки раскраивают не на заданный размер, а на другие размеры по ширине, пользуются закладками.
На станке работают двое рабочих. Станочник подает доски в станок, а второй рабочий убирает их и подает станочнику для повторного раскроя.
При продольном раскрое доску нужно подавать равномерно, без толчков и рывков и периодически проверять правильность размеров заготовок.
Если при торцовке наблюдается косина реза по ширине доски, то это означает, что нарушена прямолинейность линейки (направляющей), а если имеется косина реза по толщине – нарушена перпендикулярность оси пильного вала поверхности стола. Рваные торцы на заготовках получаются при биении пильного вала и при тупой пиле.
На прирезных станках непараллельный пропил получается, если направляющая линейка установлена непрямолинейно, мшистый – если ось пильного вала неперпендикулярна направлению движения подающей цепи, пропил с нарушением прямого угла между пластью и кромкой – вследствие нарушения перпендикулярности пильного вала плоскости звеньев гусеничной цепи.
У круглопильных станков пильный диск должен быть защищен сверху автоматически действующим ограждением, открывающим зубья лишь в процессе пиления. У станков для продольного раскроя диск снизу ограждают защитными щитками. Для предотвращения заклинивания зубьев пилы за пильным диском на расстоянии до 10 мм устанавливают расклинивающий нож.