

Міністерство освіти і науки України Тернопільський державний технічний університет імені Івана Пулюя
Механіко-технологічний факультет
Кафедра “Технології і обладнання зварювального
виробництва”


М Е Т О Д И Ч Н І В К А З І В К И
До лабораторної роботи №5
:
на тему:
“Вивчення призначення, будови і принципу роботи
машини типу МТП-1401”
з дисципліни
“ Обладнання для зварювання тиском ”
для студентів напряму підготовки 6.050504 “Зварювання“
Тернопіль, 2008
Кафедра «Технології і обладнання зварювального виробництва»
Розробили: ст. викладач Береженко Б.М.
к.т.н., доц. Мастенко В.Ю.
Розглянуто і перезатверджено на засіданні кафедри
«Технології і обладнання зварювального виробництва»
Протокол № від “__” __________ 200_ р.
Зав. кафедри (М. І. Підгурський)
ТЕМА: “Вивчення будови і принципу роботи підвісної машини для контактного точкового зварювання типу МТП-1401.“
1. МЕТА І ЗАВДАННЯ РОБОТИ:
1.1. Мета: Вивчити призначення, будову і роботу вузлів підвісної машини типу МТП-1401 для точкового зварювання і отримати навички роботи на ній.
Завдання:
вивчити призначення, технічну характеристику і загальну будову машини типу МТП-1401;
вивчити будову і роботу основних вузлів і систем підвісної точкової машини;
освоїти порядок підготовки машини до роботи;
навчитись підбирати за літературою та встановлювати на машині необхідні параметри режиму і виконувати зварювання.
МАТЕРІАЛИ І ОБЛАДНАННЯ:
В процесі виконання лабораторної роботи використовуються:
машина точкова підвісна типу МТП-1401;
набір слюсарний;
зразки з маловуглецевих сталей.
ПРИЗНАЧЕННЯ, ТЕХНІЧНА ХАРАКТЕРИСТИКА, БУДОВА ВУЗЛІВ І СИСТЕМ ПІДВІСНОЇ ТОЧКОВОЇ МАШИНИ ТИПУ МТП-1401:
Призначення та технічна характеристика машини
Машина МТП-1401, точкова, підвісна з вбудованим трансформатором однофазного змінного струму з пневматичним зусиллям стиску, групи Б (з нормальною стабільністю параметрів) загального призначення використовується для контактного точкового зварювання листів і арматури із маловуглецевої сталі.
Технічна характеристика машини типу МТП-1401.
Номінальна напруга мережі змінного струму, В………………………..380
Номінальна частота, Гц…………………………………………………….50
Найбільший вторинний струм, кА……….…………………………...14±10%
Найбільша потужність короткого замикання, кВА, не більше………….55
Потужність при
ПВ=50%, кВА…………………………………..………![]()
Максимальна допустима довготривала потужність, кВА……….……..10.6
Коефіцієнт потужності при короткому замиканні на
номінальній ступені, не менше………………………………….……….0.90
найбільша тривалість проходження зварювального струму, с,
не більше…………………………………………………………………..….6
Розхил електродів, мм, не менше
мінімальний……………………………….……………………….10
максимальний……………………………………………………..30
Номінальний
довготривалий вторинний струм,
кА…………..………![]()
межі регулювання вторинної напруги холостого ходу, В…….…….1.93.7
Число ступенів регулювання вторинної напруги ……………….…………4
Номінальна ступінь регулювання…………………………….передостання
Опір вторинного контуру машини постійного струму. Ом, не більше……………………………………………………………...…...12510-6
Товщина зварювальних листів, з маловуглецевих сталей, мм
мінімальні…………………………….………………..………0.5+0.5
номінальні……………………………………..………………0.8+0.8
максимальні…………………………………….………….….3.0+3.0
Діаметри зварювальної арматури, мм
мінімальні………………………………………….………......3.0+5.0
максимальні для маловуглецевих сталей……………………...20+8
Найбільша короткочасна продуктивність при зварюванні листів з маловуглецевої сталі товщиною 0.8+0.8 мм за час не більше 120с, точ/с, не менше…………………………………………………………………….…….3
Привід
стискування електродів……………………………..![]()
Робочий хід електрода при продуктивності до 1 точ/с, мм, не менше………………………….………………………………………………18
Номінальний виліт електродів при зварюванні листів, мм, не менше………….………………………………………………………..……100
Номінальний виліт електродів при зварюванні арматури мм, не менше…………………………………………………………………..….….80
Номінальний тиск стиснутого повітря мережі, МПа………………………………………………….……………………0.63
Зусилля стиску:
найменше при тиску стиснутого повітря 0.1МПа, даН,
не більше…………………………….………………………………….…..50
номінальне при тиску стиснутого повітря 0.45МПа, даН, найбільше…………………………………………………………..…270±8%
при тиску стиснутого повітря 0.6МПа, даН,
не менше………………………………………………….……...………...320
Витрати повітря в вільному стані при продуктивності 1 точ/с , м3/год,
не більше………………………………………………………………..…..14
Витрати охолодженої води при тиску 0.15МПа,
л/хв, не менше……………………………………………………………...3.5
Габаритні розміри, мм, не більше
а) кліщів зварювальних (без шлейфа живлення)
довжина…………………………………...…………………700±10
ширина……………………………………………………….200±10
висота………………………………………………………...250±10
б) шафи керування
довжина…………………………………...…………………870±10
ширина……………………………………………………….503±10
висота………………………………………………………...850±10
в) балансира пружинного
довжина…………………….……………………...…………232±10
ширина………………….…….………………..….………….210±10
висота………………………………………………………...300±10
Маса, кг, не більше………………………………………………………..265
в тому числі:
а) кліщів зварювальних (без шлейфа живлення),
не більше………………………………………………………………...….27
б) шафи керування, не більше…..………………….…….………………190
в) балансира пружинного, не більше……………………………………...13
Будова, основні вузли і системи підвісної точкової машини
та їх призначення
Загальна будова і призначення основних вузлів машини
Загальна будова точкової машини
Машина точкова підвісна типу МПТ-1401 (рис. 3.1) складається із зварювальних кліщів, в яких вмонтований зварювальний трансформатор, шафи керування 2, системи підвішування кліщів 3, балансира пружинного 4, кабелів 5, ланцюга запобіжного 6, регулятора контактного зварювання РКС-801 7.
Балансир пружинний 4 служить для врівноваження і утримання зварювальних кліщів на висоті у визначеному діапазоні. Регулювання положення рівноваги підвішеного виробу проводиться заведенням пружин балансира, обертанням черв’яка механізму ключем з шестигранним заглибленням через отвір, який знаходиться в конічній частині корпусу. Фіксація кліщів в потрібному положенні проводяться фіксуючим пристроєм з ручкою.
Для під’єднання регулятора контактного зварювання до шафи керування є кабель 5 з штепсельними роз’ємами. Запобіжний ланцюг 6 служить для попередження вільного падіння зварювальних кліщів при обриванні.
3.2.1.2. Будова зварювальних кліщів
Зварювальні кліщі, в яких вмонтований трансформатор, призначені для виконання зварювання деталей на вибраному режимі. Будова зварювальних кліщів показана на рисунку 3.2. зварювальні кліщі складаються з корпусу 1, в якому вмонтовані всі елементи і системи. Для подачі електроенергії, води і повітря до зварювальних кліщів використовується шлейф живлення 2, в якому встановлені рукави та електричні кабелі. Робоча довжина шлейфа живлення не менше 4,5м.
При поступленні стиснутого повітря через клапани 3 в пневмокамеру 4 діафрагма 5 переміщується і діє через важіль 6, рухомий шток 7 і електродотримач 8 із змінним наконечником 9. Після припинення подачі повітря в пневмокамеру 4 рухомий електродотримач 8 повертається в початкове положення за допомогою пружини 10.

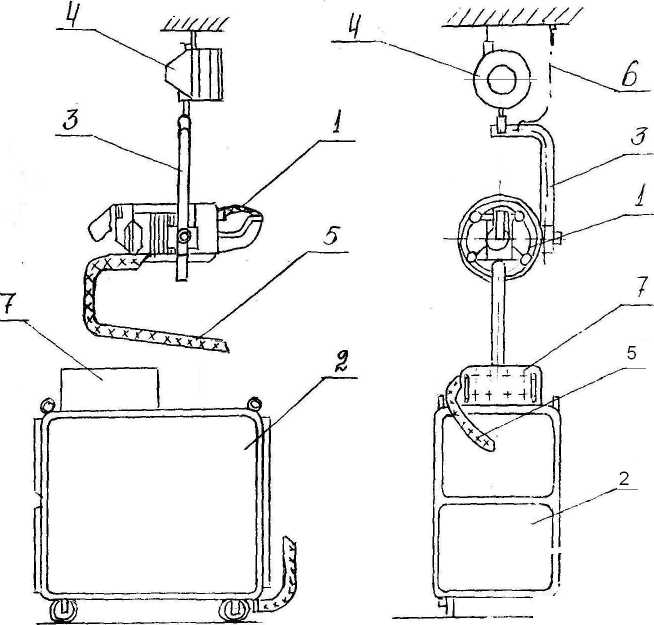
1-зварювальні кліщі; 2-шафа керування; 3-система підвішування кліщів; 4-пружинний балансир; 5-кабелі; 6-ланцюг для страхування; 7-регулятор контактного зварювання РКС-801
Рисунок 3.1-Загальний вигляд машини типу МТП-1401
Зварювальний трансформатор 11 закріплений в корпусі зварювальних кліщів. При допомозі струмопідводів 12, 13 від зварювального трансформатора 11 подається струм на рухомий 8 і нерухомий 14 електродотримач. Зварювальний контур кліщів охолоджується водою.
Для керування роботою кліщів під час зварювання використовується кнопка 15, яка включає мікровимикач 16. Кнопка 15 вмонтована в рукоятку 17 кліщів. Нерухомий електродотримач 14 із змінним наконечником 18 закріплений до корпусу 1 кліщів. Для зварювання деталей круглого перерізу використовуються змінні наконечники з плоскою контактною поверхнею 19, 20.
Для керування роботою зварювальних кліщів використовується шафа керування і регулятор контактного зварювання РКС-801-1.
Будова шафи керування
Шафа керування (рис. 3.3; 3.4; 3.5) складається із каркасу 1, до якого прикріплені колеса 2 для її переміщення. Спереду шафи керування встановлений пульт управління 3 і передні двері 4.
1-корпус; 2-шлейф подачі живлення; 3-пневмо-клапан; 4-пневмокамера; 5-діаграма пневмокамери; 6-важіль; 7-рухомий шток; 8-рухомий електродотримач; 9-конічний змінний наконечник; 10-зворотня пружина; 11-зварювальний трасформатор; 12-гнучкий струмопровід; 13-жорсткий струмопровід; 14-нерухомий електродотримач; 15-кнопка включення; 16-мікровмикач; 17-рукоядка кліщів.
Рисунок 3.2 - Будова зварювальних кліщів.
Для доступу до системи охолодження і пневмосистеми встановлені задні двері 5. На каркасі встановлений понижаючий трансформатор 6, контактор тиристорний 7, проміжна панель 8, блок захисту від радіо перешкод 9, пульт керування 3. На проміжній панелі 8 закріплені вентилі подачі води 10 і повітря 11, пневмоклапан12, реле контролю подачі води 13, вологовідділювач 14, лубрікатор 15, регулятор тиску (редуктор) 16. Контроль за величиною тиску здійснюється за допомогою манометра 17, який встановлений на регуляторі тиску 16. На проміжній панелі 8, зверху, встановлене реле 18. Підключення проміжного трансформатора, системи охолодження і пневматичної системи до зварювальних кліщів здійснюється за допомогою шлангів і кабеля 19. На пульті керування встановлений автоматичний вимикач 20, силовий пакетний перемикач ступенів 21 і табличка показів порядку включення перемикача 22. Для під’єднання шафи керування до регулятора контактного зварювання служить роз’єм 23.
3.2.1.4. Призначення і технічна характеристика регулятора контактного зварювання
Р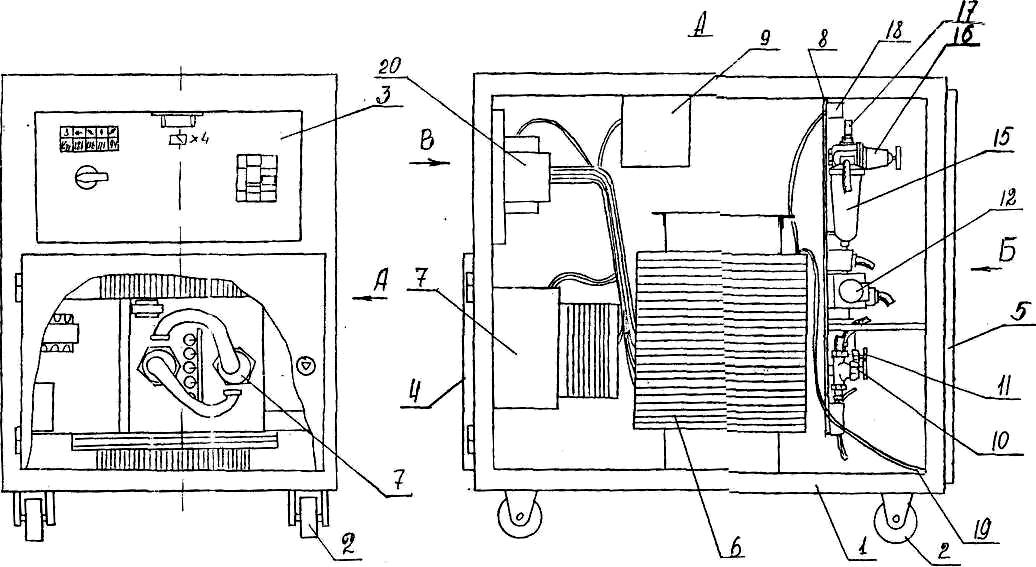 егулятор
контактного зварювання типу РКС-801-1
призначений для регулювання параметрів
режиму зварювання на контактних машинах.
егулятор
контактного зварювання типу РКС-801-1
призначений для регулювання параметрів
режиму зварювання на контактних машинах.
1-металевий каркас; 2-колеса; 3-пульт керування; 4-передні двері; 5-задні двері; 6-понижуючий трансформатор; 7-контактор тиристорний; 8-проміжна панель; 9- блок захисту від радіо перешкод; 10-вентиль; 11-вентиль; 12-пневмоклапан; 15-лубрікатор (розпилювач масла); 16-редуктор; 17-манометр; 18-реле; 19-жгут шлангів і кабелів; 20-автоматичний вимикач.
Рисунок 3.3-Загальний вигляд шафи керування зварювальними кліщами.
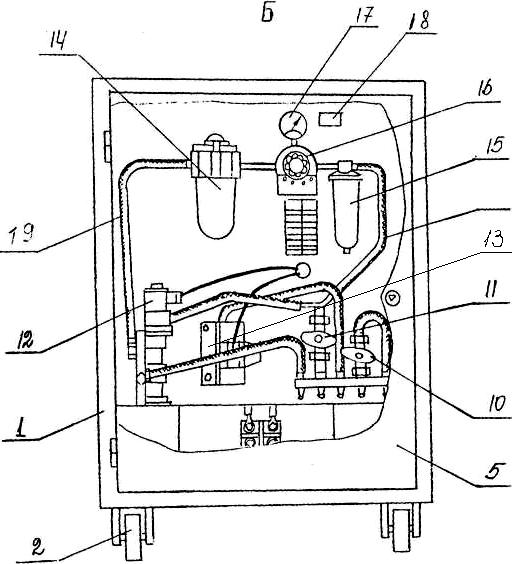
1-металевий каркас; 2-колеса; 5-задні двері; 9-реле контролю подачі води;
10, 11- вентиль; 12-пневмоклапан; 13-реле контролю подачі води; 14-вологовідділювач; 15-лубрікатор; 16-редуктор; 17-манометр; 18-реле.
Рисунок 3.4-Загальний вигляд шафи керування зварювальними кліщами.
Регулятор забезпечує:
керування послідовністю дій однофазних машин точкового контактного зварювання, що мають тиристорний контактор і електромагнітний клапан постійного струму;
регулювання тривалості позицій зварювального циклу з цифровим відрахунком;
керування тиристорним контактором і регулювання величини зварювального струму;
автоматичне настроювання на коефіцієнт потужності cos із зміною полярності включення першої півхвилі зварювального струму;
стабілізацію діючого значення зварювального струму при коливаннях напруги мережі живлення.
Регулятор призначений для роботи в закритих приміщеннях з наступними умовами:
середовище, що оточує регулятори, вибухово-безпечне, не містить струмопровідного пилу, агресивних парів і газів, що руйнують ізоляцію та метали.