


14.5. СВАРКА
Таблица П.88
Группы свариваемости сталей и сплавов
СЭ – эквивалент углерода;
I – хорошая свариваемость, СЭ<0,25 %;
II – удовлетворительная свариваемость, СЭ=(0,25-0,39) %; III – ограниченная свариваемость, СЭ=(0,39-0,50) %;
IV – плохая свариваемость, СЭ>0,50 %
|
|
|
|
|
|
Сталь |
|
Отливкииз |
||
|
углероди- |
конструкци- |
|
конструкци- |
||||||
|
стая |
|
|
онная |
|
оннойстали |
||||
свариваемости |
енногообыкнов качества |
качественная конструкционная |
-низко легированная |
|
легированная |
коррозионно- |
нелегированной |
|
легированной |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
стойкие, |
|
|
|
|
|
|
|
|
|
|
жаростойкиеи |
|
|
|
|
|
|
|
|
|
|
жаропрочные |
|
|
|
Группа |
|
ГОСТ1050–88 |
ГОСТ19281–71 |
|
ГОСТ4543–71 |
ГОСТ5632–72 |
|
|
|
|
ГОСТ380–88 |
|
|
ГОСТ977–88 |
|||||||
|
|
05кп, |
|
|
|
10Г2, |
08Х18Н10, |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
12ГС, ХСНД |
|
12Х18Н9, |
|
|
|
|||
|
Ст0, |
10, |
|
|
|
|
||||
|
|
15ХА, |
17Х18Н9, |
|
|
|
||||
|
|
08кп, |
|
|
|
15Г, |
08Х18Н10Т, |
|
|
|
|
|
|
|
|
|
|
|
|
||
I |
Ст1, |
10кп, |
|
10 |
|
15ХМ, |
12Х18Н9Т, |
15Л, |
|
|
Ст2, |
15, |
|
|
|
- |
|||||
|
2Г10С1, |
|
15Х, |
08Х18Н12Т, |
20Л |
|
||||
|
Ст3, |
20 кп, |
С2Г09, |
|
|
|
||||
|
|
12ХН2, |
08Х18Н12Б, |
|
|
|
||||
|
15 кп, |
|
|
|
12ХН3А, |
12Х18Н12Т, |
|
|
|
|
|
Ст4 |
20, |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
|
|
25 |
|
|
|
12Х2Н4А |
20Х23Н18, |
|
|
|
|
|
|
|
|
|
12Х18Н10Т |
|
|
|
|
|
|
|
|
|
|
18ХГ, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25,ЧГС14Г2С, |
,ХСНД1514Г2 |
|
18ХГТ, |
|
|
|
|
|
|
|
|
20Х, |
|
|
|
ГСЛ20,ГЛ20 , ГДНФЛ08 |
||
|
|
|
|
20Г, |
15Х11МФ, |
|
|
|||
|
|
|
|
|
|
|
|
|
||
II |
Ст5 |
30, |
|
|
|
20ХМ, |
15Х12ВНМФ, |
25Л, |
|
|
|
|
|
20ХН, |
12Х21Н5Т, |
30Л, |
|
|
|||
35 |
|
|
|
|
|
|||||
|
|
|
|
|
|
20ХГСА, |
15Х25Т, |
35Л |
|
|
|
|
|
|
|
|
20ХН2М, |
45Х14Н14В2М |
|
|
|
|
|
|
|
|
|
20ХН3А, |
|
|
|
|
|
|
|
|
|
|
20Г, |
|
|
|
|
|
|
|
|
|
|
25Г |
|
|
|
|
Характеристика
прочности
сварного соединения при статической нагрузке
Прочность сварного соединения состав-
ляет (95-100) %
прочности основного металла
Прочностьсварного соединениясостав-
ляет(85–90) % проч-
ностиосновногометалла. Последующей термическойобработкойпрочность сварногосоединения можетбытьповышенадо95 % прочности основногометалла
479

|
|
|
|
|
|
|
|
|
Продолжение табл. П.88 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сталь |
|
Отливки |
|
|
||
|
углероди- |
|
|
|
изконст- |
|
|
||||
|
конструкционная |
|
рукцион- |
|
|
||||||
|
|
стая |
|
|
|
нойстали |
|
|
|||
свариваемости |
|
|
|
|
|
коррозионно- |
|
|
|||
енногообыкнов качества |
качественная -конструк ционная |
низколегированная |
легированная |
-нелегиро ванной |
легированной |
|
|
||||
стойкие, |
Характеристика |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
жаростойкиеи |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
прочности |
|
|
|
|
|
|
|
|
жаропрочные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сварного |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
соединения при |
|
Группа |
|
|
|
|
|
|
|
|
|
статической |
|
380–88ГОСТ |
|
1050–88ГОСТ |
19281–71ГОСТ |
4543–71ГОСТ |
5632–72ГОСТ |
977–88ГОСТ |
|
нагрузке |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Прочность сварного |
|
|
|
|
|
|
25ХГСА, |
|
|
, |
|
соединения состав- |
|
|
|
|
|
|
|
|
ФЛ |
|
ляет (80–85) % |
|
|
|
|
|
|
|
25Х2Н4МА, |
08Х13, |
|
|
|
||
|
|
|
|
|
30Х, |
12Х17, |
|
12ДН2 |
|
прочности основно- |
|
|
|
|
|
|
|
ХНДФТЛ |
го металла. |
|
|||
|
|
|
50, |
|
30ХГСА, |
10Х17Н13М2Т, |
50Л |
|
|||
|
|
|
|
кой прочность |
|
||||||
|
|
|
40, |
|
30Г, |
14Х17Н2, |
40Л, |
|
|
Последующей тер- |
|
III |
Ст6 |
45, |
- |
20Х2Н4А, |
20Х20Н14С2, |
45Л, |
|
|
мической обработ- |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
35ХМ, |
10Х17Н13М3Т, |
|
ГСЛ, |
13 |
сварного соедине- |
|
|
|
|
|
|
30Г, |
12Х13, |
|
|
|||
|
|
|
|
|
|
ния может быть по- |
|
||||
|
|
|
|
|
40Г, |
20Х13 |
|
|
|||
|
|
|
|
|
50Г |
|
|
30 |
|
вышена до 90 % |
|
|
|
|
|
|
|
|
|
прочности основно- |
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
го металла |
|
|
|
|
|
|
|
|
|
НГМЛ, |
40ХЛ |
Прочность сварного |
|
|
|
|
|
|
|
|
|
соединения состав- |
|
||
|
|
|
|
|
|
|
|
ляет (70–80) % |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
35 |
|
прочности основно- |
|
IV |
- |
|
60 |
- |
35ХГСА |
30Х13, |
- |
ХМЛ35 , |
го металла. |
|
|
|
09Х16Н4Б, |
мической обработ- |
|
||||||||
|
|
|
55, |
|
|
40Х13, |
|
|
|
Последующей тер- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30Х13Н7С2, |
|
|
|
кой прочность |
|
|
|
|
|
|
|
40Х9С2 |
|
Х3206Л, |
, |
сварного соедине- |
|
|
|
|
|
|
|
|
|
ХГСЛ35 |
прочности основно- |
|
|
|
|
|
|
|
|
|
|
|
|
ния может быть по- |
|
|
|
|
|
|
|
|
|
|
|
вышена до 85 % |
|
|
|
|
|
|
|
|
|
|
|
го металла |
|
|
|
|
|
|
|
480 |
|
|
|
|
|
Таблица П.89
Технологические особенности сварки сталей
|
|
Условия сварки |
|
|||
Группа свариваемости |
Стыковые |
Несложные |
|
|
||
соединения |
толщиной не более |
|
||||
с небольши- |
формы с тол- |
|
||||
|
незакреп- |
конструкции из |
Сложные конст- |
|
||
|
ленных де- |
небольшого ко- |
рукции с простран- |
Особенности сварки |
||
|
личества дета- |
ственным распо- |
||||
|
талей про- |
лей простой |
ложением деталей с |
|
||
|
стой формы |
|
|
|
|
|
|
ми размера- |
щиной не более |
25 мм |
|
||
|
ми |
25 мм |
|
|
|
|
|
|
|
|
|
|
|
|
Сварка возможна без подогрева в любых темпера- |
При сварке жестких кон- |
||||
|
турных условиях. Последующая после сварки тер- |
струкций или плит тол- |
||||
|
мическая обработка (высокий отпуск) применяется |
щиной более 25 мм. При |
||||
I |
для сохранения точных размеров после механиче- |
температуре ниже –5оС |
||||
|
ской обработки. После сварки сложные конструкции |
при необходимости – |
||||
|
из легированных сталей перлитного класса рекомен- |
предварительный подог- |
||||
|
дуется подвергать отпуску |
|
|
|
рев |
|
|
Сварка без подогрева. |
|
|
Предварительный и |
Стали малосклонны к об- |
|
II |
После сварки назначается от- |
сопутствующий по- |
разованию холодных тре- |
|||
|
пуск |
|
|
|
догрев до |
щин |
|
|
|
|
(100-300)оС |
||
|
Сварка без |
Предваритель- |
Предварительный и |
При сварке с присадкой |
||
|
подогрева. |
ный подогрев |
сопутствующий по- |
|||
III |
Сразу после |
до (300-400) |
о |
С. |
догрев до |
стали перлитного класса |
|
о |
|
||||
|
сварки – от- |
После сварки – |
(350-600) С. |
толщиной более 8 мм |
||
|
пуск |
отпуск |
|
|
После сварки – от- |
склонны к трещинам |
|
|
|
пуск |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
Стали весьма склонны к |
|
Предвари- |
Предваритель- |
Предварительный и |
образованию трещин. |
||
|
Удовлетворительное ка- |
|||||
|
ный и сопутст- |
|||||
|
тельный по- |
вующий подог- |
сопутствующий по- |
чество достигается при |
||
IV |
догрев до |
рев |
|
|
догрев до |
строго ограниченных ус- |
о |
|
|
о |
|
||
|
(350-500) С. |
до (400-650)оС. |
(500-650) С. |
ловиях сварки и термиче- |
||
|
После сварки |
После сварки – |
После сварки – |
ской обработки. При |
||
|
– отпуск |
отпуск |
|
|
отпуск |
сварке аустенитными |
|
|
|
|
|
электродами термическая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
обработка не обязательна |
481
Таблица П.90
Рекомендуемые сварочные материалы при ручной дуговой сварке сталей и сплавов
Сталь или сплав |
Электрод |
||
Марка |
Стандарт |
Тип |
Стандарт |
Ст0, Ст1, Ст2, Ст3, Ст4, Ст5 |
ГОСТ 380–88 |
Э42, Э46, Э50А |
ГОСТ 9467–75 |
05кп, 08, 08кп, 10, 10кп, 15, |
ГОСТ 1050–88 |
Э42, Э46, Э50А, Э60 |
|
15кп, 20, 20кп, 25, 30, 30Г |
|
||
35, 35Г, 40, 40Г, 45, 45Г |
ГОСТ 1050–88 |
Э50А, Э60, Э85 |
ГОСТ 10052–75 |
09Г2С, 10Г2С1, 10ХСНД |
ГОСТ 19281–89 |
Э42, Э50А |
|
15Г, 15Х, 15ХА, 20Г, 20Х, |
|
Э50А, Э60, Э85, Э100 |
|
25Г, 30Х,35Х,40Х |
|
ГОСТ 9467–75 |
|
ГОСТ 4543–71 |
|
||
15ХФ, 15ХМ, 20ХМ, 30ХМ |
Э-09Х1МФ, Э-09Х1М |
||
25ХГСА, 30ХГСА, 35ХМ, |
|
Э50А, Э60, Э85 |
|
38ХМА, 38ХС, 30ХГСНА |
|
|
|
|
|
|
|
25ХГСА, 30ХГСА, |
ГОСТ 4543–71 |
Э-11Х15Н25М6АГ2 |
|
30ХГСНА |
|
||
|
|
|
|
12Х18Н9Т, 08Х18Н10Т, |
|
Э–04Х20Н9, |
ГОСТ 10052–75 |
|
Э–07Х20Н9, |
||
08Х18Н12Т, 08Х18Н12Б, |
ГОСТ 5632–72 |
|
|
12Х21Н5Т |
|
Э–08Х20Н9Г2Б, |
|
|
Э–08Х17Н8М2 |
|
|
|
|
|
|
15Х12ВНМФ |
ГОСТ 5632–72 |
Э-14Х11НВМФ |
ГОСТ 10052–75 |
10Х17Н13М2Т, |
|
Э–08Х17Н8М2, |
|
10Х17Н13М3Т |
ГОСТ 5632–72 |
Э–08Х19Н10Г2Б |
ГОСТ 10052–75 |
20Х23Н18 |
Э-28Х24Н16Г6 |
||
08Х13, 12Х13, 20Х13, |
|
Э-12Х13, Э-10Х17Т |
|
30Х13 |
|
|
|
|
|
|
|
15Л, 20Л |
ГОСТ 977–88 |
Э42А, Э50А |
ГОСТ 9467–75 |
25Л, 30Л, 35Л, 40Л, 45Л |
Э50А |
||
35ХГСЛ |
|
Э50А, Э60, Э85 |
|
Таблица П.91
Рекомендуемые сварочные материалы при сварке разнородных сталей и сплавов
|
Свариваемые материалы |
Вид |
Сварочные материалы |
|||||||
Марка |
ГОСТ |
|
Марка |
|
ГОСТ |
сварки |
Марка или тип |
ГОСТ |
||
08, 10, |
15, |
|
15ХМ, 20ХМ, |
|
Ручная |
|
|
|||
20, |
25, |
1050–88 |
4543–71 |
электро- |
Э42А |
9467–75 |
||||
15Х, 12ХМ2 |
|
|||||||||
15Г, 20Г |
|
|
|
|
|
дуговая |
|
|
||
|
|
|
30, 35, 40, 30Г, |
|
В среде |
Св–08ГС, |
|
|||
|
|
|
35Г, |
45Г, |
50, |
1050–88 |
защитных |
|
||
Ст3, |
|
|
50Г |
|
|
|
газов |
Св08Г2С, |
2246–70 |
|
|
|
|
|
|
|
|||||
Ст4, |
|
380–88 |
15ХСНД, 12ГС, |
19281–89 |
|
Св-18ХМА, |
|
|||
Ст5 |
|
|
10Г2С1 |
|
Под |
Св–08А |
|
|||
|
|
|
25Г2С |
|
5781–82 |
флюсом |
ОСЦ-45, |
9087–81 |
||
|
|
|
|
|
|
|
|
АН-348-А |
|
|
|
|
|
|
|
|
482 |
|
|
|
|
Окончание табл. П.91
Свариваемые материалы |
|
Вид |
Сварочные материалы |
|||
Марка |
ГОСТ |
Марка |
ГОСТ |
сварки |
Марка или тип |
ГОСТ |
Ст3, Ст5 |
380–88 |
12Х18Н10Т, |
|
Ручная |
Э-10Х25Н13Г2, |
10052–75 |
10, 20, 25 |
|
|
||||
|
|
Э-07Х19Н11М3Г2Ф, |
||||
|
|
|
|
|||
15ХМ, |
|
20Х23Н18, |
|
электро- |
Э-28Х24Н16Г6, |
|
30ХМ, |
|
12Х18Н12Т |
|
дуговая |
Э-11Х15Н25М6АГ2 |
|
30ХГСА |
|
|
5632–72 |
|
|
|
|
|
|
|
|
||
08кп, |
|
|
ных га- |
Св-18ХГСА, |
2246–70 |
|
10, |
1050–88 |
12Х18Н10Т |
|
В среде |
Св-08Х21Н10Г6, |
|
25 |
|
|
|
Св-10Х16Н25АМ6 |
|
|
|
|
|
|
защит- |
|
|
30ХГСА |
|
1Х18Н10Т |
|
Св-10Х16Н25АМ6 |
|
|
|
|
|
|
|||
25ХГСА, |
|
|
|
зов |
Св-18ХХМА, |
|
30ХГСА |
|
|
|
|
|
|
|
|
|
|
Св–08Х3Г2СМ |
|
|
|
|
|
|
|
|
|
|
|
12Х18Н12Т, |
5632– 72 |
Ручная |
Э-08Х20Н9Г2Б, |
10052 –75 |
12Х18Н10Т |
5632–72 |
10Х17Н13М2Т, |
электро- |
Э-08Х19Н10Г2Б |
||
|
|
10Х17Н13М3Т |
|
дуговая |
|
|
|
|
|
5632–72 |
В среде |
Св-04Х19Н11М3, |
2246–70 |
|
|
|
В среде |
Св-01Х19Н9, |
||
Х18Н10Т |
5632–72 |
Х18Н10Т |
|
защит- |
|
|
|
ных га- |
Св-06Х19Н9Т, |
|
|||
|
|
|
|
зов |
Св-07Х19Н10Б, |
|
|
|
|
|
Св-08Х21Н10Г6 |
|
|
|
|
|
|
|
|
|
08кп, |
|
08кп, 10, |
|
защит- |
Св-08ГС, Св–08Г2С, |
|
10, 20, |
1050–88 |
20, 25 |
|
ных га- |
Св-12ГС, |
|
25 |
|
|
1050–88 |
зов |
Св-08ГСМТ |
10052–75 |
|
|
|
|
|||
|
|
|
|
|
|
|
08Х13, |
|
|
|
Ручная |
Св-12Х13 |
|
12Х13, |
5632–7215 |
ХВНМФ |
|
электро- |
|
|
20Х13 |
|
|
|
дуговая |
Св-14Х17НВМФ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.92 |
|
Механические характеристики электродов для дуговой сварки. |
||||||||
|
ГОСТ 9467 75, ГОСТ 10052–75 |
|
|
|||||
|
|
|
|
|
|
|
|
|
Тип |
Механические свойства при 20оС |
Состояние |
|
|||||
|
σв, |
δ5, |
KCU, |
|
|
|||
электрода |
σт, МПа |
МПа |
% |
дж/см2 |
НВ |
металла |
|
|
|
|
не |
менее |
|
|
|
|
|
Э42 |
300-400 |
420 |
18 |
|
80 |
137-170 |
|
|
Э42А |
300-400 |
420 |
22 |
|
150 |
146-452 |
Исходное |
|
Э46 |
380-420 |
460 |
18 |
|
80 |
143-163 |
|
|
|
|
|
|
|
|
|
после сварки |
|
Э50А |
350-450 |
500 |
20 |
|
130 |
143-170 |
|
|
Э60 |
470-500 |
600 |
18 |
|
100 |
241-255 |
|
|
|
|
|
483 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. П.92 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Механические свойства при 20оС |
|
Состояние |
|
|||||||||
Тип электрода |
|
|
|
σв, |
|
δ5, |
KCU, |
|
|
|
||||
σт, МПа |
|
МПа |
|
% |
дж/см2 |
НВ |
металла |
|
||||||
|
|
|
|
|
не менее |
|
|
|
|
|
|
|||
Э70 |
|
550-650 |
|
|
700 |
|
14 |
60 |
255-285 |
Отпуск 650оС, 3 часа |
|
|||
Э85 |
|
|
|
|
850 |
|
12 |
50 |
|
|
Механические свой- |
|
||
Э100 |
|
- |
|
|
1000 |
|
10 |
50 |
- |
|
ства после термиче- |
|
||
Э125 |
|
|
|
1250 |
|
8 |
40 |
|
ской обработки соот- |
|
||||
Э145 |
|
|
|
|
1450 |
|
5 |
40 |
|
|
ветственно паспорту |
|
||
Э150 |
|
|
|
|
1500 |
|
5 |
40 |
|
|
на электроды |
|
||
Э-07Х20Н9 |
280-400 |
|
|
550 |
|
30 |
100 |
143-163 |
|
|
|
|
||
Э-8Х20Н9Г2Б |
не менее 320 |
|
550 |
|
22 |
80 |
- |
|
Исходное |
|
|
|
||
Э-08Х19Н10Г2Б |
не менее 320 |
|
550 |
|
24 |
80 |
159-167 |
|
|
|
||||
|
|
после сварки |
|
|||||||||||
Э-08Х17Н8М2 |
не менее 350 |
|
550 |
|
30 |
100 |
156-197 |
|
||||||
|
|
|
|
|
|
|||||||||
Э-1Х15Н25М6АГ2 |
320-420 |
|
|
600 |
|
30 |
100 |
163-179 |
|
|
|
|
||
Э-12Х13 |
не менее 550 |
|
600 |
|
16 |
50 |
|
|
Отпуск (730–740)оС, |
|
||||
|
|
- |
|
3 часа |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Э-10Х17Т |
- |
|
|
650 |
|
- |
- |
|
|
- |
|
|||
|
|
|
|
|
|
|
||||||||
Э-14Х11НВМФ |
|
|
750 |
|
12 |
40 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|||||
Э-14Х11НМФ |
600-650 |
|
|
700 |
|
15 |
50 |
285-302 |
Отпуск (720–740)оС, |
|
||||
|
|
|
10 часов |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Э-09Х1М |
400-480 |
|
|
480 |
|
18 |
90 |
170-207 |
Отпуск (680–720)оС |
|
||||
Э-09Х1МФ |
400-480 |
|
|
500 |
|
16 |
80 |
207-229 |
Отпуск (700–740)оС |
|
||||
|
|
|
|
|
|
|
|
|
|
|
Таблица П.93 |
|||
|
Рекомендуемые марки проволоки алюминиевых сплавов для сварки |
|||||||||||||
|
|
|
|
|
|
|||||||||
Свариваемыйматериал |
Марка универсаль- |
Марка проволоки, обеспечивающей удовлетвори- |
||||||||||||
ной проволоки, |
тельные основные характеристики соединения и |
|
||||||||||||
ные характеристи- |
против горя- |
сопротивле- |
ное удлине- |
|
онная |
|
||||||||
|
обеспечивающей |
|
|
повышенную (ое) – в среднем (5-10) % - |
|
|||||||||
|
удовлетворитель- |
|
стойкость |
временное |
относитель- |
коррози- |
|
|||||||
|
ки соединения |
чих трещин |
ние разрыву |
|
ние |
|
стойкость |
|
||||||
А99 |
А99 |
|
А99 |
|
СвА851 |
|
А99 |
|
А99 |
|
||||
АМцС |
СвАМц |
|
СвАМц |
|
СвАМц |
|
СвАМц |
|
СвАМц |
|
||||
АМгЗ |
СвАМг3 |
|
СвАМг5 |
|
СвАМг5 |
АВч |
|
АВч |
|
|||||
АМг5 |
СвАМг5 |
|
СвАМг6Цч |
СвАМг6 |
СвАМг5 |
|
Св1557 |
|
||||||
АМг6 |
СвАМгб |
|
СвАМг6Цч |
СвАМг6 |
СвАМг6Цч |
|
Св1557 |
|
||||||
АВ, |
СвАК5 |
|
СвАК5 |
|
Св1557 |
|
Св1557 |
|
АВч |
|
||||
АД31 |
|
|
|
|
|
|||||||||
1915 |
Св1557 |
|
СвАМг5 |
|
СвАМг6 |
СвАМг5 |
|
Св1557 |
|
|||||
1201 |
Св1201 Пч |
|
Св1201 Пч |
|
Св1201 |
|
Св1201 Пч |
|
Св1201 Пч |
|
||||
484
Таблица П.94
Марки проволоки, обеспечивающие повышенную стойкость сварных соединений алюминиевых сплавов против горячих трещин
Сваривае- |
|
Марка проволоки для сварки со сплавами |
|||||||
мый ме- |
1915 |
АД33 |
АД31 |
АВ |
AMr6 |
AMr5 |
AMr3 |
АМцС |
АЛ34 |
талл |
|
|
|
|
|
|
|
|
|
А99 |
СвАК5 |
СвАК5 |
СвАК5 |
СвАК5 |
СвАMr6 |
СвАMr5 |
СвАMr5 |
СвАМц |
|
АМцС |
СвАMr5 |
СвАК5 |
СвАК5 |
СвАК5 |
СвАMr6 |
СвАMr5 |
СвАMr5 |
|
|
АМг3 |
СвАMr5 |
СвАMr5 |
СвАMr5 |
СвАMr5 |
СвАMr6 |
СвАMr5 |
|
|
|
АМг5 |
СвАMr5 |
СвАMr6 |
СвАMr6 |
СвАMr6 |
СвАMr6 |
|
|
|
|
АМг6 |
СвАMr6 |
СвАMr6 |
СвАMr6 |
СвАMr6 |
|
|
|
|
СвАMr6 |
АВ |
СвАMr6 |
СвАК5 |
СвАК5 |
|
|
|
|
|
|
АД31 |
СвАMr6 |
СвАК5 |
|
|
|
|
|
|
|
АД33 |
СвАMr6 |
|
|
|
|
|
|
|
|
Примечания:
1.С целью устранения горячих трещин допускается применять при подварках в соединениях, не требующих высокой коррозионной стойкости и пластичности, проволоку СвАК5.
2.Для сварки сочетаний материалов AMr6 и АЛ34, AMr6 и АЛ4 рекомендуется применять соответствующие присадочные прутки литейного сплава.
3.Для уменьшения возможности образования трещин при сварке Д16
(ГОСТ 4784-74) рекомендуется применять сварочную проволоку марки СвАК5 (ГОСТ 7871–75).
4. ДлясваркиматериаловД20 (ГОСТ4784–74) иАЛ9 (ГОСТ1583–89) используетсясоответственнопроволокаодинаковогохимическогосоставасосновнымматериалом
Таблица П.95
Область применения, свойства и свариваемость алюминиевых сплавов
Марка |
Область применения |
Свариваемость |
Свойства |
|
сплава |
||||
|
|
Высокая корро- |
||
|
Несиловые элементы конструк- |
Хорошая газовой, ду- |
||
АД1 |
ций, защитные трубки, про- |
говой и контактной |
зионная стой- |
|
|
кладки и т.д. |
сваркой |
кость |
|
|
Баки для масла и бензина, тру- |
Хорошая газовой, ду- |
Высокая корро- |
|
АМц |
бопроводы, заклепки, детали, |
|||
изготовляемые глубокой вы- |
говой и контактной |
зионная стой- |
||
|
тяжкой |
сваркой |
кость |
|
|
|
Нагартовка сни- |
||
|
|
|
||
АМг6 |
Нагруженные коррозионно- |
Хорошая аргоноду- |
жает коррозион- |
|
ную стойкость. |
||||
|
стойкие конструкции, емкости |
говой сваркой |
Прочность шва |
|
|
|
|
||
|
|
|
90 % |
|
Д18п |
Сваривать не рекомендуется |
|
- |
485
|
|
|
Окончание табл. П.95 |
|
|
|
|
|
|
Марка |
Область применения |
Свариваемость |
Свойства |
|
сплава |
|
|||
|
|
Хорошая точечной, ар- |
Плакированные обла- |
|
|
|
гонодуговой и газовой |
|
|
Д1 |
Элементы конструкций |
сваркой с присадкой из |
дают высокой корро- |
|
средней прочности |
АК или В61 для неот- |
зионной стойкостью. |
|
|
|
|
ветственных конструк- |
Прочность швов |
|
|
|
ций |
60% |
|
|
|
|
|
|
|
Основные силовые |
Хорошая контактной |
Плакированная, обла- |
|
Д16 |
элементы, за исключе- |
сваркой, плохая газовой, |
дает высокой коррози- |
|
|
нием штампованных |
аргонодуговой сваркой |
онной стойкостью |
|
|
|
|
Швы анодировать и |
|
|
Емкости и детали, ра- |
Удовлетворительная |
покрывать лаком. |
|
Д20 |
Прочность шва |
|
||
ботающие при темпе- |
|
|||
|
ратуре (18-300) оС |
всеми видами сварки |
70 %, после закалки и |
|
|
|
|
искусственного старе- |
|
|
|
|
ния – 90% |
|
|
Основные силовые |
Хорошая точечной |
Применяют в искусст- |
|
В95 |
элементы, обшивки, |
|
||
сваркой. Плавлением не |
венно-состаренном со- |
|
||
|
шпангоуты, лонжероны |
рекомендуется |
стоянии |
|
|
и т.д. |
|
|
|
|
Штампованные и кова- |
Хорошая контактной |
|
|
АВ |
ные детали сложной |
сваркой. Возможна ар- |
- |
|
гонодуговая с присад- |
|
|||
|
формы |
кой СвАК5 |
|
|
|
|
|
|
|
АЛ2 |
Детали агрегатов и |
Хорошая газовой и ар- |
Шов стойкий против |
|
приборов |
гонодуговой сваркой |
коррозии |
|
|
|
|
|||
АЛ4 |
Крупные нагруженные |
Хорошая газовой и ар- |
Шов стойкий против |
|
детали |
коррозии |
|
||
|
|
|||
АЛ9 |
Средненагруженные |
гонодуговой, заварка |
Хорошие литейные |
|
детали сложной конст- |
дефектов литья |
свойства |
|
|
|
рукции |
|
|
|
|
|
|
|
|
|
Детали, работающие |
Возможна при заварке |
|
|
АЛ19 |
при температуре |
раковин аргонодуговой |
- |
|
|
(+175 - +300) оС |
и газовой сваркой |
|
|
Примечания |
: |
|
|
|
1. Прочность швов сварных соединений приведена относительно прочности основ- |
|
|||
ного металла в состоянии после отжига. |
|
|
||
2. Под контактной сваркой следует понимать точечную и шовную сварку |
|
|||
486
Таблица П.96
Рекомендуемые марки сварочной и присадочной проволоки при сварке меди, медных и титановых сплавов
|
|
Марка сварочной или |
|
Свариваемость |
|
|
|
|
присадочной проволоки |
|
|
||
Марка сплавов |
Стандарт |
|
|
|
||
В среде |
Газовая |
Стандарт |
Сварка плавлением |
Контактная сварка |
||
|
|
|
|
|||
|
|
инертных |
|
|
||
|
|
сварка |
|
|
||
|
|
газов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Удовлетворительная в |
|
|
|
|
|
|
среде инертных газов, |
рекомендуетсяНе |
|
ГОСТ859–78 |
|
|
16130–90 |
при ручной электродуго- |
|
|
|
|
в зависимости от толщи- |
|||
М1, |
|
|
|
|
вой, под флюсом, элек- |
|
М2, |
|
БрОЦ4-3; |
M1p, |
|
Для снятия внутренних |
|
МЗ |
|
БрКМц3-1 |
MCp1 |
|
напряжений следует |
|
|
|
|
|
|
||
|
|
|
|
|
применять отжиг при |
|
|
|
|
|
|
температуре (300–700) оС |
|
|
|
|
|
ГОСТ |
ны металла |
|
|
15527–70ГОСТ |
|
|
Удовлетворительная в |
Удовлетворительная миспособавсеми сварки |
|
|
|
|
|
|
|
|
|
|
БрОФ6,5-0,15; |
|
|
среде инертных газов и |
|
Л63, |
|
Л63, |
|
хорошая газовой сваркой. |
|
|
|
БрКМц3-1; |
|
|
|||
Л80 |
|
Л63; |
ЛК62-0,5, |
|
Для снятия внутренних |
|
|
ЛКБ062-0,2-0,04-0,5 |
|
напряжений следует про- |
|
||
|
|
ЛК 62-0,5 |
|
|
||
|
|
|
|
водить отжиг при темпе- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ратуре 300 оС |
|
|
|
|
|
|
|
|
|
18175–78ГОСТ5017–74ГОСТ |
|
|
|
Хорошая в среде инерт- |
|
-9БрАЖ0,15;-6,5БрОФ4, БрКМцЗ0,25-4БрОФ-1 |
|
|
16130–90ГОСТ |
ных газов и газовой свар- |
рекомендуетсяНе |
|
БрХ0,7; |
|
кой. |
||||
|
|
|
|
|
||
|
|
|
|
Для снятия внутренних |
|
|
|
|
БрХНТ; |
МНЖБ-1 |
|
|
|
|
|
|
напряжений следует |
|
||
|
|
БрНЦр |
|
|
|
|
|
|
|
|
применять отжиг при |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
температуре |
|
|
|
|
|
|
(350-450) °С |
|
|
|
|
|
|
Хорошая в среде инерт- |
|
|
|
|
Проволока одина- |
|
ных газов и газовой свар- |
|
|
|
|
|
кой. |
|
|
|
|
БрКМц3-1 |
кового химического |
|
Для снятия внутренних |
|
|
|
состава с основным |
|
напряжений следует |
|
|
|
|
|
|
|
||
|
|
|
металлом |
|
применять отжиг при |
|
|
|
|
|
|
температуре |
|
|
|
|
|
|
260 оС |
|
|
|
|
487 |
|
|
|

Окончание табл. П.96
Марка сплавов
ВТ-0, ОТ4-1
ВТ5-1,
ВТ6С, ВТ14
Стандарт
ГОСТ 19807–91
Марка сварочной или |
|
Свариваемость |
|
|
|
присадочной проволоки |
|
|
|
||
|
|
|
|
||
В среде |
Газовая |
Стандарт |
|
Контактная |
сварка |
|
|
|
|
||
инертных |
|
Сварка плавлением |
|
|
|
сварка |
|
|
|
||
газов |
|
|
|
|
|
|
90015–70ОСТ1474–69-961ТУ |
|
всемиУдовлетворительная |
сваркиспособами |
|
химическоодинаковогоПроволокаметалломосновнымссоставаго |
- |
Хорошая |
|||
|
|
|
|
||
|
|
|
|
|
|
|
- |
|
Удовлетворительная |
|
|
|
|
|
|
|
|
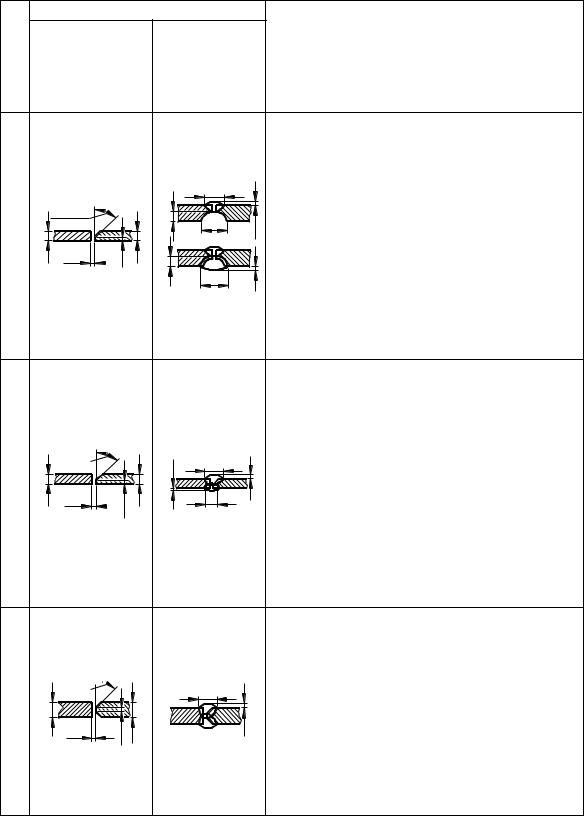
Таблица П.97
Соединения сварные. Размеры. ГОСТ 5264–80
Обозначение
С1
C28
Конструктивные элементы |
|
|
|
|
|
|
|||
подготовлен- |
|
|
Характерные размеры |
|
|||||
ных кромок |
сварного |
|
|
||||||
свариваемых |
шва |
|
|
|
|
|
|
||
|
деталей |
|
|
b |
|
|
|
|
|
|
b |
e |
s |
|
R |
i |
e, |
||
R |
номи- |
пред. |
|||||||
1 |
не более |
||||||||
|
i s |
|
|
нал |
откл. |
|
|
||
s |
|
|
|
|
|
|
|||
s1>1 |
|
1-2 |
0 |
+0,5 |
от s до 2s |
2s+3 |
|||
|
|
||||||||
|
|
2-4 |
-1,0 |
||||||
|
|
|
|
|
|
g |
|||
|
|
|
s |
R |
|
e, |
|
||
|
|
|
|
номи- |
пред. |
||||
|
|
e |
|
|
|
не более |
нал |
откл. |
|
|
|
|
|
|
|
|
|
||
|
1 |
|
1-2 |
|
|
3s+1 |
|
+1 |
|
|
|
|
|
|
|
|
|||
s |
s |
g |
2-6 |
от s до 2s |
3s+2 |
0 |
+2 |
||
|
|
|
6-9 |
|
|
2s+3 |
|
||
|
|
|
9-12 |
|
|
2s+4 |
|
+3 |
|
488

|
|
|
|
|
|
|
|
|
|
|
Продолжение табл. П.97 |
||||
Обозначение |
Конструктивные элементы |
|
|
|
|
|
|
|
|
|
|
||||
подготовленных |
|
|
|
|
Характерные размеры |
|
|||||||||
кромок свари- |
сварного шва |
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||
ваемых деталей |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
s=s1 |
b |
|
|
e, |
|
|
g |
|
|
|
|
|
|
|
|
номи- |
пред. |
|
|
|
|
||||
|
|
|
|
|
|
не более номи- |
пред. |
||||||||
|
|
b |
|
|
|
1,0- |
нал |
откл. |
|
|
нал |
|
откл. |
||
|
|
|
e |
|
0 |
|
+0,5 |
6 |
|
1,0 |
|
|
|||
С2 |
|
|
|
|
1,5 |
|
|
|
±0,5 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
s |
1 |
|
|
g |
1,5- |
|
|
|
|
|
|
|
|
|
|
s |
|
|
1 |
|
±1,0 |
7 |
|
1,5 |
|
|
||||
|
|
|
|
|
|
3,0 |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
+1,0 |
|
|
|
|
|
||
|
|
|
|
|
|
3,0- |
2 |
|
8 |
|
2,0 |
|
±1,0 |
||
|
|
|
|
|
|
4,0 |
|
-0,5 |
|
|
|||||
|
|
|
|
|
|
b |
|
|
|
|
g |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
s=s1 |
номи- |
|
пред. |
e, не e1, не номипред. |
|||||
|
|
|
|
|
|
|
нал |
|
откл. |
более более |
нал |
откл. |
|||
|
|
b |
|
e |
|
1,0- |
|
|
|
|
|||||
С4 |
|
1±1 |
|
0 |
|
±0,5 |
6 |
4 |
|
1,0 |
|
||||
|
|
|
|
1,5 |
|
|
±0,5 |
||||||||
s |
1 |
e1 |
g |
|
|
|
|
|
|
|
|
||||
|
s |
|
|
|
1,5- |
1 |
|
±1,0 |
7 |
6 |
|
1,5 |
|
||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
3,0 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3,0- |
2 |
|
+1,0 |
8 |
6 |
22,0 |
±1,0 |
||
|
|
|
|
|
|
4,0 |
|
+0,5 |
|||||||
|
|
|
|
|
|
b |
|
|
|
|
|
||||
|
|
|
|
|
|
s=s1 |
|
|
e, |
|
|
g |
|||
|
|
|
|
|
|
номи- |
|
пред. |
|
|
|||||
|
|
b |
|
|
|
|
не более |
(пред. откл ±1) |
|||||||
С7 |
|
|
e |
|
2 |
нал |
|
откл. |
|||||||
|
|
|
|
|
|
|
±1 |
8 |
|
|
1,5 |
||||
|
s |
1 |
|
|
g |
2-4 |
|
|
9 |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|||||
|
s |
|
|
2 |
|
+1,5 |
|
|
|
|
|||||
|
|
|
|
|
|
4-5 |
|
10 |
|
|
2,0 |
||||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
-1,0 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
2+1,5-2,0 |
|
e |
|
s=s1 |
h |
|
|
|
f |
e, не |
|
e1, |
|
|
|
h |
f |
|
(пред. |
(пред. |
|
||||||||
С42 |
s |
|
|
|
2±1 |
|
откл. ±1) |
откл. ±1 |
более |
не более |
|||||
|
|
1 |
h |
e1 |
|
10-12 |
8 |
|
|
|
11 |
14 |
|
|
16 |
|
|
s |
2±1 |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
489 |
|
|
|
|
|
|
|
|
|
Продолжение табл. П.97
Обозначение |
Конструктивные элементы |
|
подготовленных |
||
|
||
|
кромок сварисварного шва |
|
|
ваемых деталей |
|
|
|
|
e |
|
|
45°±2° |
|
h |
f |
2±1 |
С8 |
s |
|
|
||
|
|
|
|||
|
2+1-2 |
1±1 s1 |
h |
|
|
|
|
e1 |
2±1 |
||
|
|
|
|
||
|
|
|
|
|
45°±2° |
1 |
e |
|
g |
C12 |
s |
|
|
|
|
2+1-2 |
1±1 s1 |
e1 |
g |
|
|
|
45°±2°
e
С15 |
s |
2+1-2 |
1±1 |
1 |
g |
|
s |
|
|
Характерные размеры
s=s1 |
|
|
e |
|
|
|
|
|
|
|
|
g |
|
|
|
номинал |
|
|
пред. |
номи- |
|
пред. откл. |
|||||||||
|
|
|
откл. |
|
нал |
|
|
||||||||
3-5 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
+1,5 |
|
5-8 |
12 |
|
|
|
±2 |
|
|
|
|
|
|
|
|||
8-11 |
16 |
|
|
|
|
|
|
|
|
|
|
-0,5 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
||||
11-14 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14-17 |
24 |
|
|
|
|
|
|
0,5 |
|
|
|
|
|
||
17-20 |
28 |
|
|
|
|
|
|
|
|
|
+2,0 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
20-24 |
32 |
|
|
|
±3 |
|
|
|
|
|
|
|
|||
24-28 |
35 |
|
|
|
|
|
|
|
|
|
|
-0,5 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
||||
28-32 |
38 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
32-36 |
41 |
|
|
|
|
|
|
|
|
|
|
|
g=g1 |
||
s=s1 |
e |
|
|
|
|
e1±2 |
|
|
|
||||||
номи- |
пред. |
|
номи- |
|
пред. |
||||||||||
|
нал. |
|
|
откл. |
|
|
|
|
|
нал. |
|
откл. |
|||
3-5 |
8 |
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
5-8 |
12 |
|
|
|
±2 |
|
|
|
|
|
|
|
+1,5 |
||
|
|
|
|
|
|
|
|
|
|
|
|||||
8-11 |
16 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
11-14 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
-0,5 |
14-17 |
24 |
|
|
|
|
|
|
10 |
|
|
0,5 |
|
|
||
17-20 |
28 |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
20-24 |
32 |
|
|
|
±3 |
|
|
|
|
|
|
|
|
+2,0 |
|
24-28 |
35 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
28-32 |
38 |
|
|
|
|
|
|
12 |
|
|
|
|
|
-0,5 |
|
32-36 |
41 |
|
|
e |
|
|
|
|
|
|
g |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||||
s=s1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
номинал. |
|
пред. |
|
номинал. |
|
пред. |
|||||||||
|
|
|
|
|
|
откл. |
|
|
|
|
|
|
|
откл. |
|
8-11 |
10 |
|
|
|
|
±2 |
|
|
|
|
|
|
+1,5 |
||
11-14 |
12 |
|
|
|
|
|
|
|
|
|
|
-0,5 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
||||
14-17 |
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17-20 |
16 |
|
|
|
|
|
|
|
0.5 |
|
|
||||
20-24 |
18 |
|
|
|
|
±3 |
|
+2,0 |
|||||||
|
|
|
|
|
|
|
|
|
|
||||||
24-28 |
20 |
|
|
|
|
|
|
|
|
|
|
-0,5 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
||||
28-32 |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
32-36 |
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
490

Продолжение табл. П.97
Обозначение |
Конструктивные элементы |
|
деталей |
|
|
|
подготовлен- |
|
|
ных кромок |
сварного шва |
|
свариваемых |
|
|
2 |
|
|
|
|
5 |
|
|
|
|
|
° |
|
|
|
|
|
± |
|
|
|
|
2 |
|
|
|
|
° |
e |
С17 |
s |
|
|
|
|
|
g |
||
|
2+1-2 |
|
1±1 |
|
|
|
|
s1 |
|
|
|
25°± |
e |
С21 |
|
2° |
|
s |
|
e1 |
|
|
2+1-2 |
1±1 s1 |
|
|
g1 g |
||
|
|
25 |
° |
|
|
±2 |
|
|
° |
e |
С25 |
|
|
1±1 s1 |
|
|
2+1-2 |
g |
Характерные размеры
s=s1 |
|
|
|
e |
|
|
|
|
|
g |
|
|
||
номинал. |
|
пред. |
|
номинал. |
|
пред. |
||||||||
|
|
|
|
|
|
откл. |
|
|
|
|
откл. |
|||
3-5 |
8 |
|
|
|
|
|
|
|
|
|
|
+1,5 |
||
5-8 |
12 |
|
|
|
|
±2 |
|
|
|
|
||||
8-11 |
16 |
|
|
|
|
|
|
|
|
-0,5 |
||||
|
|
|
|
|
|
|
|
|
|
|||||
11-14 |
19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
14-17 |
22 |
|
|
|
|
|
|
|
0,5 |
|
|
|
||
17-20 |
26 |
|
|
|
|
|
|
|
|
+2,0 |
||||
|
|
|
|
|
|
|
|
|
|
|||||
20-24 |
30 |
|
|
|
|
±3 |
|
|
|
|
||||
24-28 |
34 |
|
|
|
|
|
|
|
|
-0,5 |
||||
|
|
|
|
|
|
|
|
|
|
|||||
28-32 |
38 |
|
|
|
|
|
|
|
|
|
|
|
|
|
32-36 |
|
42 |
e |
|
|
|
|
|
|
|
|
|
|
|
s=s1 |
|
|
|
|
|
e1, (пред. |
g=g1 |
|||||||
|
номи- |
|
пред. |
|
номи- |
пред. |
||||||||
|
|
|
откл. ±2) |
|||||||||||
|
|
нал. |
|
откл. |
|
|
|
|
нал. |
|
откл. |
|||
3-5 |
|
8 |
|
|
|
|
|
|
8 |
|
|
|
|
|
5-8 |
|
12 |
|
±2 |
|
|
|
|
|
|
+1,5 |
|||
|
|
|
|
|
|
|
|
|
|
|||||
8-11 |
|
16 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
11-14 |
|
19 |
|
|
|
|
|
|
|
|
|
|
|
-0,5 |
14-17 |
|
22 |
|
|
|
|
|
|
10 |
0,5 |
|
|
||
17-20 |
|
26 |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
||||
20-24 |
|
30 |
|
±3 |
|
|
|
|
|
|
|
|
+2,0 |
|
24-28 |
|
34 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
28-32 |
|
38 |
|
|
|
|
|
|
|
|
|
|
|
-0,5 |
32-36 |
|
42 |
|
|
|
e |
|
|
12 |
|
|
|
|
|
s=s1 |
|
|
|
|
|
|
|
|
|
|
|
g |
|
|
|
номинал. |
|
|
пред. откл. |
номи- |
пред. |
||||||||
|
|
|
|
|
|
|
|
|
|
|
нал. |
|
откл. |
|
8-11 |
|
10 |
|
|
|
|
±2 |
|
|
|
+1,5 |
|||
11-14 |
|
12 |
|
|
|
|
|
|
|
-0,5 |
||||
|
|
|
|
|
|
|
|
|
|
|||||
14-17 |
|
14 |
|
|
|
|
|
|
|
|
|
|
||
17-20 |
|
16 |
|
|
|
|
|
|
0,5 |
|
|
|||
20-24 |
|
18 |
|
|
|
|
±3 |
|
+2,0 |
|||||
|
|
|
|
|
|
|
|
|||||||
24-28 |
|
20 |
|
|
|
|
|
|
|
-0,5 |
||||
|
|
|
|
|
|
|
|
|
|
|||||
28-32 |
|
22 |
|
|
|
|
|
|
|
|
|
|
||
32-36 |
|
24 |
|
|
|
|
|
|
|
|
|
|
||
491

Продолжение табл. П.97
Обозначение
У1
У2
У4
У5
У6
Конструктивные элементы
подготовлен-
ных кромок Характерные размеры свариваемых сварного шва
деталей
|
b |
|
|
s |
b |
R |
i |
|
е, |
|
R |
i |
|
|
номи- |
пред. |
|
||||
* |
e |
|
|
|
|
|
не более |
|||
|
|
|
|
нал. |
откл. |
|
|
|
||
|
|
|
|
|
|
|
|
|
||
S1 |
|
|
1-2 |
|
+0,5 |
от s |
от s |
|
||
s1>1 |
s |
|
|
0 |
2s+3 |
|||||
|
|
|
|
|||||||
i*- размердля |
|
|
2-4 |
+1,0 |
до 2s |
до 3s |
||||
|
|
|
|
|||||||
справки |
|
|
|
|
|
|
|
|||
|
|
|
|
е, |
|
g |
|
|
||
|
0+2 |
|
|
s |
R |
|
|
|
||
R |
90°±5° |
|
|
не бо- |
номинал. |
|
Пред. |
|||
|
g |
|
|
лее |
|
|
|
откл. |
||
|
s |
e |
|
1-2 |
от s |
5 |
|
|
|
+1 |
s1 |
|
|
2-6 |
7 |
|
0 |
|
|
||
|
|
|
|
6-9 |
до 2s |
13 |
|
|
+2 |
|
|
|
|
|
|
|
|
||||
|
|
|
|
9-12 |
|
17 |
|
|
|
е, |
|
|
|
|
s |
n |
|
b |
|
|
|
|
|
|
|
|
|
|
не более |
|||
|
|
|
|
|
|
|
+0,5 |
|
||
|
s |
e |
|
1,0-1,5 |
|
|
|
6 |
||
|
|
1,5-3,0 |
|
|
+1,0 |
|
8 |
|||
|
b |
|
|
|
|
|
||||
n |
+1,5 -2,0 |
3,0-5,0 |
|
|
|
|
|
10 |
||
s1 |
|
|
+2,0 |
|
||||||
|
0,5 |
5,0-6,0 |
от 0 |
|
|
12 |
||||
s1>1 |
0 |
|
|
|
||||||
e |
|
|
|
|
||||||
|
s |
+1,5 -2,0 |
2-3 |
до 0,5s |
|
|
+1 |
|
8 |
|
|
|
3-5 |
|
|
|
|
10 |
|||
|
|
|
|
|
|
|
||||
n |
b |
K1 |
0,5 |
5-6 |
|
|
|
|
|
12 |
s1 |
|
|
|
+2 |
|
|||||
|
K1 |
|
6-8 |
|
|
|
|
14 |
||
s1>2 |
|
|
|
e |
|
|
g |
|||
|
|
|
|
s |
|
|
|
|
||
|
|
|
|
номи- |
пред. |
номинал. |
|
пред. |
||
|
|
|
|
|
нал. |
откл. |
|
откл. |
||
|
|
|
|
3-5 |
8 |
|
|
|
|
+1,5 |
|
|
|
|
5-8 |
12 |
±2 |
|
|
|
|
|
45°±2° |
|
|
8-11 |
16 |
|
|
|
-0,5 |
|
|
|
|
|
|
|
|
||||
2+1-2 |
|
|
11-14 |
20 |
|
|
|
|
|
|
|
e |
|
|
|
|
|
|
|||
|
|
|
14-17 |
24 |
|
|
|
|
|
|
s1 |
|
|
|
|
|
0,5 |
|
|
||
1±1 s |
g |
|
17-20 |
28 |
|
|
|
|
||
|
|
|
|
|
|
|||||
|
|
20-24 |
32 |
|
|
|
|
+2,0 |
||
s1>0,5s |
|
|
±3 |
|
|
|
||||
|
|
24-28 |
35 |
|
|
|
-0,5 |
|||
|
|
|
|
|
|
|
|
|||
|
|
|
|
28-32 |
38 |
|
|
|
|
|
|
|
|
|
32-36 |
41 |
|
|
|
|
|
492

Продолжение табл. П.97
Обозначение
У7
У8
У9
Конструктивные элементы
подготовлен-
ных кромок сварного шва свариваемых
деталей
2+1-2 |
45°±2° |
|
e |
|
|
||
s1 |
1±1 s |
g |
K1K1 |
|
|||
|
s1>0,5s |
|
|
45°±2° |
|
e |
|
s1 |
1±1 s |
e1 |
0,5)s g |
|
|||
2+1-2 |
|
- |
|
|
|
(0,15 |
|
s1>0,5s |
|
||
|
25° |
|
|
±2° |
|
2+1-2 |
1±1 s |
e |
g |
||
s1 |
|
|
s1>0,5s
Характерные размеры
s |
|
|
|
e |
|
|
|
|
g |
|
|
||
номи- |
|
пред. |
номинал. |
|
|
пред. |
|||||||
|
нал. |
|
откл. |
|
|
откл. |
|||||||
3-5 |
8 |
|
|
|
|
|
|
|
|
|
|
+1,5 |
|
5-8 |
12 |
|
|
|
±2 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
-0,5 |
|||||
8-11 |
16 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
11-14 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
14-17 |
24 |
|
|
|
|
|
|
0,5 |
|
|
|
|
|
17-20 |
28 |
|
|
|
|
|
|
|
|
|
+2,0 |
||
|
|
|
|
|
|
|
|
|
|
||||
20-24 |
32 |
|
|
|
±3 |
|
|
|
|
|
|||
24-28 |
35 |
|
|
|
|
|
|
|
|
-0,5 |
|||
|
|
|
|
|
|
|
|
|
|
||||
28-32 |
38 |
|
|
|
|
|
|
|
|
|
|
|
|
32-36 |
41 |
e |
|
|
|
|
e1 |
|
|
|
|
g |
|
|
|
|
|
|
|
|
|
|
|
||||
s |
номи |
пред. |
|
номи- |
пред. |
номи- |
пред. |
||||||
|
нал. |
откл. |
|
нал. |
откл. |
нал. |
откл. |
||||||
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8-11 |
10 |
|
±2 |
|
9 |
|
±2 |
|
|
|
|
+1,5 |
|
11-14 |
12 |
|
|
11 |
|
|
|
|
|
-0,5 |
|||
14-17 |
14 |
|
|
|
|
12 |
|
|
|
|
|
|
|
17-20 |
16 |
|
|
|
|
14 |
|
|
0,5 |
|
+2,0 |
||
20-24 |
18 |
|
±3 |
|
16 |
|
±3 |
|
|||||
|
|
|
|
|
|
|
|||||||
24-28 |
20 |
|
|
18 |
|
|
|
|
|
-0,5 |
|||
28-32 |
22 |
|
|
|
|
20 |
|
|
|
|
|
|
|
32-36 |
24 |
|
|
e |
|
22 |
|
|
|
g |
|
|
|
s |
|
|
|
|
|
|
|
|
|
|
|||
номинал. |
|
пред. |
номинал. |
|
пред. |
||||||||
3-5 |
|
8 |
|
|
|
откл. |
|
|
|
|
откл. |
||
|
|
|
|
|
|
|
|
|
|
+1,5 |
|||
5-8 |
12 |
|
|
|
±2 |
|
|
|
|
|
|||
8-11 |
16 |
|
|
|
|
|
|
|
|
-0,5 |
|||
|
|
|
|
|
|
|
|
|
|||||
11-14 |
19 |
|
|
|
|
|
|
|
|
|
|
|
|
14-17 |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
17-20 |
26 |
|
|
|
|
|
|
|
|
|
+2,0 |
||
20-24 |
30 |
|
|
|
±3 |
|
|
|
|
|
|||
24-28 |
34 |
|
|
|
|
|
|
|
|
-0,5 |
|||
|
|
|
|
|
|
|
|
|
|||||
28-32 |
38 |
|
|
|
|
|
|
|
|
|
|
|
|
32-36 |
42 |
|
|
|
|
|
|
|
|
|
|
|
|
493

Продолжение табл. П.97
Обозначение
У10
Т1
Т2
Т6
Конструктивные элементы
подготовлен-
ных кромок сварного шва свариваемых
деталей
|
25° |
|
|
|
± |
|
|
|
|
2° |
e |
|
|
|
|
2+1-2 |
|
1±1 s |
K1 g |
s1 |
|
|
K1 |
|
s1>0,5s |
|
|
|
|
s |
|
b |
|
s1 |
KK |
|
s1>2 |
|
|
|
s |
KK |
|
b |
|
s1 |
|
|
s1>2 |
|
|
1±1s (0,15-0,5)s
+1 -2 |
4 |
1 |
|
5 |
|
||
2 |
s |
|
|
|
° |
|
|
|
± |
|
|
|
2 |
e |
|
|
° |
||
|
|
||
|
s1>0,5s |
|
|
Характерные размеры
s |
e |
|
g |
|
|
номинал. |
пред. |
номинал. |
|
пред. |
|
3-5 |
8 |
откл. |
|
|
откл. |
|
|
|
+1,5 |
||
5-8 |
12 |
±2 |
|
|
|
8-11 |
16 |
|
|
-0,5 |
|
|
|
|
|||
11-14 |
19 |
|
|
|
|
14-17 |
22 |
|
0,5 |
|
|
17-20 |
26 |
|
|
+2,0 |
|
|
|
|
|||
20-24 |
30 |
±3 |
|
|
|
24-28 |
34 |
|
|
-0,5 |
|
|
|
|
|||
28-32 |
38 |
|
|
|
|
32-36 |
42 |
|
|
|
|
s |
|
|
b |
|
|
номинал. |
|
пред. откл. |
|
|
|
|
||
2-3 |
|
0 |
|
+1 |
3-15 |
|
|
+2 |
|
15-40 |
|
|
|
+3 |
s |
|
|
b |
||
|
номинал. |
|
|
пред. откл. |
|
|
|
|
|
||
2-3 |
|
0 |
|
|
+1 |
3-15 |
|
|
|
+2 |
|
15-40 |
|
|
b |
|
+3 |
s |
|
|
|
|
|
|
номинал. |
|
|
пред. откл. |
|
|
|
|
|
||
3-5 |
|
7 |
|
|
|
5-8 |
|
10 |
|
|
±2 |
8-11 |
14 |
|
|
||
|
|
|
|||
11-14 |
|
18 |
|
|
|
14-17 |
|
22 |
|
|
|
17-20 |
|
26 |
|
|
|
20-24 |
|
30 |
|
|
±3 |
24-28 |
33 |
|
|
||
|
|
|
|||
28-32 |
|
36 |
|
|
|
32-36 |
|
40 |
|
|
|
494
|
|
|
Продолжение табл. П.97 |
|
|
|
|
Обозначение |
Конструктивные элементы |
|
|
деталей |
|
|
|
|
подготовлен- |
|
Характерные размеры |
|
ных кромок |
сварного шва |
|
|
свариваемых |
|
|
|
|
|
|
|
|
s |
|
b |
|
|
|
|
|
|
номинал. |
пред. откл. |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
3-5 |
7 |
|
|
|
|
1±1 |
|
(0,15-0,5)s |
5-8 |
10 |
±2 |
|
|
|
|
|
|
|||
|
|
|
s |
|
8-11 |
14 |
|
|
|
+1 |
-2 |
4 |
|
K1 |
|
||
|
5 |
|
11-14 |
18 |
|
|||
|
°s1 |
|
|
|||||
Т7 |
2 |
|
|
|||||
|
|
± |
|
|
|
|||
|
|
2 |
K1 |
e |
14-17 |
22 |
|
|
|
|
|
° |
|
||||
|
|
|
s1>0,5s |
|
|
17-20 |
26 |
|
|
|
|
|
|
20-24 |
30 |
±3 |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
24-28 |
33 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
28-32 |
36 |
|
|
|
|
|
|
|
32-36 |
40 |
|
|
|
|
|
|
|
|
s |
|
|
|
|
|
2 |
° |
1±1 |
Т8 |
|
|
|
± |
+1 -2 |
||
|
5 |
° |
|
|
2 |
||
|
4 |
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
s1>0,5s
|
|
|
|
|
|
s |
|
|
|
|
|
° |
s/3 |
|
|
|
|
2 |
+1 |
|
|
|
|
|
|
2 |
|
|
|
|
± |
|
|
2- |
Т9 |
5 |
° |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
s1>0,5s
s





H1 |
|
s1 |
|
b |
B |
|
|
s1>2 |
(0,15-0,5)s
e
(0,15-0,5)s
e
K



 K
K
s |
|
b |
|
|
||
номинал. |
|
|
пред. откл. |
|||
|
|
|
||||
8-11 |
9 |
|
|
±2 |
||
11-14 |
11 |
|
|
|||
|
|
|
|
|||
14-17 |
12 |
|
|
|
|
|
17-20 |
14 |
|
|
|
|
|
20-24 |
16 |
|
|
±3 |
||
24-28 |
18 |
|
|
|||
|
|
|
|
|||
28-32 |
20 |
|
|
|
|
|
32-36 |
22 |
b |
|
|
|
|
s |
|
|
|
|
||
номинал. |
|
|
пред. откл. |
|||
|
|
|
||||
12-14 |
8 |
|
|
±2 |
||
14-17 |
10 |
|
|
|
|
|
17-20 |
12 |
|
|
|
|
|
20-24 |
14 |
|
|
±3 |
||
24-28 |
16 |
|
|
|||
28-32 |
17 |
|
|
|
|
|
32-36 |
18 |
|
|
|
|
|
36-40 |
19 |
|
|
|
b |
|
s |
B |
|
|
|
||
номинал. |
пред. откл. |
|||||
|
|
|||||
2-5 |
3-20 |
|
|
|
+1,0 |
|
5-10 |
8-40 |
0 |
|
+1,5 |
||
10-29 |
12-100 |
|
+2,0 |
|||
|
|
|
||||
29-60 |
30-240 |
|
|
|
||
|
|
|
|
|||
495