


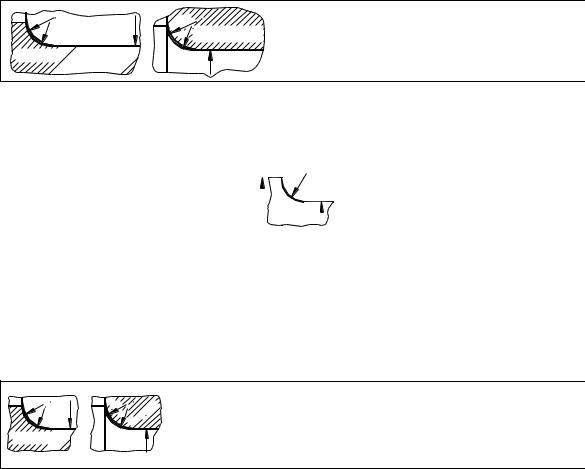
14.9. УПОРЫ, КАНАВКИ, ЗАКРУГЛЕНИЯ И ГАЛТЕЛИ НА ВАЛАХ И В КОРПУСАХ
Таблица П.169
Торцевое биение заплечиков, мкм (не более)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номинальные диаметры |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Класс точности подшипников |
|
|
|||||||||||||||||||||||||
0 |
|
|
|
|
|
6 |
|
|
|
|
|
5 |
|
|
|
|
|
|
4 |
|
|
|
|
0 |
6 |
|
5 |
4 |
|||||||||||||||||||||||||
посадочных мест валов и |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отверстия корпусов |
|||||||
отверстий, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Валы |
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(стаканов) |
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
До 50 |
20 |
|
|
|
|
10 |
|
|
|
|
7 |
|
|
|
|
|
|
4 |
|
|
|
|
- |
20 |
|
13 |
8 |
||||||||||||||||||||||||||
50–80 |
25 |
|
|
|
|
12 |
|
|
|
|
8 |
|
|
|
|
|
|
6 |
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
80-120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
45 |
22 |
|
15 |
9 |
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
120-150 |
|
|
30 |
|
|
|
|
15 |
|
|
|
|
10 |
|
|
|
|
8 |
|
|
|
|
50 |
25 |
|
18 |
10 |
||||||||||||||||||||||||||
150-180 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
30 |
|
20 |
12 |
||||||||||||||||||||||||||||||
180-250 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
70 |
35 |
|
22 |
15 |
250-315 |
|
|
35 |
|
|
|
|
17 |
|
|
|
|
12 |
|
|
|
|
9 |
|
|
|
|
80 |
40 |
|
25 |
17 |
||||||||||||||||||||||||||
315-400 |
|
|
40 |
|
|
|
|
20 |
|
|
|
|
13 |
|
|
|
|
10 |
|
|
|
90 |
45 |
|
30 |
20 |
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
Таблица П.170 |
||||
|
Допуски формы поверхностей валов и отверстий корпусов |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
||||
Класс точности |
Допуск круглости, |
|
|
Допуск цилиндричности, |
|
|
|||||||
подшипников |
не более |
|
|
|
|
не более |
|
|
|
|
|||
0; |
6 |
Половина допуска на диа- |
Половина допуска на диаметр поса- |
|
|||||||||
метр в любом сечении по- |
дочной поверхности на длине этой |
|
|||||||||||
|
|
садочной поверхности |
поверхности |
|
|
|
|
|
|
||||
5; |
4 |
Четверть допуска на диа- |
Четверть допуска на диаметр в лю- |
|
|||||||||
метр в любом сечении по- |
бом сечении посадочной поверхно- |
|
|||||||||||
|
|
садочной поверхности |
сти |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.171 |
||||
|
Шероховатость поверхностей посадок подшипников Rz, мкм |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Класс точности |
|
|
|
|||
|
Посадочные поверхности |
|
|
0; |
6 |
5; |
4 |
0; |
6 |
5; |
4 |
|
|
|
|
|
|
|
Диаметр, мм |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
Менее 80 |
|
|
80-500 |
|
|
|||
валов |
|
|
|
|
1,25 |
0,63 |
2,5 |
1,25 |
|
||||
отверстия корпусов (стаканов) |
|
|
|
||||||||||
|
|
|
|
|
|
|
|||||||
торцев заплечиков валов и корпусов (стаканов) |
|
2,5 |
1,25 |
|
|
|
|
|
|||||
|
|
551 |
|
|
|
|
|
|
|
|
|
|
|

 Корпус
Корпус


 Втулка
Втулка

 d
d





 1
1







 1:10
1:10






Окончание табл. П.179
Например, для конического конца вала типа 1 (с наружной резьбой), исполнения 1 (длинного), с номинальным диаметром d1=20 мм: К 1120 ГОСТ 12081–72
d1 |
d2 |
|
d3 |
d4 |
d5 |
d6 |
|
L1 |
|
|
L2 |
L3 |
L4 |
L5 |
L6 |
b |
h |
t |
|
Исполнение |
Исполнение |
||||||||||||||||||
|
1 |
|
2 |
|
|
|
|
1 |
2 |
1 |
2 |
|
|
|
|
|
|
|
|
12 |
11,10 |
|
- |
M8×1 |
M4 |
4,3 |
6,5 |
30 |
- |
18 |
- |
14 |
8 |
3,5 |
1,9 |
2 |
2 |
1,2 |
|
14 |
13,10 |
|
3 |
3 |
1,8 |
||||||||||||||
16 |
14,60 |
|
15,2 |
M10×1,25 |
40 |
28 |
28 |
16 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||
18 |
16,60 |
|
17,2 |
M5 |
5,3 |
8,0 |
17 |
10 |
4,5 |
2,3 |
|
|
|
||||||
19 |
17,60 |
|
18,2 |
4 |
4 |
2,5 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
20 |
18,20 |
|
18,9 |
M12×1,25 |
M6 |
6,4 |
10,0 |
50 |
36 |
36 |
22 |
21 |
12 |
5,5 |
3,0 |
||||
|
|
|
|
||||||||||||||||
22 |
20,20 |
|
20,9 |
|
|
|
|||||||||||||
24 |
22,20 |
|
22,9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
22,90 |
|
23,8 |
M16×1,5 |
M8 |
8,4 |
12,5 |
60 |
42 |
42 |
24 |
25 |
16 |
7,0 |
3,5 |
5 |
5 |
3,0 |
|
28 |
25,90 |
|
26,8 |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
30 |
27,10 |
|
28,2 |
M20×1,5 |
M10 |
11,0 |
15,6 |
80 |
58 |
58 |
36 |
30 |
20 |
9,0 |
4,0 |
|
|
|
|
32 |
29,10 |
|
30,2 |
6 |
6 |
3,5 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
35 |
32,10 |
|
33,2 |
M20×1,5 |
M10 |
11,0 |
15,6 |
80 |
58 |
58 |
36 |
30 |
20 |
9,0 |
4,0 |
6 |
6 |
3,5 |
|
36 |
33,10 |
|
34,2 |
M12 |
13,0 |
18,0 |
38 |
24 |
10,0 |
4,3 |
|||||||||
|
|
||||||||||||||||||
38 |
35,10 |
|
36,2 |
M24×2 |
|
|
|
|
|
|
|
|
|||||||
40 |
35,90 |
|
37,3 |
110 |
82 |
82 |
54 |
10 |
8 |
5,0 |
|||||||||
|
|
|
|
|
|
|
|
|
|||||||||||
42 |
37,90 |
|
39,3 |
M24×2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
45 |
40,90 |
|
42,3 |
M30×2 |
M12 |
13,0 |
18,0 |
|
|
|
|
|
38 |
24 |
10,0 |
4,3 |
10 |
8 |
5,0 |
48 |
43,90 |
|
45,3 |
110 |
82 |
82 |
54 |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
50 |
45,90 |
|
47,3 |
M36×3 |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
55 |
50,90 |
|
52,3 |
|
|
|
|
|
|
|
|
|
|
|
|
14 |
9 |
5,5 |
|
56 |
51,90 |
|
53,3 |
|
M20 |
21,0 |
28,0 |
|
|
|
|
|
53 |
36 |
12,5 |
6,0 |
|||
|
|
|
|
|
|
|
|
|
|
||||||||||
60 |
54,75 |
|
56,5 |
M42×3 |
|
|
|
|
|
16 |
10 |
6,0 |
|||||||
63 |
57,75 |
|
59,5 |
|
|
|
140105105 |
70 |
|
|
|
|
|||||||
65 |
59,75 |
|
61,5 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
70 |
64,75 |
|
66,5 |
M48×3 |
M24 |
25,0 |
36,0 |
|
|
|
|
|
63 |
40 |
14,0 |
9,5 |
18 |
11 |
7,0 |
Таблица П.180
Отверстия центровые с углом конуса 60о. Номинальные размеры, мм. ГОСТ 14034–74.
Форма А применяется в случаях: когда после обработки надобность в центровых отверстиях отпадает; когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой.
Форма В применяется в случаях: когда центровые отверстия являются базой для многократного использования; когда центровые отверстия должны сохраниться в готовых деталях.
Пример обозначения центрового отверстия формы А диаметром d=1 мм:
Отв. центр. А1 ГОСТ 14034–74
556

|
|
|
|
|
|
Окончание табл. П.180 |
Форма А |
|
Форма В |
|
|
|
|
|
|
L |
a |
|
|
|
d |
d 60°max |
D |
x |
|
° |
|
6 |
|
|
||||
D |
*1 |
d |
m |
* |
0 |
|
|
2d |
2 |
* – Размеры для справок |
|||
|
|
|
0 |
|
|
|
|
|
|
° |
|
1 |
|
|
|
|
|
|
|
|
L |
|
L1 |
|
|
|
|
L1 |
|
|
|
|
|
|
Масса изделия, кг, не более |
|
50 |
|
80 |
|
|
90 |
|
100 |
|
200 |
|
360 |
|
500 |
|
||||||||||||||||||||
|
|
d, мм |
|
|
|
|
|
|
|
2,00 |
2,50 |
|
|
3,15 |
|
4,00 |
|
5,00 |
|
6,30 |
|
8,00 |
|
|||||||||||||
D |
|
d |
|
|
|
d1 |
|
|
d2 |
|
|
L |
|
|
|
|
L1 |
|
|
|
L2 (отклонение по JS15) |
|||||||||||||||
4 |
1,00 |
|
|
|
2,12 |
|
|
3,15 |
|
1,3 |
|
|
|
|
0,97 |
|
|
|
|
|
|
1,27 |
|
|
|
|
|
|||||||||
5 |
1,25 |
|
|
|
2,65 |
|
|
4,00 |
|
1,6 |
|
|
|
|
1,21 |
|
|
|
|
|
|
1,60 |
|
|
|
|
|
|||||||||
6 |
1,60 |
|
|
|
3,35 |
|
|
5,00 |
|
2,0 |
|
|
|
|
1,52 |
|
|
|
|
|
|
1,99 |
|
|
|
|
|
|||||||||
10 |
2,00 |
|
|
|
4,25 |
|
|
6,30 |
|
2,5 |
|
|
|
|
1,95 |
|
|
|
|
|
|
2,54 |
|
|
|
|
|
|||||||||
14 |
2,50 |
|
|
|
5,30 |
|
|
8,00 |
|
3,1 |
|
|
|
|
2,42 |
|
|
|
|
|
|
3,20 |
|
|
|
|
|
|||||||||
20 |
3,15 |
|
|
|
6,70 |
|
|
10,00 |
|
3,9 |
|
|
|
|
3,07 |
|
|
|
|
|
|
4,03 |
|
|
|
|
|
|||||||||
30 |
4,00 |
|
|
|
8,50 |
|
|
12,50 |
|
5,0 |
|
|
|
|
3,90 |
|
|
|
|
|
|
5,06 |
|
|
|
|
|
|||||||||
40 |
5,00 |
|
|
|
10,60 |
|
16,00 |
|
6,3 |
|
|
|
|
4,85 |
|
|
|
|
|
|
6,41 |
|
|
|
|
|
||||||||||
60 |
6,30 |
|
|
|
13,20 |
|
18,00 |
|
8,0 |
|
|
|
|
5,98 |
|
|
|
|
|
|
7,36 |
|
|
|
|
|
||||||||||
80 |
8,00 |
|
|
|
17,00 |
|
22,40 |
|
10,1 |
|
|
|
|
7,79 |
|
|
|
|
|
|
9,35 |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.181 |
||||||
|
|
Радиусы закруглений и фаски. Номинальные размеры, мм |
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
1-й ряд |
|
0,6 |
|
1,0 |
|
1,6 |
|
2,5 |
|
4 |
|
6 |
|
10 |
|
16 |
|
25 |
|
40 |
60 |
100 |
|
160 |
|
|||||||||||
2-й ряд |
|
0,5 |
|
0,8 |
|
1,2 |
|
2 |
|
3 |
|
5 |
|
|
8 |
|
12 |
|
20 |
|
32 |
50 |
80 |
|
125 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.182 |
||||||
Предельные отклонения радиусов закруглений и фасок ГОСТ 25670–83 |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
Неуказанные предель- |
|
|
|
Интервалы номинальных размеров, мм |
|
|
|
|||||||||||||||||||||||||||||
ные отклонения линей- |
от 0,3 до 1,0 |
св. 1 до 3 |
св. 3 до 6 |
св. 6 до 30 |
св. 30 до 120 |
|
||||||||||||||||||||||||||||||
ных размеров по ква- |
Предельные |
отклонения радиусов закруглений и фа- |
|
|||||||||||||||||||||||||||||||||
литетам |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сок, мм |
|
|
|
|
|
|
|
|
|
|
||||||||
от 12 до 16 |
|
|
|
|
±0,1 |
|
|
±0,2 |
|
|
±0,3 |
|
±0,5 |
|
|
|
±1,0 |
|
||||||||||||||||||
|
17 |
|
|
|
|
|
|
|
- |
|
|
|
±0,3 |
|
|
±0,5 |
|
±1,0 |
|
|
|
±2,0 |
|
|||||||||||||
557






 20°
20°
 A
A



 H
H D
D





 d
d














 d
d







Таблица П.186
Эффективные коэффициенты концентрации при кручении Kτ, для валов и осей с галтелями
D/d |
r/d |
|
Временное |
|
D/d |
r/d |
|
Временное |
|
||
сопротивление σв, МПа |
сопротивление σв, МПа |
||||||||||
|
|
700 |
800 |
900 |
1000 |
|
|
700 |
800 |
900 |
1000 |
|
0,00 |
1,52 |
1,63 |
1,72 |
1,83 |
|
0,08 |
0,22 |
1,26 |
1,30 |
1,31 |
|
0,02 |
1,36 |
1,41 |
1,45 |
1,50 |
1,1-1,2 |
0,10 |
0,19 |
1,21 |
1,24 |
1,26 |
|
0,04 |
1,24 |
1,27 |
1,29 |
1,32 |
0,15 |
0,11 |
1,14 |
1,15 |
1,18 |
|
|
|
||||||||||
≤1,1 |
0,06 |
1,18 |
1,20 |
1,23 |
1,24 |
|
0,20 |
0,08 |
1,11 |
1,12 |
1,15 |
0,08 |
1,14 |
1,16 |
1,18 |
1,19 |
|
0,00 |
2,15 |
2,40 |
2,60 |
2,85 |
|
|
|
||||||||||
|
0,10 |
1,11 |
1,13 |
1,15 |
1,16 |
|
0,02 |
1,80 |
1,90 |
2,00 |
2,10 |
|
0,15 |
1,07 |
1,08 |
1,09 |
1,11 |
|
0,04 |
1,53 |
1,6 |
1,65 |
1,70 |
|
0,20 |
1,05 |
1,06 |
1,07 |
1,09 |
1,2-2 |
0,06 |
1,40 |
1,45 |
1,50 |
1,53 |
|
0,00 |
1,85 |
2,04 |
2,18 |
2,37 |
0,08 |
1,30 |
1,35 |
1,40 |
1,42 |
|
|
|
||||||||||
1,1-1,2 |
0,02 |
1,59 |
1,67 |
1,74 |
1,81 |
|
0,10 |
1,25 |
1,28 |
1,32 |
1,35 |
0,04 |
1,39 |
1,45 |
1,48 |
1,52 |
|
0,15 |
1,15 |
1,18 |
1,20 |
1,24 |
|
|
|
||||||||||
|
0,06 |
1,30 |
1,33 |
1,37 |
1,39 |
|
0,20 |
1,10 |
1,14 |
1,16 |
1,20 |
Таблица П.187
Эффективные коэффициенты концентрации Kσ для валов и осей с выточками
t/r |
r/d |
Временное сопротивле- |
t/r |
r/d |
Временное сопротивление |
||||||||
|
ние σв, МПа |
|
|
σв, МПа |
|
||||||||
|
|
650 |
700 |
800 |
900 |
1000 |
|
|
650 |
700 |
800 |
900 |
1000 |
|
0 |
1,96 |
2,11 |
2,26 |
2,4 |
2,5 |
|
0 |
2,05 |
2,2 |
2,36 |
2,52 |
2,62 |
|
0,02 |
1,82 |
1,92 |
2,06 |
2,21 |
2,3 |
|
0,02 |
1.89 |
1,99 |
2,15 |
2,31 |
2,41 |
0,4-0,6 |
0,04 |
1,77 |
1,82 |
1,96 |
2,06 |
2,16 |
1,0-1,5 |
0,04 |
1,84 |
1,89 |
2,05 |
2,15 |
2.26 |
0,06 |
1,72 |
1,77 |
1,87 |
1,92 |
1,96 |
0,06 |
1,78 |
1,84 |
1,94 |
1,99 |
2,05 |
||
|
0,08 |
1,68 |
1,72 |
1,77 |
1,87 |
1,92 |
|
0,08 |
1.73 |
1,78 |
1,84 |
1,94 |
1,99 |
|
0,10 |
1,63 |
1,68 |
1,72 |
1,77 |
1,82 |
|
0,10 |
1,68 |
1,73 |
1,78 |
1,84 |
1,89 |
|
0,15 |
1,53 |
1,55 |
1,58 |
1,63 |
1,68 |
|
0,15 |
1,58 |
1,60 |
1,63 |
1,68 |
1,73 |
|
0 |
2 |
2,15 |
2,30 |
2,45 |
2.55 |
|
0 |
2,09 |
2,25 |
2,42 |
2,58 |
2,69 |
|
0,02 |
1,85 |
1,95 |
2,10 |
2,25 |
2,35 |
|
0,02 |
1,93 |
2,04 |
2,20 |
2,36 |
2,47 |
0,6-1,0 |
0,04 |
1,80 |
1,85 |
2,00 |
2,10 |
2,20 |
1,5-2,0 |
0,04 |
1,87 |
1,93 |
2,09 |
2,20 |
2,31 |
0,06 |
1,75 |
1,80 |
1,90 |
1,95 |
2,00 |
0,06 |
1,82 |
1,87 |
1,98 |
2,04 |
2,09 |
||
|
0,08 |
1,70 |
1,75 |
1,80 |
1,90 |
1,95 |
|
0,08 |
1,76 |
1,82 |
1,87 |
1,98 |
2,04 |
|
0,10 |
1,65 |
1,70 |
1,75 |
1,80 |
1,85 |
|
0,10 |
1,71 |
1,76 |
1,82 |
1,87 |
1,93 |
|
0,15 |
1,55 |
1,57 |
1,60 |
1,65 |
1,70 |
|
0,15 |
1,60 |
1,62 |
1,66 |
1,71 |
1,76 |
560
Таблица П.188
Эффективные коэффициенты концентрации Kτ для валов и осей с выточками
t/r |
r/d |
Временное сопротивле- |
t/r |
r/d |
Временное сопротивление |
|||||||||
|
ние σв, МПа |
|
|
σв, МПа |
|
|||||||||
|
|
650 |
700 |
800 |
900 |
1000 |
|
|
650 |
700 |
800 |
900 |
1000 |
|
|
0,02 |
1,29 |
1,32 |
1,39 |
1,46 |
1,50 |
1,1-1,2 |
0,08 |
1,27 |
1,32 |
1,41 |
1,50 |
1,55 |
|
|
0,04 |
1,27 |
1,30 |
1,37 |
1,43 |
1,48 |
0,10 |
1,23 |
1,27 |
1,37 |
1,41 |
1,47 |
||
1,02-1,1 |
0,06 |
1,25 |
1,29 |
1,36 |
1,41 |
1,46 |
|
0,15 |
1,18 |
1,23 |
1,27 |
1,32 |
1,37 |
|
0,08 |
1,21 |
1,25 |
1,32 |
1,39 |
1,43 |
|
0,02 |
1,4 |
1,45 |
1,55 |
1,65 |
1,70 |
||
|
|
|||||||||||||
|
0,10 |
1,18 |
1,21 |
1,29 |
1,32 |
1,37 |
|
0,04 |
1,38 |
1,42 |
1,52 |
1,60 |
1,68 |
|
|
0,15 |
1,14 |
1,18 |
1,21 |
1,25 |
1,29 |
1,2-1,4 |
0,06 |
1,35 |
1,4 |
1,50 |
1,57 |
1,65 |
|
1,1-1,2 |
0,02 |
1,37 |
1,41 |
1,5 |
1,59 |
1,64 |
0,08 |
1,3 |
1,35 |
1,45 |
1,55 |
1,60 |
||
|
||||||||||||||
0,04 |
1,35 |
1,38 |
1,47 |
1,55 |
1,62 |
|
0,10 |
1,25 |
1,3 |
1,40 |
1,45 |
1,52 |
||
|
0,06 |
1,32 |
1,37 |
1,46 |
1,52 |
1,59 |
|
0,15 |
1,2 |
1,25 |
1,30 |
1,35 |
1,40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.189 |
|||||
Эффективные коэффициенты концентрации Kσ и Kτ |
|
|
|
|
|
|
|||||||||||||
для сечения вала с поперечным отверстием диаметром d |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Характер нагружения, |
d/D |
|
|
Временное сопротивление σв, МПа |
|||||||||||||||
коэффициент |
|
|
|
700 |
|
|
800 |
|
|
900 |
|
|
1000 |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Изгиб, Kσ |
|
0,05-0,15 |
|
2,00 |
|
|
2,02 |
|
2,12 |
|
|
2,35 |
|
||||||
|
0,15-0,25 |
|
1,80 |
|
|
1,82 |
|
1,90 |
|
|
2,10 |
|
|||||||
|
|
|
|
|
|
|
|
|
|||||||||||
Кручение, Kτ |
|
0,05-0,25 |
|
1,75 |
|
|
1,83 |
|
|
|
2,00 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.190 |
|||||
Коэффициенты Kσ и Kτ для сечения вала со шпоночной канавкой |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Характер нагружения, |
|
|
Временное сопротивление σв, МПа |
|
|
|
|||||||||||||
коэффициент |
|
500 |
|
600 |
|
|
700 |
|
800 |
|
900 |
|
|
1000 |
|
||||
Изгиб, Kσ |
|
1,50 |
|
1,63 |
|
1,75 |
|
1,84 |
|
1,92 |
|
|
2,00 |
|
|||||
Кручение, Kτ |
|
1,40 |
|
1,50 |
|
1,60 |
|
1,70 |
|
1,90 |
|
|
2,10 |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.191 |
|||||
Рекомендуемые величины масштабных факторов εσ и ετ |
|
|
|
||||||||||||||||
|
|
для различных диаметров вала |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Вид деформации, |
|
Материал |
|
|
|
|
Диаметр вала, мм |
|
|
|
|||||||||
масштабный фактор |
|
15 |
20 |
30 |
40 |
|
50 |
70 |
|
|
100 |
200 |
|
||||||
|
|
|
|
|
|
|
|
|
|||||||||||
Изгиб, εσ |
Углеродистая сталь |
0,93 |
0,92 |
0,88 |
0,85 |
0,81 |
0,76 |
0,70 |
0,61 |
|
|||||||||
Легированная сталь |
0,86 |
0,83 |
0,77 |
0,73 |
0,7 |
0,65 |
0,59 |
0,52 |
|
||||||||||
|
|
||||||||||||||||||
Изгиб, ετ |
|
|
|||||||||||||||||
Сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
561