

Таблиця 9.1 - Величина корекції кута профілю фрези в нормальному перерізі [6,4]
mo |
20 |
30 |
40 |
4030 |
50 |
5030 |
60 |
6030 |
70 |
|
0 |
1 |
1,5 |
2 |
2,5 |
3,5 |
4 |
5 |
6 |
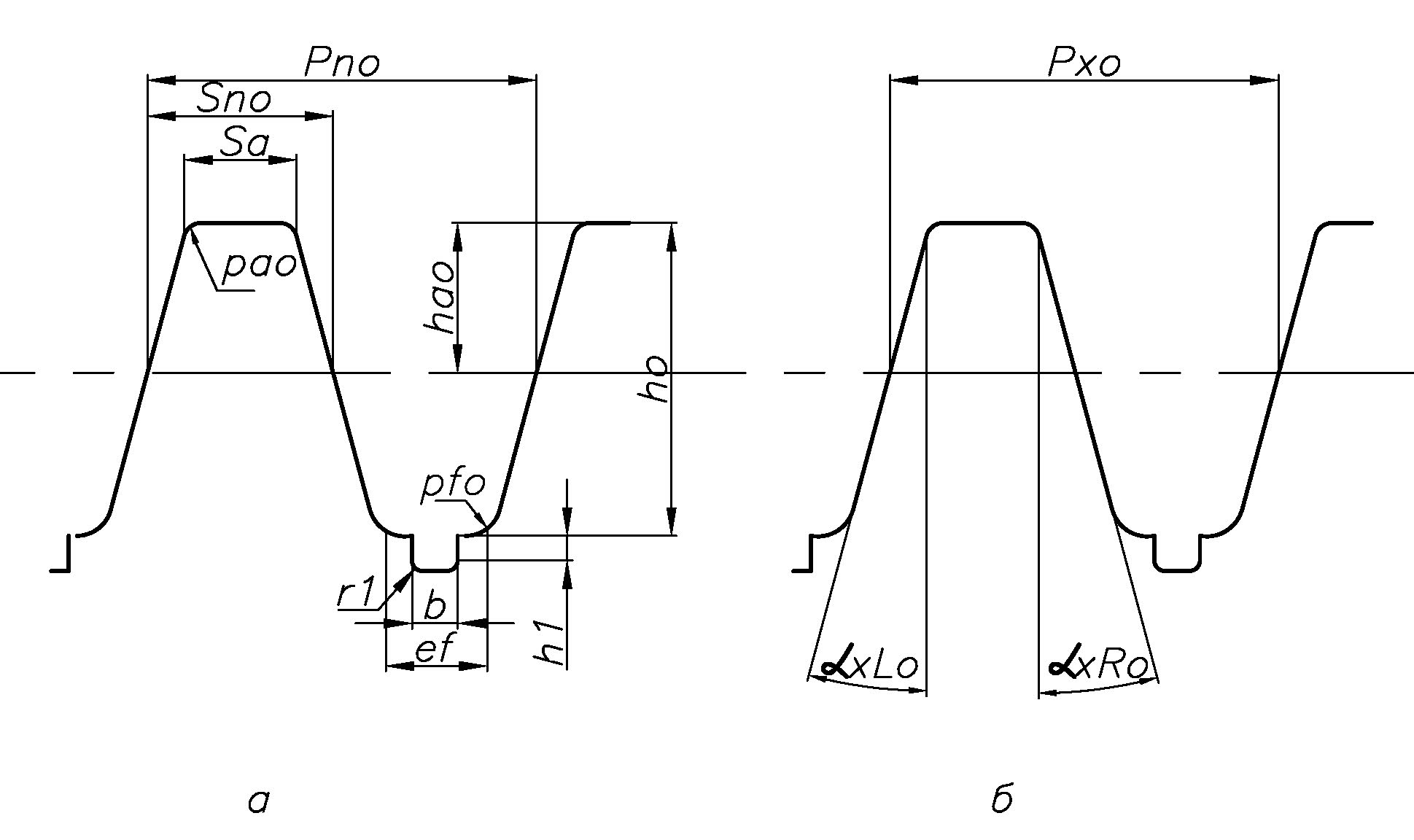
Рисунок 9.2 – Профіль зубців фрези з основним архімедовим
черв'яком:
а – нормальний переріз;
б – осьовий переріз.
При виконанні завдання № 2 S можна прийняти по таблиці 9.2.
Таблиця 9.2 – Стовщення зуба ΔS інструментальної рейки для одержання бічного зазору при зачепленні коліс, що нарізаються, зі своїми парами [6, 4]
m, мм |
1-2 |
2,25-3,75 |
4-5,5 |
6,0-6,5 |
7-10 |
11-16 |
18-20 |
22-25 |
S, мм |
0,10 |
0,14 |
0,17 |
0,2 |
0,22 |
0,34 |
0,42 |
0,46 |
Якщо фреза проектується для нарізування колеса з залишенням припуску під наступну обробку, то
Sno
=
![]() –
,
–
,
де – припуск під наступну обробку.
4. Висота голівки зуба фрези
hao = hf1 =( hа*+с*) т = 1,25 т (точність 0,01 мм).
5. Висота ніжки зуба фрези
hfo= ha1 + с=( hа*+с*) т = 1,25 т (точність 0,01 мм).
6. Висота зуба фрези
ho = hao + hfo (точність 0,01 мм).
7. Радіус скруглення ніжки зуба фрези
ρfo = (0,25-0,3)m (точність 0,1 мм).
8. Радіус скруглення голівки зуба фрези
ρna = (0,3-0,4)m (точність 0,1 мм).
9. Товщина зуба на вершині (без урахування скруглення; технологічний
розмір)
Sа = Sno – 2ho tgo (точність 0,001 мм).
У фрез з модулем m 4 мм для полегшення шліфування
передбачаються канавки на дні западини для виходу шліфувального круга. Розміри їх визначаються:
а) ширина западини між зубцями фрези
еf =Pna –(Snо + 2hfо tgo) (точність 0,1 мм);
б) ширина канавки
b 0,75ef (точність 0,1 мм);
в) глибина канавки
h1 = 0,52 мм;
г) радіус дна канавки
r1 = 0,61,3 мм.
Профілювання в осьовому перерізі
При профілюванні в осьовому перерізі (основний черв'як архимедов) розміри профілю зубців задаються в двох перерізах (рис. 9.2): у перерізі нормальному до витків (перпендикулярно витку на середньому діаметрі основного черв'яка) указуються всі лінійні розміри зуба, тому що в цьому перерізі задаються всі розміри колеса (рис. 9.2, а); в осьовому перерізі – кутові розміри (бічні сторони зуба прямолінійні тільки в цьому перерізі) і крок по осі Рхо (рис. 9.2, б). Усі лінійні розміри зуба в нормальному перерізі розраховуються як і у випадку профілювання по нормалі. Розміри в осьовому перерізі визначаються у такій послідовності.
Кут профілю на лівій стороні зуба [2, 7]
ctgxLo = ctgчер. kּZo / Pzo , (9.2)
де чер. – профільний кут основного черв'яка (ctgчер. = ctg1 cosmо);
k – величина затилування;
Zо – число стружкових канавок (зубців фрези );
Pzo – хід гвинтової стружкової канавки
2. Кут профілю на правій стороні зуба
ctgxRo
= ctgчер.
![]() k ·Zo
/ Pzo .
(9.3)
k ·Zo
/ Pzo .
(9.3)
При розрахунку xLo і xRo верхній знак береться для правих фрез, нижній – для лівих.
3. Крок по осі (відстань по осі між однойменними точками двох сусідніх
зубців)
Pxo =Pno/cosmо (точність 0,001 мм).
9.4 Конструктивні, геометричні і розрахункові параметри
черв'ячних модульних фрез
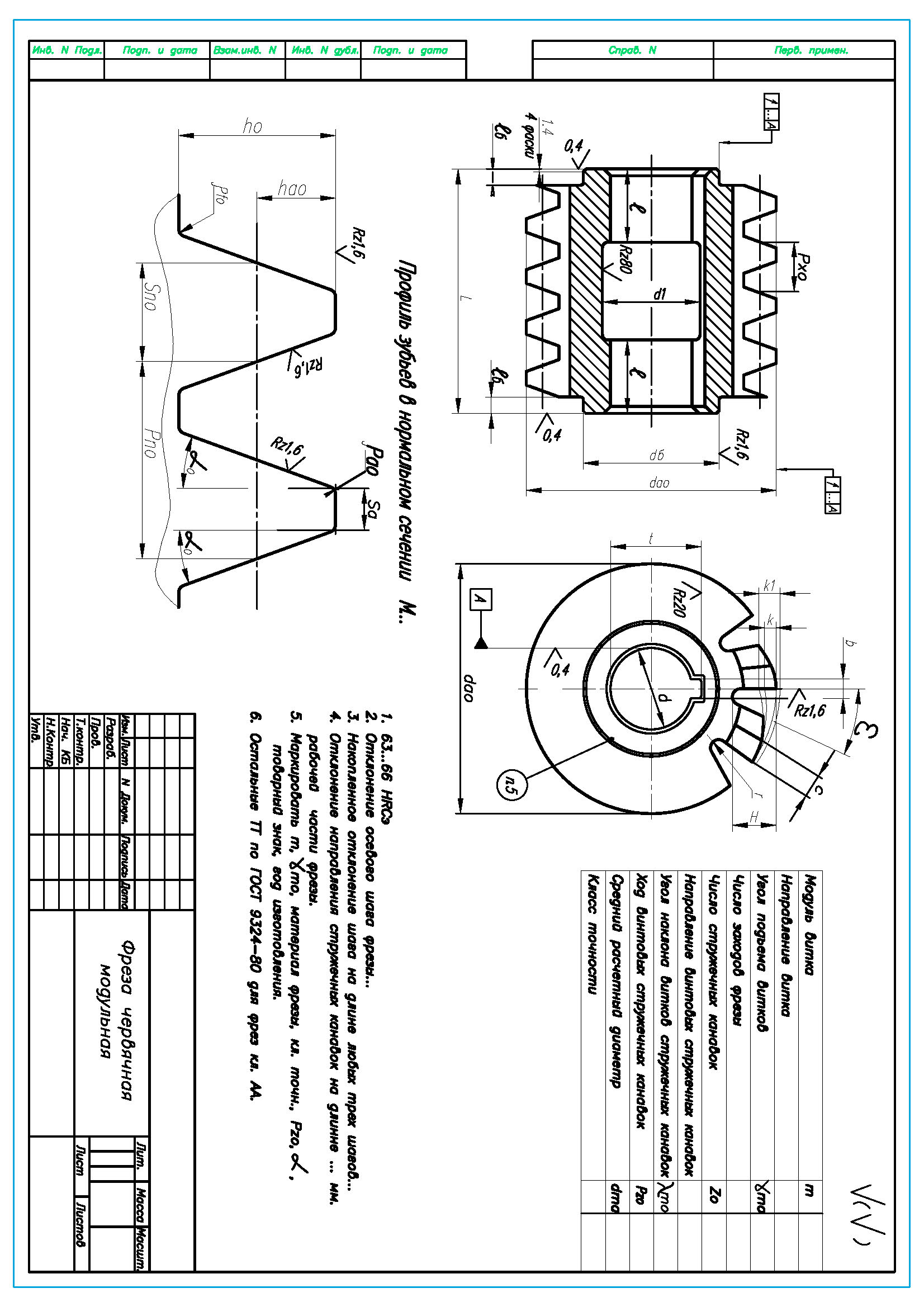
Конструктивні, геометричні і розрахункові параметри, що позначені на рисунку 9.3, визначаються в наступній послідовності.
Конструктивні параметри черв'ячних фрез
Зовнішній діаметр черв'ячних фрез da вибирається з урахуванням наступного.
З однієї сторони, чим більше da , тим менше кут підйому витків черв'ячної фрези mo і менші органічні похибки профілю фрези, внесені наближеним методом профілювання; тим більше число зубців Zо, а отже точніше профіль колеса через зменшення огранювання; вище продуктивність і рівномірність зубофрезерування; тим більше діаметр посадкового отвору dотв. і вище жорсткість кріплення інструмента.
З іншого боку, чим більше da, тим більші витрати інструментального матеріалу, більші крутильний момент на шпинделі і час врізання.
Вирішальне значення має точність профілю, тому прецизійні фрези класу АА мають da на 30%-35% більшим, ніж аналогічні фрези загального призначення (таблиця 9.3). При виконанні завдання№ 2 вибір da можна
робити по таблиці 9.3, де приведені розміри стандартних фрез за
ГОСТ 9324-80.
Діаметр посадкового отвору dотв. попередньо вибирається якнайбільшим, тому що збільшується жорсткість оправки, що у свою чергу дозволяє підвищити продуктивність і точність зубофрезерування. Обмеженням при виборі dотв. служить товщина тіла фрези (стінки), що повинна бути не менш (0,25 0,3)dотв. .
Приблизно діаметр dотв. можна підрахувати [5]
(1,6-2)dотв = da – 2Н,
де Н – глибина стружкової канавки.
Після попереднього визначення величину dотв округляють до стандартного розміру (таблиця 9.3), щоб використовувати стандартні оправки.
Ширина буртиків lб приймається 4-6 мм.
Розміри шпонкового пазу b і t вибирають, виходячи з розміру dотв, причому варто мати на увазі, що збільшення ширини шпонкового паза b є небажаним, тому що знижує точність центрування фрези на оправці. Звичайно b вибирається менше, ніж рекомендується в довідниках по деталях машин з умови передачі максимального крутильного моменту, що допускається валом (таблиця 9.3).
Величиною обмеження тут є не міцність шпонки, а точність посадки фрези на оправку.
Розміри фасок вибираються в межах 0,5-1,5 мм у залежності від розмірів фрези.
Число зубців (стружкових канавок) фрези Zо вибирається максимально можливим, тому що це зменшує подачу на зубець фрези, а при незмінній
подачі дозволяє підвищити продуктивність зубофрезерування, зменшує шорсткість (огранювання) зубців, що нарізаються, підвищує рівномірність фрезерування. Але при цьому стружкова канавка повинна бути досить широкою для вільного розміщення стружки і виходу інструмента при затилуванні, а довжина зубців у основи повинна забезпечувати необхідну їхню міцність і достатню кількість перегострень. Останні умови виконуються при довжині (0,8-1) глибини стружкової канавки Н. Для завдання Zо можна прийняти по таблиці 9.3.
Таблиця 9.3 - Конструктивні розміри цілісних черв'ячних модульних фрез
Модуль, мм |
Діаметри, мм |
Довжина L виконання, мм |
Ширина бур-тика, мм |
Кількість стружкових канавок |
Розміри шпонкового паза, мм |
||||
dа |
dотв |
dб |
1 |
2 |
lб |
Zо |
b |
t |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Тип 1 – цільні прецизійні фрези модулів 1-10 мм класу точності АА |
|||||||||
1-1,25 1,375-1,75 2-2,25 2,5-2,75 3-3,75 4-4,5 5-5,5 6-7 8 9 10 |
71 80 90 100 112 125 140 160 180 180 180 |
32 32 40 40 40 50 50 60 60 60 60 |
50 55 60 65 70 80 85 90 95 95 95 |
71 80 90 100 112 125 140 155 175 180 180 |
– – – – – – – – – – – |
5 5 5 5 5 5 5 6 6 6 6 |
16 16 14 14 14 14 14 12 12 12 12 |
8 8 10 10 10 12 12 14 14 14 14 |
34,8 34,8 43,5 43,5 43,5 53,5 53,5 64,2 64,2 64,2 64,2 |
Продовження таблиці 9.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Тип 2 – цільні фрези модулів 1-10 мм класу точності А, В, С, D; модулів 11-14 мм класів точності АА, А, В, С, D; модулів 16-20 мм класу точності АА й А |
|||||||||
1 1,125 1,25-1,375 1,5-1,75 2 2,25 2,5-2,75 3-3,25 3,5 3,75 4 4,25-4,5 5 5,5-6 6,5 7 7 8 9 10 11 12 14 16 18 20 |
40 50 50 63 63 71 71 80 80 90 90 90 100 112 118 118 118 125 140 150 160 170 190 212 236 250 |
16 22 22 27 27 27 27 32 32 32 32 32 32 40 40 40 40 40 40 50 50 50 50 60 60 60 |
25 33 33 40 40 40 40 50 50 50 50 50 50 60 60 60 60 60 60 75 75 75 85 100 100 100 |
32 32 40 50 50 56 63 71 71 80 80 90 100 112 118 125 – 132 150 170 180 200 224 250 280 300 |
50 63 70 80 90 90 100 112 125 125 140 140 140 160 160 – 160 180 180 200 – – – – – – |
4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 5 5 5 5 5 5 5 6 6 6 |
12 12 12 12 12 12 12 10 10 10 10 10 10 10 9 9 9 9 9 9 9 9 9 8 8 8 |
4 6 6 6 6 6 6 8 8 8 8 8 8 10 10 10 10 10 10 12 12 12 12 14 14 14 |
17,7 24,1 24,1 29,4 29,4 29,4 29,4 34,8 34,8 34,8 34,8 34,8 34,8 43,5 43,5 43,5 43,5 43,5 43,5 53,5 53,5 53,5 53,5 64,2 64,2 64,2 |

Правильність вибору Zо перевіряється кресленням.
Кут профілю стружкової канавки приймається по нормалям на кутові фрези ( див. табл. 9.4).
Таблиця 9.4 - Кут профілю стружкової канавки
Число зубців |
12 |
10 |
9 |
8 |
Кут профілю стружкової канавки |
18 |
22 |
22 |
25-30 |
У фрез зі шліфованим профілем варто приймати більше для виходу шліфувального круга, чим у фрез з не шліфованим.