

Конструкция и принцип работы приспособления
 Приспособление
состоит из плиты, призм, винтового
прихвата и крепежно-установочных
деталей. Деталь вал устанавливается в
призмы, доводится до упора в торец и
прижимается прихватом к призмам.
Приспособление
состоит из плиты, призм, винтового
прихвата и крепежно-установочных
деталей. Деталь вал устанавливается в
призмы, доводится до упора в торец и
прижимается прихватом к призмам.
Установочным элементом принимаем две опорные призмы и в качестве упора для торца – постоянную опору.
Призму и установ крепим винтами, а для предохранения от сдвига используем штифты.
Для зажима принимаем ручной резьбовой передвижной (отводной) прихват. В его комплект входят: прихват, шпильки, пружина, опора, гайки и шайбы.
Корпус приспособления, имеющий вид плиты, выполняется стандартным.
Расчет необходимого условия зажима
4.1 Схема действующих сил.
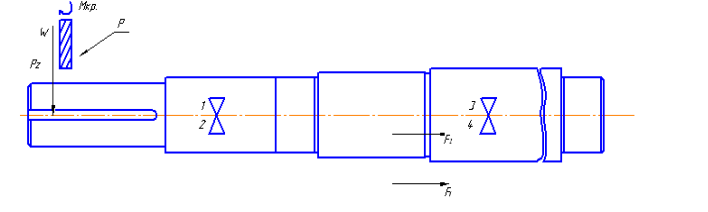
Рисунок 2 – Схема действующих сил
4.2
В процессе резания на заготовку действует
сила резания
![]() которая стремится сдвинуть заготовку
вдоль оси, этому противодействует
суммарная сила трения. Уравнение
равенства будет иметь вид: K*
-
которая стремится сдвинуть заготовку
вдоль оси, этому противодействует
суммарная сила трения. Уравнение
равенства будет иметь вид: K*
-
![]()
4.3 Выразим через W

где k- коэффициент заноса , k=1,5
Pz- сила резанья
∑Fтр- сила трения
4.4 Найдем усилие зажима
∑Fтр=F1+4F2
F1=W*f1
 F2=N*f2
F2=N*f2
где f1 и f2- коэффициенты трения контактирующих поверхностей заготовок с прихватом и призмой, f1=f2=0,16
α=90º - угол призмы
![]()
![]()
![]()
Где К – коэффициент запаса, К=1,5
4.5 Найдем силу резания Pz
где z- число зубьев фрезы
n- частота вращения фрезы, об/мин
Cp - коэффициенты зависящие от вида обработки; Cp =47
х, y , n, g – показатели степеней; x=0,86, y= 0,72, n= 0,1, q= 0,86, w= 0
t – глубина резания; t =12мм
В – ширина фрезерования; B= 52
Кр – поправочный коэффициент, учитывающий фактические условия резания
![]() ,
,
где Кмр - поправочный коэффициент, учитывающий механические свойства обрабатываемого материала
![]()
где n – показатель степени; n=0,3
где σв = 600 МПа – для стали 45
![]()
Остальные коэффициенты необходимые для расчетов
Ср =68,2
X=0,86
Y=0,72
U=1
Q=0,86
W=0
![]()
Расчет конструктивных элементов приспособления
Определение усилия на шпильке:
Для создания необходимого усилия зажима W необходимо завинчивать гайку. При завинчивании гайки на винте создается некоторое усилие Q номинальное, через прихват передается на заготовку для определенными усилиями. Q номинальное необходимо разить в винтовой паре для создания необходимого зажима W. Составить уравнения равновесия прихвата.
W(L1+L2)=Q*L2

![]()
Определение геометрических параметров винтовой пары:

Где С = 1,4 – коэффициент вида резьбы
![]() =600 [МПа]
=600 [МПа]

Примем резьбу на винтовой паре М16, ниже характеристики гайки:
P=2,0 [мм] – шаг резьбы
D1 = 13,835 [мм] – внутренний диаметр гайки
D2 = Dcp = 14,701 [мм] – средний диаметр резьбы
 [σr]=245
[МПа]
[σr]=245
[МПа]