

2.6 Обоснование выбора сварочного оборудования.
Сварочное оборудование выбирается в зависимости от режимов сварки и конструктивных особенностей изделия.
Для автоматической сварки продольных и кольцевых стыков целесообразно применять сварочный автомат для сварки вольфрамовым электродом с применением присадочной проволоки АСВГ-5, технические характеристики которых приведены в таблице:
Таблица 13 – Технические характеристики подвесные сварочные головки АСВГ-5
Параметры |
АСВГ-5 |
АВГ-5 |
Диаметр электрода, мм |
1-5 |
2-4 |
Напряжение питающей сети, В |
380 |
380 |
Диаметр присадочной проволоки, мм |
0,8-3 |
0,8-2 |
Номинальный сварочный ток, |
315 |
600 |
Масса, кг |
38 |
40 |
Скорость установки дуги, мм/с |
2,0 |
2,8 |
Макс. скорость подачи, м/мин |
90 |
80 |
Габаритные размеры, мм |
290х385х675 |
1388×800×1820 |
Масса , кг |
26,5 |
40 |
Сварку сплава Амг-61 необходимо выполнять автоматом АСВГ-5, т.к. она предназначена для автоматической сварки неплавящимся электродом в среде Ar продольных и кольцевых швов конструкций из различных марок сталей, жаропрочных, титановых и других сплавов.
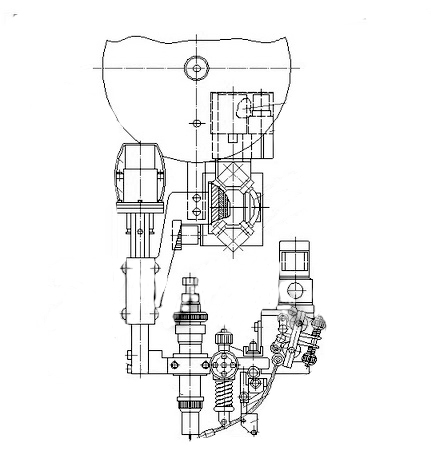
Рисунок 4 – Сварочный автомат для АСВГ-5 для сварки неплавящимся электродом с подачей присадочной проволоки
Для ручной аргонодуговой сварки применить инверторный аппарат ALLOY MC-250Т. Технические характеристики указаны в таблице 14.
Таблица 14 - Технические характеристики инверторных установок для АрДС сварки
Обозначение |
Напряжение питающей сети, В |
Потребляемая мощность, кВа |
Напряжение холостого хода, В |
Диапазон регулирования сварочного тока, А |
Сварочный ток, А |
Вес, кг |
Габаритные размеры, мм |
МС-250T |
3~380 |
9,7 |
65+/-5 |
20-250 |
ПВ 60%=250 100%=190 |
51 |
641х305х613 |
МС-315T |
3~380 |
12,8 |
67+/-6 |
12-315 |
ПВ 60%=315 100%=244 |
63 |
700х340х780 |
МС-500T |
3~380 |
20 |
79+/-6 |
30-500 |
ПВ 60%=500 100%=380 |
68 |
700х340х780 |
Исходя из анализа технических характеристик для сварки целесообразно использовать инверторную установку марки ALLOY MC-250Т, которая позволяет получить более качественные сварные швы, но самое главное обеспечивает высочайший уровень производительности при минимальных затратах.
2.7 Обоснование выбора источников питания.
Сварочная автомат АСВГ- работает с источником питания ВДУ-506С
МС-250T Инверторный источник питания, разработанный на основе последних достижений в области микроэлектроники и цифровых технологий.
Свариваемые материалы: конструкционные и нержавеющие стали, алюминий и его сплавы, титан, никель, медь.
2.8 Обоснование выбора сборочно-сварочной оснастки и приспособлений
Сборка под сварку – это размещение элементов конструкции (узла) в порядке, указанном в технологической карте, и предварительное скрепление их между собой с помощью приспособлений и положения прихваток, что обеспечивает требуемое взаимное положение деталей. От качества выполнения этой операции больше всего зависит качество сварной конструкции и трудоемкость сборочно-свариваемых работ.
Тип приспособления определяется серийностью производства, сложностью конструкции свариваемого узла, видом сварки и применяемым оборудованием.
Входящие в сварной узел детали, как правило, различны по конструкции, каждая имеет свои установочные базы и зажимы. Поэтому сборочно-сварочные приспособления представляют собой как бы несколько разных по конструкции одноместных приспособлений, собранных в одном корпусе по заданным размерам взаимного положения деталей сварного узла.
К спроектированному и изготовленному приспособлению предъявляются следующие требования: -достаточная жесткость корпуса, так как взаимное расположение свариваемых деталей в процессе сборки под сварку должно оставаться неизменным; -свободное перемещение элементов свариваемой конструкции при усадке швов после сварки (прихватки); -свободный доступ к местам сварки сварочного электрода, электронного луча, сварочной горелки и т.д.; -быстрая установка деталей свариваемого изделия и их зажим, свободный съем сварного узла после прихватки; -возможно низкая стоимость изготовления; -обеспечение безопасности при выполнении сборочных и сварочных работ.
Сборку и сварку обечайки производить в станке для автоматической сварки сосудов (с одной сварочной головкой).
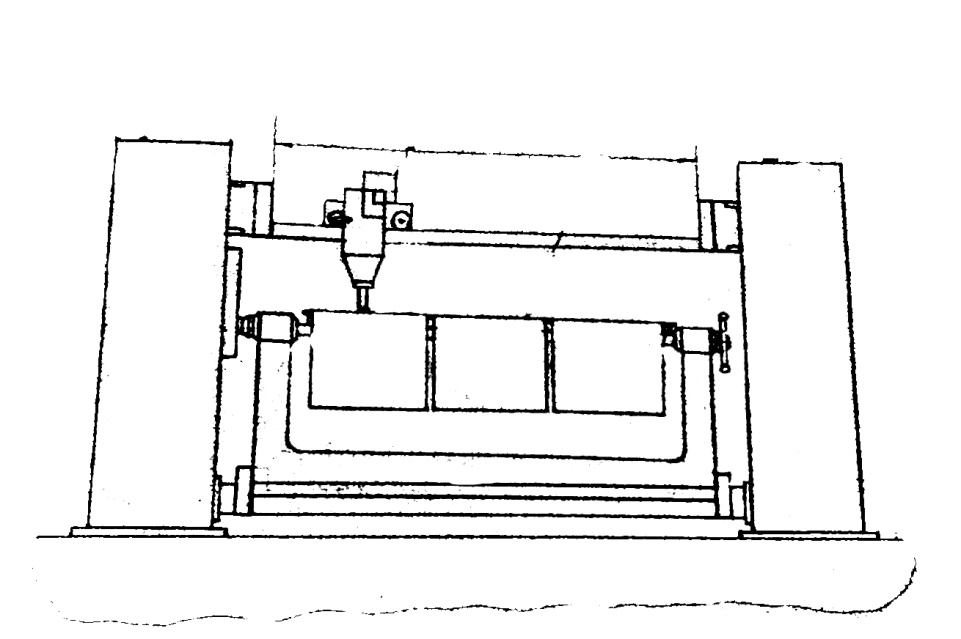
Рисунок 5 – Станок для автоматической сварки сосудов (с одной сварочной головкой).
Сборку и сварку фланцев с донышками и обечайки с донышками производить в станке для автоматической сварки сосудов (с двумя сварочными головками).
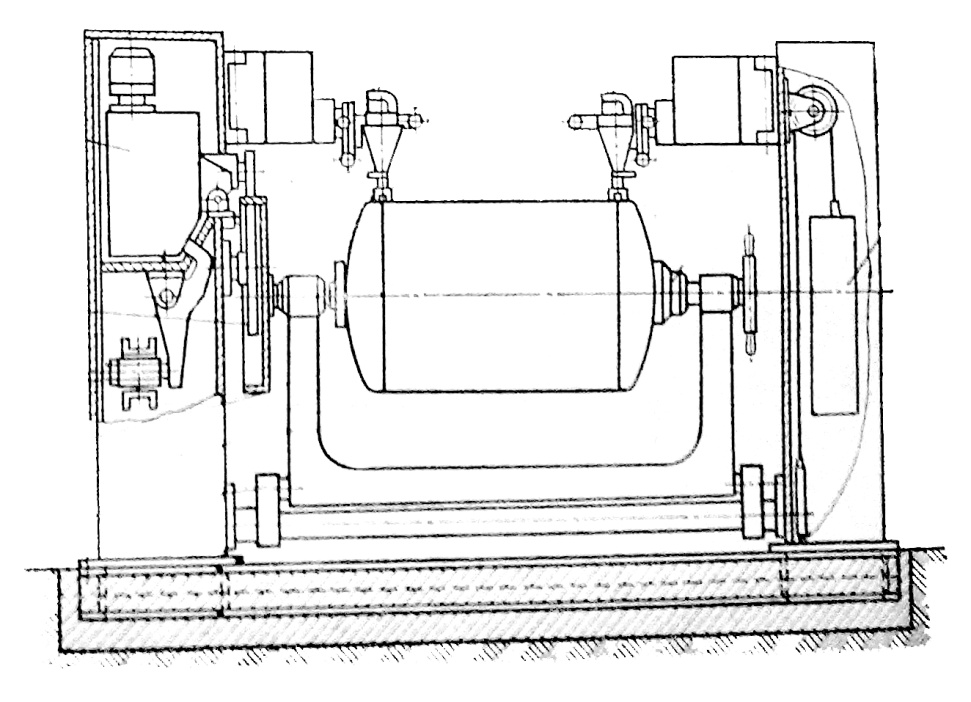
Рисунок 6 - Станок для автоматической сварки сосудов (с двумя сварочными головками).
Сборка и сварка диафрагмы, перегородки, патрубков производить в специальном кондукторе. Обечайка вставляется в кондуктор с вверху опускается рычаг для неподвижного закрепления обечайки.
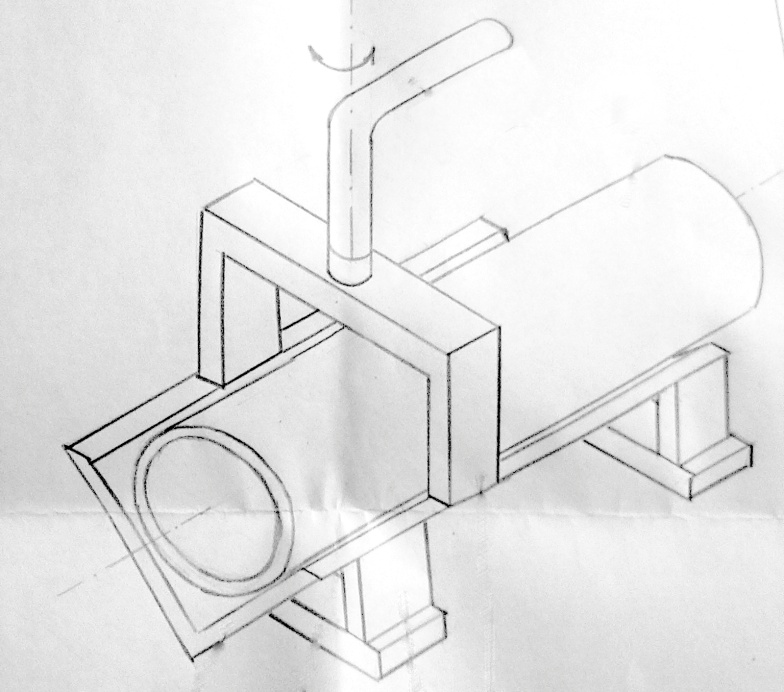
Рисунок 7 – Кондуктор для сборки и сварки
2.9 Меры борьбы со сварочными деформациями и напряжениями
Весь комплекс мероприятий по борьбе с деформациями можно разделить на две группы – конструктивные и технические до и после сварки.
2.9.1 К конструктивным мероприятиям относятся: обеспечение необходимой жесткости конструкции, но данная конструкция сама по себе является жесткой, не допускает пересечения большого количества сварных швов, поэтому деформации в процессе сварки будут несущественны.
Конструкция « Бак топливный» изготовлена из алюминиего сплава, и хорошо сваривается. Швы в свариваемой конструкции расположены на значительном расстоянии друг от друга, что снимает возможность возникновения деформаций.
2.9.2 К техническим мероприятиям относятся:
а) Предотвращающие
- Применение сборочно – сварочных приспособлений, обеспечивающих жёсткое закрепление деталей в процессе сварки.
- Все сварочные материалы обеспечивают химический состав и механические свойства близкие к основному металлу.
- Выдерживать определённую последовательность выполнения сварных узлов.
- Свариваемая конструкция жёстко закреплена в приспособлении.
- Соблюдать оптимальный режим сварки, охлаждать при сварке послойно.
б) Исправляющие
- Проведение термической обработки конструкции.
- Возможность свободной усадки деталей после сварки.
- Все дефекты, возникающие в процессе сварки должны тщательно удаляться: трещины завариваются, кратеры зачищаются и завариваются.
Техническим процессом предусмотрено максимально возможное снижение деформаций и напряжений, которые могут возникнуть в процессе изготовления данной конструкции.
2.10 Контроль качества сварочной конструкции, исправления дефектов.
2.10.1 Предварительный контроль
- Контроль исходных материалов на соответствие сертификату и ГОСТ.
Основной материал в виде литых заготовок проверить на наличие пор, усадочных раковин и трещин. Особое внимание обращать на наличие грязи, масла, краски, ржавчины и других загрязнений. Прокат проверить на наличие расслоения, окалины, равномерности толщины листа и т.д.
- Контроль сборочного оборудования и оснастки.
Сборочные приспособления должны обеспечивать требуемую прочность и жесткость, точное, быстрое и надёжное закрепление элементов сварной конструкции; необходимую степень точности всех размеров свариваемой детали, узла, изделия; установку свариваемого объекта в положение, удобное для сварки и др.
- Контроль сварочного оборудования.
Машины и аппараты для дуговой сварки должны обеспечивать устойчивое горение дуги, требуемую прочность и правильность регулировки режима пуска оборудования и в процессе производства.
- Контроль квалификации сварщиков.
Проверить медико-физиологические и квалификационные показатели.
Учитывать квалификацию сварщика перед пуском их к выполнению определённых сварочных работ. В процессе производства сварщики должны периодически проходить повторные испытания.
- Контроль оснастки.
На прочность и жёсткость.
На точное, быстрое и надёжное закрепление элементов сварной конструкции.
- Контроль заготовок
Правильность выполнения кромок в соответствии с ГОСТом проверить зачистку кромок на расстоянии 20-30мм от кромки.
Рисунок 8 – Контроль заготовок
2.10.2 Контроль сборки.
Каждый свариваемый узел должен быть выполнен в соответствии с ГОСТ 14806-80 и ГОСТ 27580-88 на конструктивные элементы.
Рисунок 9 - Конструктивные элементы на сборку.
- Контроль в процессе сварки
Режим сварки контролировать по сварочному току и напряжению, скорости сварки по установленным в режимах сварки пределам.
2.10.3 Окончательный контроль.
- Внешний осмотр.
Проводить невооруженным взглядом или с помощью лупы 4-6 кратного увеличения. Выявляются, прежде всего дефекты в виде трещин, подрезов, пор, свищей, прожогов, наплывов в нижней части швов.
При сварке данной конструкции допустимых дефектов нет, любой дефект недопустим.
- Измерение сварных швов.
Сварные швы сравнивать по внешнему виду со специальными эталонами. Геометрические параметры швов измерять с помощью шаблонов или измерительных инструментов (прозрачная линейка, шаблоны Ушерова-Маршака, щупы). При проверке размеров сварных швов: ширина, высота, катет они должны соответствовать стандарту в пределах допуска.
- Контроль на герметичность.
Гидравлическим испытанием. Испытания производить давлением, равным 10 атм. в течение 20 минут, после снизить давление до 7 атм. и выдержать в течение одного часа, произвести осмотр: течь, готение и каплеобразование не допускаются, так как конструкция подлежит требованиям РОСТЕХНАДЗОРА.
- Контроль на плотность.
Радиографический контроль – рентгенографирование – служит для выявления внутренних дефектов (шлаковых включений, пор, трещин и т.д.).
Перед просвечиванием изделие зачищается, удаляются наружные дефекты, разбиваются на отдельные участки и маркируются краской. Кассеты и плёнки маркируются в том же порядке. Плёнку заряжают в кассету, туда же устанавливают маркировочные знаки и эталоны. Но чаще всего эти эталоны устанавливают со стороны И. И. И. Кассеты закрепляют на сварном шве с противоположной стороны хомутами или различными держателями, затем просвечивают. Далее плёнку отправляют на фотообработку.
После, обработанная плёнка идёт к специалистам – расшифровщикам, с помощью щупа и прозрачной плёнки определяют дефекты. Марка рентгеновского аппарата РУП–120–5.
2.11 Предлагаемая технология изготовления изделия
005 Сборка обечайки (поз.1)
010 Сварка обечайки (поз.1)
015 Сборка диафрагмы с обечайкой (поз.1 и 2)
020 Сварка диафрагмы с обечайкой (поз.1 и 2)
025 Сборка перегородки с обечайкой (поз.1 и 3)
030 Сварка перегородки с обечайкой (поз.1 и 3)
035 Сборка донышек с фланцами (поз.4 и 5)
040 Сварка донышек с фланцами (поз.4 и 5)
045 Сборка донышек с обечайкой (поз.1 и 4)
050 Сварка донышек с обечайкой (поз.1 и 4)
055 Сборка патрубков с обечайкой (поз. 1 и 7)
060 Сварка патрубков с обечайкой (поз. 1 и 7)
065 Сборка патрубка с обечайкой (поз. 1 и 6)
070 Сварка патрубка с обечайкой (поз.1 и 6)
3 Расчетная часть
3.1 Техническое нормирование сборочных работ
Норма штучного времени по сборке «Бака топливного» в целом (из отдельных деталей и узлов) определяется как сумма затрат времени на установку, крепления и прихватки всех деталей и узлов.
Тшт = Ту + Ткр. + Тпр. , где: ( 1 )
Тшт - время на сборку детали, мин
Ту - время на установку детали, мин
Тпов.- время на крепление, мин
Тпр. - время на прихватку детали, мин
Нормирование сборки по операциям:
3.1.1 Сборка обечайки
По таблице 59, норма штучного времени на сборку обечайки (позиция 1) получается 1,85мин.
Тшт = 1,85мин
3.1.2 Сборка диафрагмы с обечайкой
Расчёт времени на установку первой детали (позиция 1) производится по таблице 54.
Ту1 = 0,25мин
Расчёт времени на установку второй детали (позиция 2) производится по таблице 53.
Ту2 = 0,6 мин
Расчёт времени на крепление и открепление деталей (позиции 1, 2) производится по таблице 55.
Ткр = 0,03мин
Расчёт времени на крепление деталей прихватками производится по таблице 56.
Тпр = 0,13 * 4 = 0,52мин
Расчёт штучного времени сборки деталей (позиции 1, 2).
Тшт = 0,25 + 0,6 + 0,03 + 0,52 = 1,87
3.1.3 Сборка перегородки с обечайкой
Расчёт времени на установку первой детали (позиция 1) производится по таблице 54.
Ту1 = 0,25мин
Расчёт времени на установку второй детали (позиция 5) производится по таблице 53.
Ту2 = 0,6 мин
Расчёт времени на крепление и открепление деталей (позиции 1, 5) производится по таблице 55.
Ткр = 0,03мин
Расчёт времени на крепление деталей прихватками производится по таблице 56.
Тпр = 0,13 * 4 = 0,52мин
Расчёт штучного времени сборки деталей (позиции 1, 5).
Тшт = 0,25 + 0,6 + 0,03 + 0,52 = 1,87
3.1.4 Сборка донышек с фланцами
Расчёт времени на установку первой детали (позиция 4) производится по таблице 54.
Ту1 = 0,25мин
Расчёт времени на установку второй детали (позиция 5) производится по таблице 53.
Ту2 = 0,6 мин
Расчёт времени на крепление и открепление деталей (позиции 5, 4) производится по таблице 55.
Ткр = 0,03мин
Расчёт времени на крепление деталей прихватками производится по таблице 56.
Тпр = 0,13 * 2 = 0,26мин
Расчёт штучного времени сборки деталей (позиции 5, 4).
Тшт = 0,25 + 0,6 + 0,03 +0,26 =1,14 * 2 = 2,28 , т.к. два фланца.
3.1.5 Сборка полусфер с обечайкой.
Расчёт времени на установку первой детали (позиция 1) производится по таблице 54.
Ту1 = 0,25мин
Расчёт времени на установку второй детали (позиция 4) производится по таблице 53.
Ту2 = 0,6 * 2 = 1,2 мин
Расчёт времени на крепление и открепление деталей (позиции 1, 4) производится по таблице 55.
Ткр = 0,03мин
Расчёт времени на крепление деталей прихватками производится по таблице 56.
Тпр = 0,13 * 8 = 1,04мин
Сборка продольных переборок с полусферами.
Расчёт времени на крепление деталей прихватками производится по таблице 56.
Тпр = 0,13 * 4 = 0,52мин
Расчёт штучного времени сборки деталей (позиции 1, 4).
Тшт = 0,25 + 0,6 + 0,03 + 1,04 +0,52 = 3,04мин
3.1.6 Сборка патрубков с обечайкой (поз.7)
Расчёт времени на установку первой детали (позиция 1) производится по таблице 54.
Ту1 = 0,25мин
Расчёт времени на установку второй детали (позиция 7) производится по таблице 53.
Ту2 = 0,35 * 3 = 1,05мин
Расчёт времени на крепление и открепление деталей (позиции 1, 7) производится по таблице 55.
Ткр = 0,03мин
Расчёт времени на крепление деталей прихватками производится по таблице 56.
Тпр = 0,13 * 6 = 0,78мин
Расчёт штучного времени сборки деталей (позиции 1, 7).
Тшт = 0,25 + 1,05 + 0,03 + 0,78 = 2,11мин
3.1.7 Сборка патрубка с обечайкой
Расчёт времени на установку первой детали (позиция 1) производится по таблице 54.
Ту1 = 0,25мин
Расчёт времени на установку второй детали (позиция 6) производится по таблице 53.
Ту2 = 0,35 мин
Расчёт времени на крепление и открепление детали (позиции 1, 6) производится по таблице 55.
Ткр = 0,03мин
Расчёт времени на крепление детали прихватками производится по таблице 56.
Тпр = 0,13мин
Расчёт штучного времени сборки деталей (позиции 1, 6).
Тшт = 0,25 + 0,35 + 0,03 + 0,13 = 0,76мин
Тобщ = 1,85 + 1,87 + 1,87+ 2,28 + 3,04 + 2,11+0,76 = 13,78мин
3.2 Техническое нормирование сварочных работ
Тшт = (Тн.ш. х L + Тв.и.)*k1-n , где ( 5 )
Тшт - время, затраченное на сварку одной операции, мин.;
Тн.ш. - время сварки 1 метра шва, мин;
L - длина шва, м;
Тв.и. - время на вспомогательные операции, мин;
k - коэффициент на условия работы.
3.2.1 Норма времени на автоматическую сварку в среде аргона неплавящимся электродом швов С2 S=3 мм согласно ГОСТ 14806 – 80
Таблица 15 - Нормирование шва С2 S=3 мм
№ |
Наименование работ |
№карты, позиция |
Время, мин |
Значение, коэффициент |
1 |
Установка и снятие изделий |
82,10б |
0,60 |
Тви |
2 |
Закрепить |
80,1б |
0,40 |
Тви |
3 4 |
Зачистка кромок перед сваркой |
76,1а |
0,54 |
Твш |
5 6 |
Сварка |
42,6б |
3,3 |
Т0 |
7 |
Зачистить сварной шов послойно |
69,1а |
0,30 |
Твш |
8 |
Рабочее место - в цехе на стенде |
|
|
К1=1 |
9 |
Тип производства - серийное |
|
|
К4=1,2 |
10 |
Осмотр и промер сварного шва |
70,1а |
0,20 |
Твш |
11 |
Клеймение и маркировка |
78,1а |
0,21 |
Тви |
12 |
Положение шва |
88,1а |
|
К2=1 |
13 |
Вид сварки и длина шва |
90,1в |
|
К3=1,20 |
14 |
Настройка автомата, подтягивание проводов |
71,1е |
0,25 |
Тви |
15 |
Проверка правильности установки головки |
73,1а |
0,15 |
Тви |
Тнш=(Т0+Твш) ( 6 )
Тнш=(3,3+0,54+0,30+0,20)=4,34 мин
Тшт=(Тнш*L+Тви)*К1-n ( 7 )
Тшт1=(4,34*0,26+0,6+0,40+0,21+0,25+0,15)*1*1,2*1*1,2=3,94мин*3=11,8мин = =0,19 ч
Тшт2=(4,34*1,13+0,6+0,40+0,21+0,25+0,15)*1*1*1,2*1,2=7,82мин*2=15,6мин=
=0,26ч