

Порядок выполнения работы
К выполнению экспериментально-теоретической части работы приступают после выполнения п.п. 1, 2 «Задач работы» и получения разрешения преподавателя.
По заданию преподавателя рассчитать припуски на обработку наружной цилиндрической поверхности гладкого вала расчетно-аналитическим методом и определить диаметр заготовки из стали горячекатаной круглой, обычной точности (ГОСТ 2590-88). Расчет припусков выполнить для двух схем базирования вала: в центрах и в патроне консольно. Выбрать диаметр заготовки по сортаменту. Результаты расчетов свести в таблицу (см. табл. 7.8) и проиллюстрировать схемой расположения припусков и допусков (см. рис. 7.4).
Рассчитать припуски и операционные размеры опытно-статистическим методом пользуясь таблицей 7.10. Расчет выполнить с учетом длины вала и термической обработки. Сравнить полученные значения с припусками определенными расчетно-аналитическим методом.
Измерить пространственные отклонения заготовки, обрабатываемой по схеме установки в центрах. Для измерения используют прибор для проверки изделий на биение модели ПБ-500М (рис. 7.9). У заготовки предварительно должны быть обработаны торцевые поверхности и выполнены центровые отверстия.
3.1. Перед измерением необходимо закрепить левую бабку на расстоянии от правой бабки 4, равном длине заготовки. Перемещение бабки 1 по направляющим станины 7 производится при повернутой влево рукоятке 11.
3.2. Установить заготовку 2 в центрах прибора, для чего правой рукой
отвести рукоятку 6 поджима пиноли вниз, а левой рукой установить заготовку в центрах и отпустить рукоятку 6, закрепив пиноль рукояткой 5.
3.3. Поворотом рукоятки 8 установить каретку 9 со стойкой 10 для крепления индикатора посередине заготовки 2.
3.4. Закрепить в державке стойки 10 индикатор 3 и подвести его наконечник к заготовке с натягом, обеспечивающим работу индикатора 3.
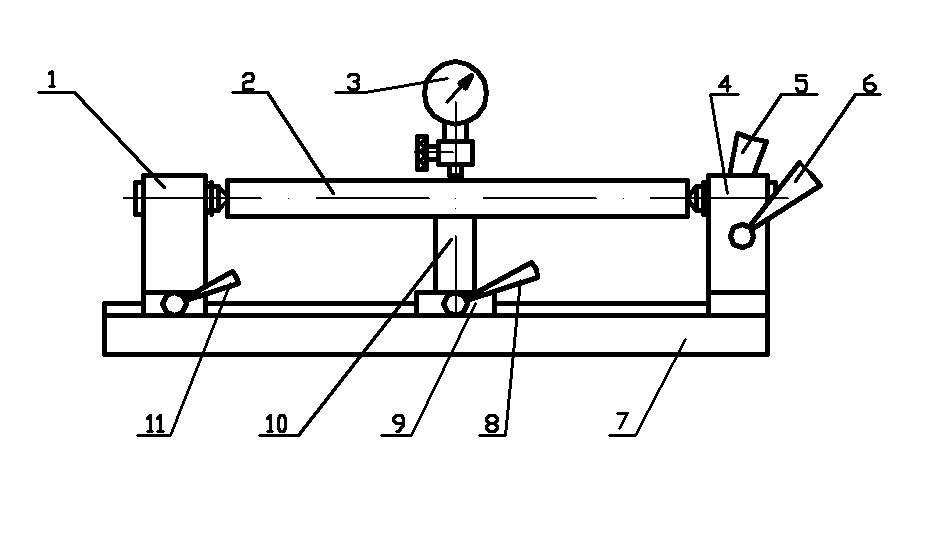 Рис. 7.9. Прибор для проверки изделий
на биение модели ПБ-500М
Рис. 7.9. Прибор для проверки изделий
на биение модели ПБ-500М
3.5. Поворачивая заготовку 2 на 360°, по отклонению стрелки индикатора 3 определить биение заготовки в среднем сечении. Пространственные отклонения, вызванные отклонением от прямолинейности оси заготовки и смещением оси заготовки при центровании, составят половину биения заготовки. Полученную величину сравнить с расчетным значением.
4. Установить заготовку на токарном станке в центрах и закрепить резец в резцедержателе.
5. Обработать заготовку на токарном станке, выдерживая операционный размер при установленных режимах резания (обработку выполняют под наблюдением учебного мастера лаборатории).
6. Измерить на приборе мод. ПБ-500М остаточные пространственные отклонения обработанной цилиндрической поверхности и сравнить их с расчетным значением (см. формулу 7.3).
7. Измерить суммарную величину пространственных отклонений и погрешности установки заготовки при ее закреплении в трехкулачковом патроне без поддержки задним центром. Измерение выполнить непосредственно на токарном станке с использованием магнитной стойки с индикатором часового типа. Магнитную стойку на суппорте установить таким образом, чтобы наконечник индикатора размещался вблизи правого торца заготовки. Измерить штангенциркулем расстояние от торцевой поверхности кулачков до наконечника индикатора. Поворачивая заготовку на 360°, определить биение заготовки вблизи ее торца. Сумма пространственных отклонений и погрешности закрепления составит половину биения заготовки.
8. Обточить наружную цилиндрическую поверхность заготовки под наблюдением учебного мастера лаборатории.
9. Измерить биение обработанной цилиндрической поверхности заготовки вблизи правого торца на токарном станке и сравнить со значением, полученным расчетом.