

Новые направления в приборостроении
В приборостороении новые направления возникают путем развития существующих технологий либо на базе совершенно новых.
Условия внедрения нового направления:
- более высокая производительность
- уменьшение себестоимости
- увеличение точности и качества
- расширение многообразия форм и размеров
- получение возможности изготавливать изделия, которые нельзя было получить до этого
Учитываются также экономические и технологические аспекты.
Высокоскоростное резание
Резание при такой скорости, при которой материала заготовки в зоне контакта с инструментом размягчается и расплавляется.
При этом должны выполняться условия:
- малая величина глубины резания
- малая величина подачи
- высокая скорость не означает высокую производительность
Метод обладает следующими достоинствами:
- снижение сил резания
- незаментная кинематическая шероховатость (поверхность может оказаться зеркальной)
- исключается термическая деформация (выделение тепла достаточно мало)
- максимально возможная точность обработки
Для пары заготовка-инструмент скорость резания подбирается экспериментально. Например, для пары титан-сталь скорость составляет 1000 м/мин, титан-закаленная сталь - 2000 м/мин. Общий диапазон составляет до 7000 м/мин (точение и фрезерование).
Метод имеет следующие ограничения:
- подбор материалов
- специальный и дорогой инструмент
- сложность и безынерциальность системы управления
- трудное использование малоразмерных инструментов
Область применения – турбины, детали самолетов, детали оснастки.
Основное ограничение накладывается на габариты и виды оборудования.
Пятикоординатное фрезерование
К трем традиционным координатам в данном методе прибавлены еще две – относительный поворит фрезы и стола с заготовкой в двух взаимно-перпендикулярных направлениях (глобусный стол).
Преимущества:
- возможность обеспечения наиболее выгодного угла встречи зуба фрезы с поерхностью
- уменьшение сил резания
- улучшение качества поверхности
- при торцевом фрезеровании не используются зубья у центра
- управление направлением силы резания (совмещение с плоскостью наибольшей жесткости заготовки)
- использование и для чистовой обработки поверхности детали
- деталь и инструмент могут занимать друг относительно друга любое положение
Недостатки:
- сложность оборудования
- высокая стоимость
- сложность и дороговизна программного продукта
Применяется при производстве турбинных лопаток, при изготовлении форм для вытяжки листов, штампов.
Резание струей воды
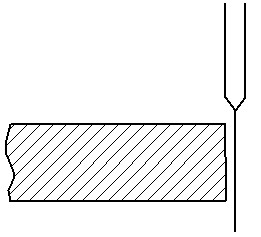
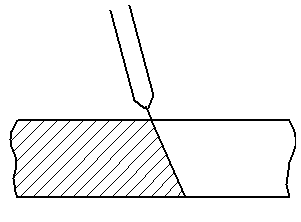
Происходит под большим давлением. 400 МПа из сопла малого диаметра (доли мм) с высокой скоростью, больше скорости звука. Расстояние от сопла до поверхности – несколько миллиметров. Остаточная энергия гасится рабочей жидкостью с абразивом (гидроабразивная резка) или без (гидрорезка).
Преимущества в отсутствии отхода и хорошем качестве поверхности, отсутствует тепловое воздействие, безопасность, автоматизация.
В состав оборудования для данного способа резки входят: насос, координатный стол, режущая головка, ЧПУ в виде роботизированного окмплекса.
Струные головки могут иметь различную конструкцию. Обычно сопла изготавливают из алмаза, корунда.
Системаоснащена сенсором высоты.
Применяется в металлолистовом производстве, авиастроении, резинотехническом производстве, при производстве печатных плат.
Недостатки способа:
- трудно создать высокое давление
- низкая стойкость сопла
Особенностью новых технологий является объединение в них конструирования и изготовления детали. Сокрощаются сроки изготовления прототипа.