

Методы соединения Резьбовое соединение
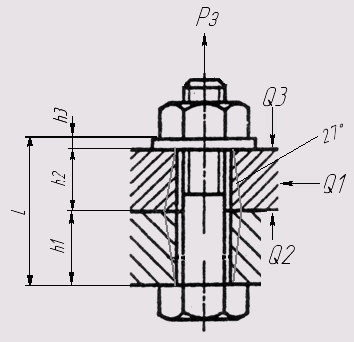
Q1 – стремится сдвинуть детали друг относительно друга
Q2 – растягивает крепежный элемент
Q3 – сжимает детали
Неподвижность обеспечивается осевым натягом, который возникает при сжатии соединяемых деталей.
i – осевой натяг
i=Δl+Δh, где
Δl – удлинение резьбового элемента
Δh – сжатие соединяемых деталей

жеформация распространяется внутри конуса с углом 27о. при расчетах конус заменяется цилиндром, диаметр которго равен среднему диаметру усеченного конуса.
Важным параметром является усилие затяжки, котрое должно быть нормированным. Оно зависит от направления приложения внешних усилий.
Чтобы обеспечить неподвижность детали, сила трения между ними должна быть больше силы, стремящейся их сдвинуть
 ,
где
,
где
f – коэффициент трения
z – количество крепежных элементов
Это является минимально необходимым условием для обеспечения надежности соединения. Его следует увеличить с тем, чтобы компенсировать его уменьшение за счет смятия микронеровностей, перераспределения внутренних напряжений и т.д. Например, только при хранении усилие затяжки уменьшается на 25%. При эксплуатации оно уменьшается в 2-3 раза. Ввиду этого вводят коэффициент запаса, учитывающий динамическое воздействие при статической (1,5 – 2) или динамической (2 – 3) нагрузке.
Максимально еусилие ограничивается прочностью крепежных элементов, внутренние напряжения не должны превышать предела текучести, то есть в процессе затяжки не должно происходить пластической деформации
При действии Q3 происходит дополнительное сжатие, а при Q2 – дополнительное растяжение, при котором уменьшается осевой натяг.
Методы затяжки
а) наживление
Определяется началом вращения, производится с помощью жесткого инструмента – стандартные ключи и отвертки. Способ отличается простотой, универсальностью.
 ,
где
,
где
d – диаметр резьбового соединения

Недостаток метода – большая погрешность усилия затяжки, зависимость точности от квалификации исполнителя.
б) завинчивание
Затяжка по моменту предусматривает применение динамометрических элементов, которые позволяют контролировать момент затяжки (инструмент в виде плоской пружины, которая при затяжке изгибается). В массовом производстве применяются предельные инструменты, которые в составе имеют кулачковые муфты, анстраеваемые на предельный момент затяжки. Метод просто механизировать, он устраняет субъективизм в процессе выполнения операции.
═════════════════════════════════
Момент, который необходим для достижения расчетной величины усилия закрепления
dcp – средний диаметр резьбового соединения
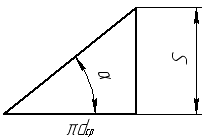
α – угол подъема резьбы
ρ – угол трения резьбы
ρ’ – угол трения между поверхностью детали и торцевой частью резьбового элемента
Dcp – средний диаметр торцевой части гайки, болта
tg(α+ρ)=tgα+tgρ
P3 – необходимое усилие затяжки
 ,
где
,
где
S – шаг резьбы
tgρ и tgρ’ ≈ f и f’ (коэффициенты трения)
Тогда выражение примет вид

Для жесткого инструмента рекомендуется соотношение плеча для затяжки
l=14d, где
d – средний диаметр резьбы
Необходимо учитывать и точностные характеристики деталей, входящих md резьбовое соединение

К3 – коэффициент запаса (0,65÷0,85)
σТ – предел текучести
α – диаметр резьбы
Предельный момент прочности резьбового соединения на срез
Для гайки
 ,
где
,
где
h – длина свинчивания
μ – коэффициент, зависящий от формы головки (1,2÷1,35)
Для винта

Также применяют методы затяжки
- по углу поворота
- по удлинению крепежного элемента
- предварительно нагруженных или сжатых тел
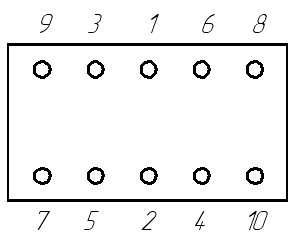
Производится в последовательности
В процессе эксплуатации может происходить ослабление усилия затяжки. И если не принять своевременных мер, может произойти отвинчивание. С целью предотвращения предусматривают стопорение резьбы.
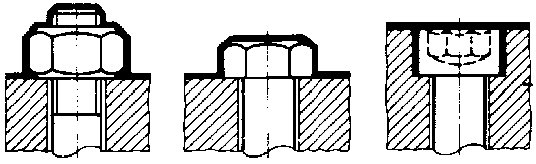
Стопорение – фиксированная затяжка:
- с помощью контргайки
Стопорение контргайками применяют редко вследствие недостаточной надежности.
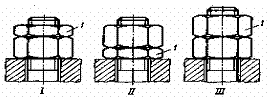
Этому способу присущ и другой недостаток: при затяжке контргайка (I), вытягивая болт, принимает на себя всю нагрузку, в то время как основная гайка разгружается. Это заставляет иногда применять обратную схему: контргайку располагают под основной гайкой (II), что обеспечивает более благоприятное распределение сил. Иногда контргайку делают одной высоты с основной гайкой (III).
Контргайки незаменимы в тех случаях, когда требуется бесступенчатая фиксация положения гайки на болте, особенно при значительном перемещении гайки вдоль болта.
- с помощью шайбы гровера
Простейшая и наиболее часто применяемая (хотя далеко не самая совершенная) форма упругого стопорения - разрезная пружинная шайба - шайба Гровера (иногда называемая просто «гровером»). Шайба представляет собой изготовленное из закаленной стали кольцо с косым разрезом под углом ~ 15° к оси кольца. Наклон разреза делается левым для правой резьбы и правым для левой резьбы.
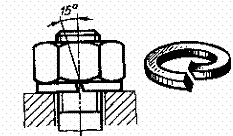
Концы шайбы слегка разведены и снабжены острыми кромками. При затяжке кольцо сжимается, кромки врезаются в тело гайки и в опорную поверхность, обеспечивая стопорение гайки «на корпус». Врезание заметно выражено в том случае, когда опорные поверхности имеют не слишком высокую твердость (НВ < 300). В случае твердых металлов (закаленная, азотированная сталь и т. д.) действует только чисто упругое стопорение, отчего надежность контровки снижается.
Недопустима установка шайб Гровера на поверхностях мягких металлов (например, литые алюминиевые и магниевые сплавы): зубчики шайб портят такие поверхности.
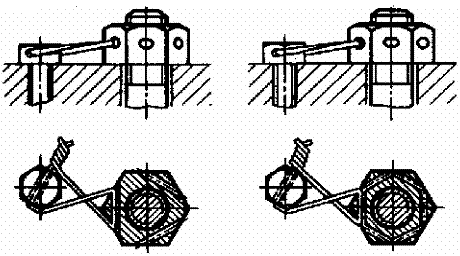
- с помощью шплинтов
Стопорение шплинтами (шплинтовка) гаек - надежный и очень распространенный способ стопорения, применяемый в наиболее ответственных узлах.
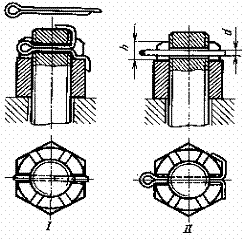
Применяют два способа установки шплинтов. При первом способе (I) шплинт устанавливают плоскостью кольца параллельно оси болта; концы шплинта отгибают: один на грань гайки, другой на торец болта. При втором способе (II) шплинт устанавливают плоскостью кольца перпендикулярно к оси болта; концы шплинта отгибают на грани гайки.
Первый способ применяют чаще, так как он обеспечивает удобство монтажа и компактность конструкции. Однако второй способ увеличивает пределы шплинтуемости.
- с фиксацией проволокой, пропускаемой в отверстие в головке винта
Операцию сверления отверстий в гайках выполняют в специальных приспособлениях. Обычно сверлят три отверстия, реже шесть.
При таком способе стопорения увеличение числа отверстий не имеет смысла, так как правильная вязка может быть осуществлена при большом угле поворота гайки; в отличие от большинства других позитивных способов стопорения вязка позволяет осуществить практически бесступенчатую угловую фиксацию гайки.
- для стопорения мелких резьбовых элементов используют лаки, эмали, краски.
Способ этот, разумеется, не может гарантировать надежного стопорения; все же он предохраняет крепежные детали от самоотвертывания.
Применение современных покрытий на основе синтетических смол (в частности, кремнийорганических), создающих на поверхности машины прочную, эластичную пленку, устойчивую против внешних воздействий, значительно повышает надежность этого способа стопорения.
Особенно прочное сцепление между стопоримой деталью и корпусом получается в случае, когда материал покрытия затекает в кольцевой зазор между деталью и корпусом
- с помощью деформируемых шайб