Міністерство освіти і науки, молоді та спорту України
Полтавський нафтовий геологорозвідувальний технікум
Реферат на тему: «Випрямляння металу»
Виконав студент групи БН-2-ІІ
Гайдар С.С.
Керівник практики:
Вовченко В.П.
Полтава 2012
План реферату:
1. Загальні поняття про випрямляння металу.
2. Обладнання для випрямляння.
3. Випрямляння різних металевих виробів.
3.1. Випрямляння штабового металу.
3.2. Випрямляння прута.
3.3. Випрямляння листового металу.
3.4. Випрямляння короткого прутового металу.
3.5. Випрямляння валів.
3.6. Випрямляння методом підігрівання.
3.7. Випрямляння наклепом.
4. Випрямляння зварних виробів.
5. Техніка безпечної роботи при виправлянні.
1. Загальні поняття про випрямляння металу
Правка металу – це просец усунення нерівностей та викривлень деталі чи заготовки, яке заключається у в розтягу чи стиску ділянки матеріалу.
Метал піддають випрямлянню як у холодному, так і в нагрітому стані. Вибір способу залежить від прогину, розмірів і матеріалу виробу.
Випрямляння можна виконувати ручним способом (на стальній чи чавунній плиті або на ковадлі) і машинним (на правильних вальцях, пресах).
Кривизну деталей перевіряють на око або за зазором
між плитою і покладеною на неї деталлю. Краї вигнутих місць позначають крейдою. При випрямлянні важливо правильно вибирати місця, по яких слід наносити удари, с сила ударів має бути розмірною з кривизною; її поступово зменшують у міру переходу від найбільшого згину до
найменшого. Випрямляння вважається завершеним, коли всі нерівності зникнуть і деталь стане прямою, що можна визначити накладанням лінійки. Випрямляння здійснюють на ковадлі, правильній плиті або надійних підкладках, які не дадуть зісковзнути з них деталі при ударі.
2. Обладнання для випрамляння
Ручне випрямляння — малопродуктивна операція і її застосовують для невеликих партій деталей. В основному на підприємствах здійснюють машинне випрямляння на правильних вальцях, пресах і спеціальних пристроях:
1) Згинальні вальці бувають ручні і приводні. На ручних і приводних тривалкових згинальних вальцях випрямляють заготовки прямі та зігнуті по радіусу, що мають на поверхні випини і вм'ятини. Листові заготовки завтовшки до 3 мм випрямляють звичайно на ручних тривалкових згинальних вальцях, а завтовшки до 4 мм — на приводних.
2) Листозгинальна тривалкова машина має розміщені один над одним валки, що можуть залежно від товщини заготовки віддалятися один від одного чи наближатися.
Також може бути опущено чи піднято розміщений позаду
третій валок. Заготовку (лист чи смугу) встановлюють між двома передніми валками і, обертаючи за годинниковою стрілкою, пропускають між валками. Для остаточної ліквідації випин і вм'ятин заготовки пропускають
між валками кілька разів.
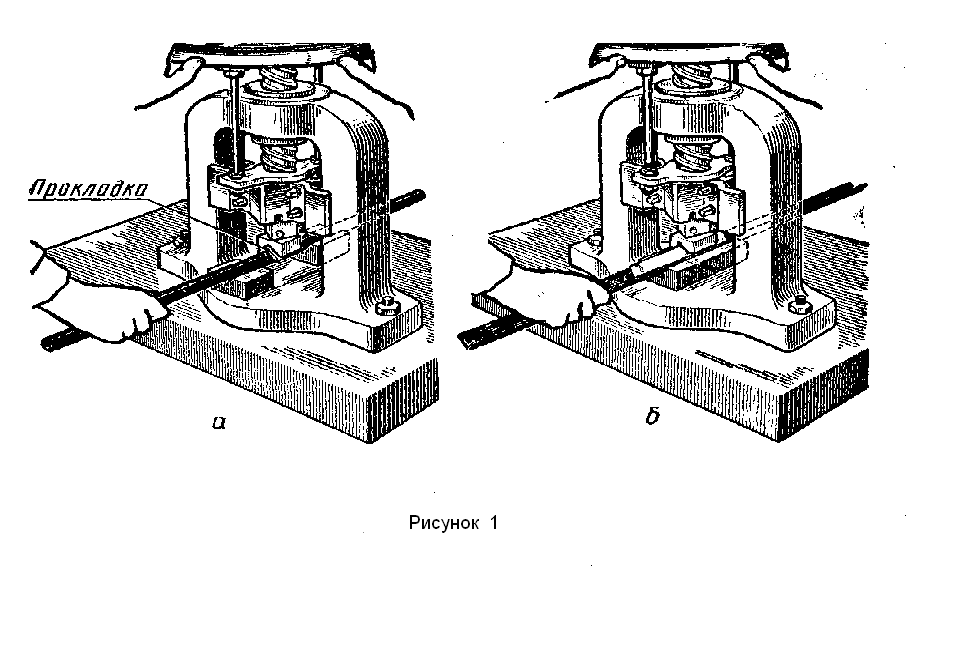
3) Випрямляння валків і кутової сталі на гвинтових пресах застосовується тоді, коли випрямлення молотком не забезпечує необхідного результату. Один робітник встановлює, утримує і контролює випрямлювану заготовку, а інший обертає маховик. Вал або трубу (рис. 1, а) розміщують на призмах так, щоб зігнута частина була обернена догори, а пруток (труба) щільно лежав у кутових виїмках призми. При цьому призматичний наконечник преса має знаходитися на місці найбільшої кривизни.
Обертанням маховика наконечник гвинта плавно підводять і натискають ним на вал (трубу) доти, поки не здійсниться випрямляння, що визначають за просвітом на перевірній плиті. Деякі особливості має випрямляння кутової сталі. Деформований кутик встановлюють у призмі на столі преса (рис. 1, б), між полицями кутика кладуть загартований стальний валик, при натисканні гвинтом преса валик надає кутику відповідної форми. Великі листи, смуги і стрічки з випинами і хвилястістю випрямляють на листоправильних верстатах, горизонтальних правильно-розтяжних машинах і пневматичних молотах.